1- ضریب دقت چاپ سه بعدی FDM:
فرآیند Fused Deposition Modeling یا FDM برای تولید نمونه های کم هزینه مناسب است زیرا در آنها شکل و اندازه اهمیتب بیشتری نسبت به عملکرد دارند. روش FDM با اکسترود کردن لایه به لایه ترموپلاستیک مذاب روی بستر چاپ، قطعات را تولید میکند.

در تولید قطعات بزرگ در این روش، ممکن است تغییرات دمایی زیادی در طول بستر چاپ ایجاد شود. از آنجا که بخشهای مختلف قطعه با سرعتهای مختلفی خنک میشوند این امر میتواند باعث ایجاد استرس داخلی و در نتیجه تاب برداشتن (wrapping)، از شکل افتادن یا انقباض آن شود. کارهایی مانند raft یا شعاع دادن به لبه ها و گوشه ها یا بستر گرم شونده ساخت، میتوانند به حل این مشکل کمک کنند.
نکته: برخی از مواد نسبت به متریال دیگر بیشتر مستعد تاب برداشتن هستند. برای نمونه، ABS بیشتر از PLA دچار انحراف و پیچش می شود.
تلرانس ابعادی FDM:
± 0.55% (lower limit: ± 0.5 mm) پرینتر رومیزی
± 0.15% (lower limit: ± 0.2 mm) پرینتر صنعتی
انحراف/ انقباض FDM:
ترموپلاستیک هایی که نیاز به درجه حرارت بالاتری دارند بیشتر در معرض خطر هستند. توصیه می شود که به انتهای لبه هایی که با بستر در تماس هستند شعاع (radius) اضافه کنید. معمولا انقباض، بسته به نوع متریال، بین 0.2 تا 1 درصد اتفاق می افتد و بهتر است هنگام طراحی آنرا در نظر بگیرید.
نیاز به ساپورت FDM:
برای دستیابی به دقت بالا ضروری است؛ برای پلها و برآمدگی های بیشتر از 45 درجه اجباری میباشد.

2- ضریب دقت پرینتر سه بعدی SLA:

فرآیند Stereolithography یا SLA با استفاده از لیزر بخش هایی از مخزن رزین را با UV پرداخت می کند و قطعه ای جامد می سازد. البته این بخش های پرداخت شده قدرت کافی ندارند و باید پرداخت نهایی با UV روی آنها انجام شود. به این دلیل و همچنین به دلیل جهت و زاویه ای که قطعات معمولا در روش SLA پرینت می شوند، امکان بروز ایراد در بخش های بدون ساپورت وجود دارد.
به دلیل این که پرینت به صورت لایه به لایه انجام می شود، انباشته شدن این تاثیر می تواند باعث اختلاف و ناهمسانی در ابعاد قطعه پرینت شده با SLA شود. همچنین اختلاف ابعادی می تواند به دلیل فرآیند لایه برداری که توسط برخی از پرینتر های SLA انجام می شود بروز کند. نیروی کششی که در طول فرآیند لایه برداری اعمال می شود میتواند باعث خم شدن پرینت و انباشته شدن آن در طول ساختِ لایه ها شود.
رزین هایی که انعطاف پذیری بالا و سختی کمتری دارند بیشتر در خطر پیچ و تاب برداشتن هستند و برای کاربردهایی که نیاز به دقت بالا دارند چندان مناسب به نظر نمی رسند.
تلرانس ابعادی SLA:
± 0.5% (lower limit: ± 0.10 mm) پرینتر رومیزی
± 0.15% (lower limit: ± 0.01 mm) پرینتر صنعتی
انحراف/ انقباض SLA:
احتمالا در دهانه های بدون ساپورت
نیاز به ساپورت SLA:
برای دست یابی به دقت بالا ضروری است.
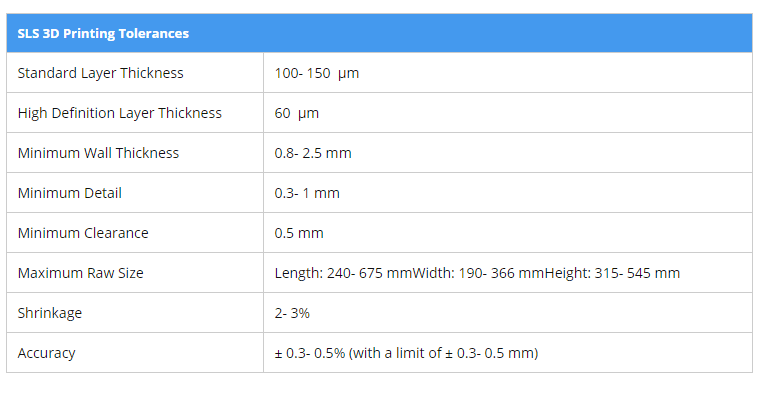
3- ضریب دقت پرینتر3بعدی SLS:
فرآیند Selective Laser Sintering یا همان SLS میتواند هندسه های پیچیده و قطعات با دقت بالا را پرینت کند. در این روش یک لیزر به صورت انتخابی پودر را به صورت لایه به لایه ذوب می کند و جسمی جامد می سازد.
برای جلوگیری از انحراف و انقباض احتمالی در طول فرآیند پرینت، دستگاه های SLS از محفظه ساخت حرارتی استفاده می کنند که پودر را تا حدی کمتر از دمای ذوب گرم می کند. با این وجود، در قطعات بزرگ افتِ حرارت باعث می شود همچنان که بخش های بالایی در حال پرینت شدن با دمای بالا هستند، قسمت های زیرین قطعه خنک شوند.
برای کاهش احتمال انحراف و پیچش، قطعات را در پودر میگذارند تا به آرامی خنک شوند (معمولا به مدت نیمی از زمان ساخت).
تلرانس ابعادی SLS:
± 0.3% (lower limit: ± 0.3 mm)
انحراف/ انقباض SLS:
انقباض معمولا در حد 2 تا 3 درصد اتفاق می افتد با این حال اکثر کاربران SLS در طراحیِ پرینت این را پیش بینی میکنند.
در SLS 3D Printing نیاز به ساپورت نیست.
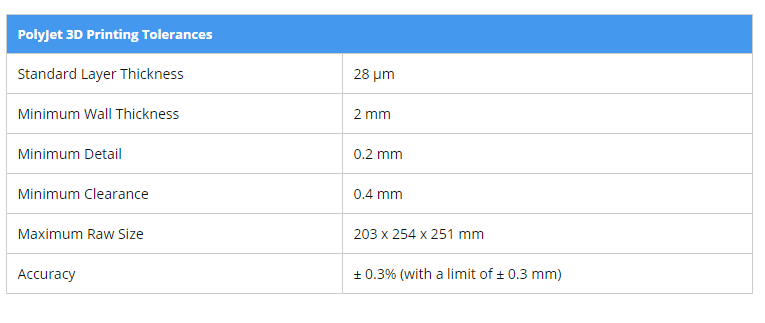
4- دقت پرینتر سه بعدی Material Jetting:
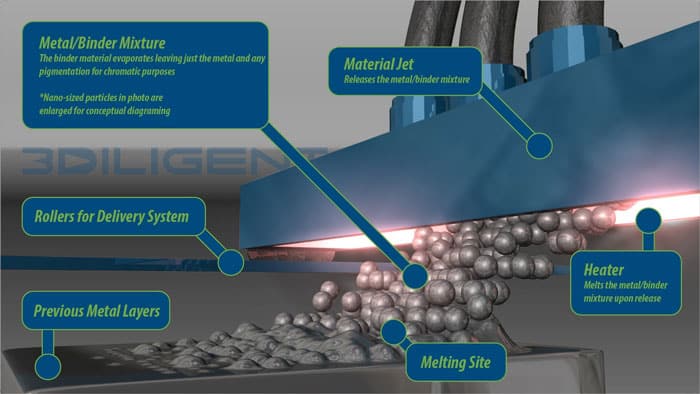
فرآیند Material Jetting به عنوان دقیق ترین روش پرینت سه بعدی شناخته می شود. به دلیل این که در طول فرآیند نیازی به حرارت خیلی بالا نیست، انحراف و انقباض به ندرت رخ میدهند.
بیشتر مشکلات در مورد دقت ابعاد مربوط به جزئیات و دیواره های نازک است که با مشخصات پرینتر همخوانی ندارد. در این روش برای تولید ساپورت ها به شکل ساختارهایی جامد از یک متریال نرم ثانویه استفاده می شود که بعدا از پرینت باید حذف شوند.
ماهیت جامد ساپورت باعث می شود سطحی که با ساپورت در تماس است دارای دقت بسیار بالایی باشد. مراقبت و جلوگیری از انحراف و تغییر ابعاد قطعاتی که با Material Jetting پرینت شده اند پس از پایان چاپ باید انجام شود زیرا این قطعات در برابر حرارت محیطی، رطوبت و نور خورشید واکنش نشان می دهند.
تلرانس ابعادی MJ:
± 0.1% (lower limit: ± 0.05 mm)
انحراف/ انقباض MJ:
در روش Material Jetting اتفاق نمی افتد.
نیاز به ساپورت MJ:
برای تولید قطعات دقیق ضروری است.
5- درصد دقت پرینتر فلز Metal 3D Printing:

در Metal Printing (به خصوص در روش های DMLS و SLM) یک لیزر به صورت انتخابی پودر فلز را همجوشی یا ذوب کرده و قطعات فلزی تولید می کند. همانند روش SLS، پرینت فلزی هم قطعات را به صورت لایه به لایه و در یک محیط گرم و کنترل شده در دستگاههای صنعتی تولید می کند. ساخت لایه به لایه در کنارِ دمای بسیار بالای این فرآیند باعث تغییرات حرارتی شدید شده و باعث ایجاد استرس در داخل قطعه می شود.
در نتیجه، قطعات فلزی پرینت شده در معرض انحراف و پیچش قرار دارند و طراحی خوب و جهت قطعه در چاپ برای دستیابی به دقت بالا بسیار حیاتی هستند.
بر خلاف SLS پودر پلیمر در فناوری پودر فلز SLM، ساختارهای ساپورت برای جلوگیری از انحراف در زمان تولید بسیار اهمیت دارند. ساپورتها نیز معمولا از فلز ساخته می شوند و پس از پایان پرینت باید حذف شوند.
با درک صحیح این فرآیند متوجه می شویم که ساختارهای ساپورت جامد و مشبکی لازم است تا قطعه را کاملا به بستر چاپ وصل و از جدا شدن آن جلوگیری کند. اکثر قطعات پس از ساخت و پیش از برداشتن از بستر توسط یک فرآیند گرمایشی از استرس خارج می شوند و این کار همچنین باعث می شود ساختارهای بلوری تحت فشار نباشند و از مشکلات بعدی جلوگیری شود.
نکته: از آنجا که هزینه تولید قطعات فلزی با پرینت سه بعدی بالا است، پیش از شروعِ پرینت برای تصدیق دقت از نرم افزارهای دقیق شبیه سازی استفاده می شود.
تلرانس ابعادی SLM:
± 0.1 mm
انحراف/ انقباض SLM:
قطعات به شدت در معرض انحراف و انقباض هستند. از ساپورت و تقویت برای کاهش احتمال بروز این مشکلات استفاده می شود.
نیاز به ساپورت SLM:
برای تولید قطعات دقیق ضروری است.