ذوب انتخابی لیزر (SLM) برترین فناوری پرینت سه بعدی فلزیست که انقلابی در تولید قطعات صنعتی ایجاد کرده است، اما این تکنیک چگونه کار می کند و کدام شرکتها، دستگاههای آنرا را در جهان بفروش میرسانند. اکثر چاپگرهای فلزی از فناوری تابش لیزر استفاده می کنند که متریال پودر فلز را مذاب و سخت میکند. در واقع، این روش بیش از 80 درصد بازار پرینترهای سه بعدی فلزی را به خود اختصاص داده است و دهها سازنده در سراسر جهان ماشینهایی را در طیف وسیعی از اندازهها با ویژگیهای متفاوت ارائه میدهند.
تاریخچه و علت تنوع نامهای مشابه SLM یا LPBF
قدرت فناوری فلزی SLM ممکن است در ابتدا آشکار نباشد زیرا اصطلاحات مختلفی در صنعت برای اشاره به این تکنولوژی وجود دارد: جدای از SLM، جوش مستقیم لیزری فلزات (direct metal laser sintering:DMLS)، ذوب لیزری مستقیم فلزات (direct metal laser melting:DMLM)، همجوشی فلز لیزری (laser metal fusion:LMF)، لایه برداری لیزری (laser cusing) و همجوشی لیزر بستر پودری (laser powder bed fusion:LPBF) از جمله موارد دیگر هستند.
نکته: در برخی منابع رسمی، اسامی DMD و DLD را جزء زیر شاخههای روش پرینت فلزی رسوب مستقیم انرژی (DED) طبقه بندی نموده و آنرا مرتبط با LPBF نمیدانند.
چنین تعدد عناوینی، یک سوال ایجاد میکند: واقعا تفاوت بین آنها چیست؟ شاید تعجب کنید که بدانید هیچ تفاوتی وجود ندارد و همگی یک عملکرد واحد دارند!

برای دریافت کلمه قطعی در مورد فناوری پرینت لیزری فلز، وبسایت مرجع All3DP به یکی از مخترعان فرآیند چاپ فلزی، آقایWilhelm Meiners مراجعه کرد. کمی بیش از 20 سال پیش، ماینرز و همکارانش؛ کورت ویسنباخ و آندرس گاسر، این فناوری را حین کار در موسسه Fraunhofer، بزرگترین سازمان تحقیقات علمی کاربردی آلمان، توسعه دادند و به ثبت رساندند (اولین الگوی LPBF در انستیتو ILT فرانهوفر آلمان و در سال 1995 طراحی شد). این تکنولوژی در دهه اول قرن بیست و یکم، توسط کمپانی F&S با همکاری MCP HEK GmbH (که بعدها بنام SLM Solutions GmbH تغییر برند داد) توسعه بیشتری پیدا کرد.
wileyindustrynews.com/en/news/25-years-metallic-3d-laser-printing
به گفته ماینرز، نام رسمی این فناوری، همجوشی بستر پودر لیزری یا LPBF است. او میگوید: «شکی نیست که هر کمپانی در طول این چند سال، طیف مواد بهبود یافتهتری را برای این تکنیک توسعه داده ولی تنوع نامهای فرآیند LPBF بیشتر به دلایل تاریخی است؛ در سالهای اولیه، هر تامینکننده ماشین، نام خود را برای همان فرآیند ایجاد و آنرا تا به امروز حفظ کرده است. همه اصطلاحات دیگر به سادگی نامهای تجاری فناوری استاندارد شدهای بنام «همجوشی لیزر بر بستر پودر» هستند. مثلا در اوایل تجاری شدن روشDirect Metal Laser Sintering :DMLS هر دو کمپانی صاحب امتیاز DMLS و SLM اجسام را بر اساس تابش لیزر روی بستر پودر میساختند اما اصلیترین تفاوت بین DMLS و SLM آن بود که اولی قطعات را با چند آلیاژ فلزی (ترکیبی) میساخت و دومی معمولا از یک تک عنصر مانند تیتانیوم استفاده می کرد.
EOS، سازنده آلمانی، اصطلاح «همجوشی (پخت) لیزری مستقیم فلز : direct metal laser sintering» را ابداع کرد و هنوز هم از آن استفاده میکند؛ شاید این عبارت کمی اشتباه باشد زیرا پودر فلز ذوب شده و زینتر نشده است، اما ممکن است بخاطر ترجمه بین زبانی تغییر کرده باشد. SLM، اصطلاح محبوبتر، در واقع یک علامت تجاری است که توسط برند SLM Solutions نگهداری می شود. از سوی دیگر، Concept Laser فرآیند خود را laser cusing نامید، اما زمانیکه GE Additive شرکت را در سال 2016 تصاحب کرد، نام را به ذوب لیزر مستقیم فلزات (DMLM:direct metal laser melting) تغییر داد. برند Trumpf دوست دارد از اصطلاح laser metal fusion : همجوشی فلز لیزری استفاده کند درحالیکه کمپانی 3DSystems از عنوان direct metal printing : چاپ مستقیم فلز استفاده میکند.
اگرچه ما در این مطلب از محبوبترین اصطلاح، ذوب لیزری انتخابی (SLM) هم استفاده خواهیم کرد، اما در اکثر بخشهای این مقاله، با نام رسمی استفاده شده توسط آقای ویلیام ماینرز (مخترع این فناوری) و سازمان استاندارد آمریکا (ASTM) یعنی همان عنوان (LPBF) همجوشی بستر پودر لیزری، پیش خواهیم رفت.






پرینت سه بعدی فلزی LPBF یا SLM یا DMLS چگونه کار می کند؟
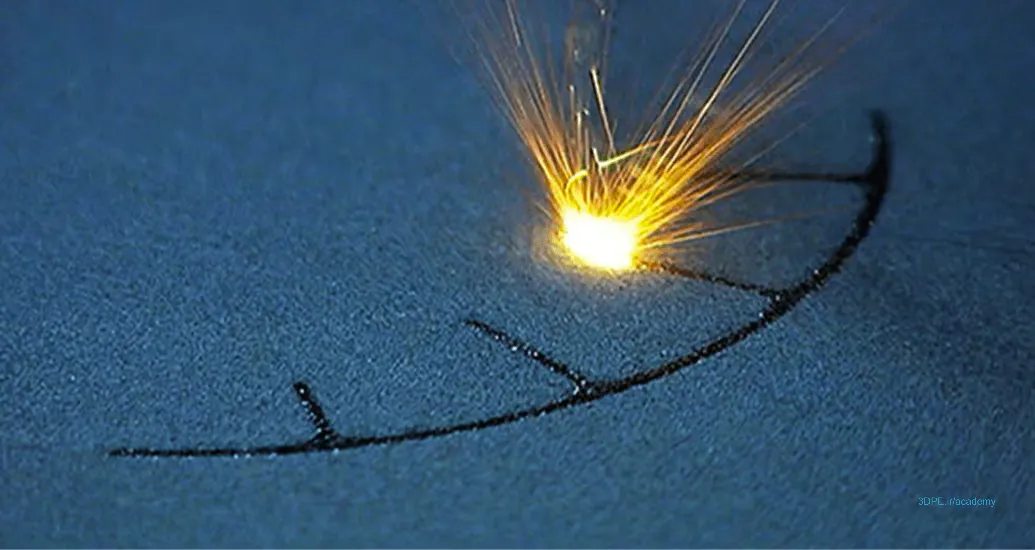
چاپگرهای سه بعدی LPBF از لیزرهای پرقدرت برای ذوب انتخابی پودر فلز استفاده می کنند. قطعات ذوب شده بصورت لایه به لایه بصورت مولکولی با هم ذوب می شوند تا زمانی که مدل همگن کامل شود.
در فرآیند چند آلیاژی DMLS معمولا از دو فلز با نقطه ذوب متفاوت استفاده می شود و با گرمای لیزر، فلز با نقطه مذاب پایینتر ذوب شده و مانند عامل تثبیتکننده برای پودر فلز مقاومتر عمل می کند. پس در تکنیکهای LPBF اپراتور چاپگر میتواند از مواد فلزی “خالص” استفاده کند یا ترکیب آلیاژها بکار برود.
رایجترین متریالهای فلزی برای فرآیند LPBF

دهها نوع پودر آلیاژ برای پرینت SLM (DMLS) قابل استفاده هستند ولی مهمترین آنها عبارتند از:
- پودر فلزات ترکیبی (چند آلیاژی)
- پودر آلومینیوم
- پودر کبالت کروم
- پودر مس
- پودر فلز برنج
- پودر نیکل (اینکونل)
- پودر فولاد ضد زنگ: SS17-4 یا Alloy 17-4-PH-Stainless Steel
- پودر فولاد ضد زنگ: SS15-5 یا Alloy 15-5-PH STAINLESS STEEL – AMS 5659
- پودر فولاد ابزاری
- پودر تیتانیوم Ti6Al4V : titanium 90%-aluminium 6%-vanadium 4%
- Hastelloy X Alloy : nickel-chromium-iron-molybdenum یا UNS-N06002(W86002)
- پودر فلزات گرانبها (طلا، نقره …)
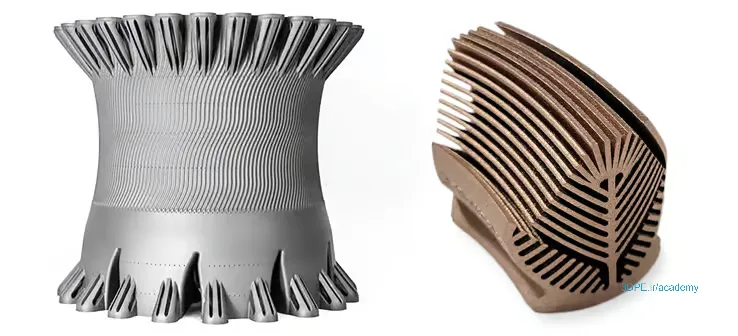
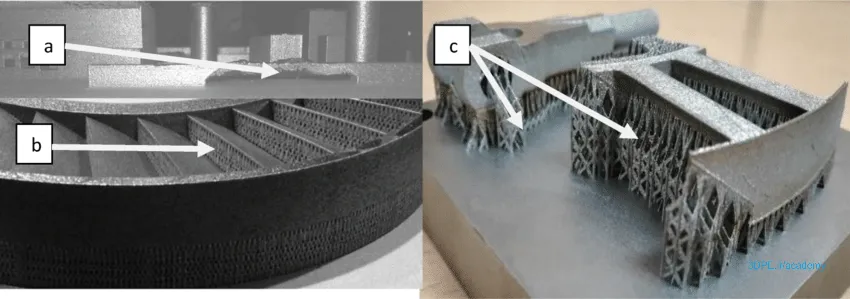
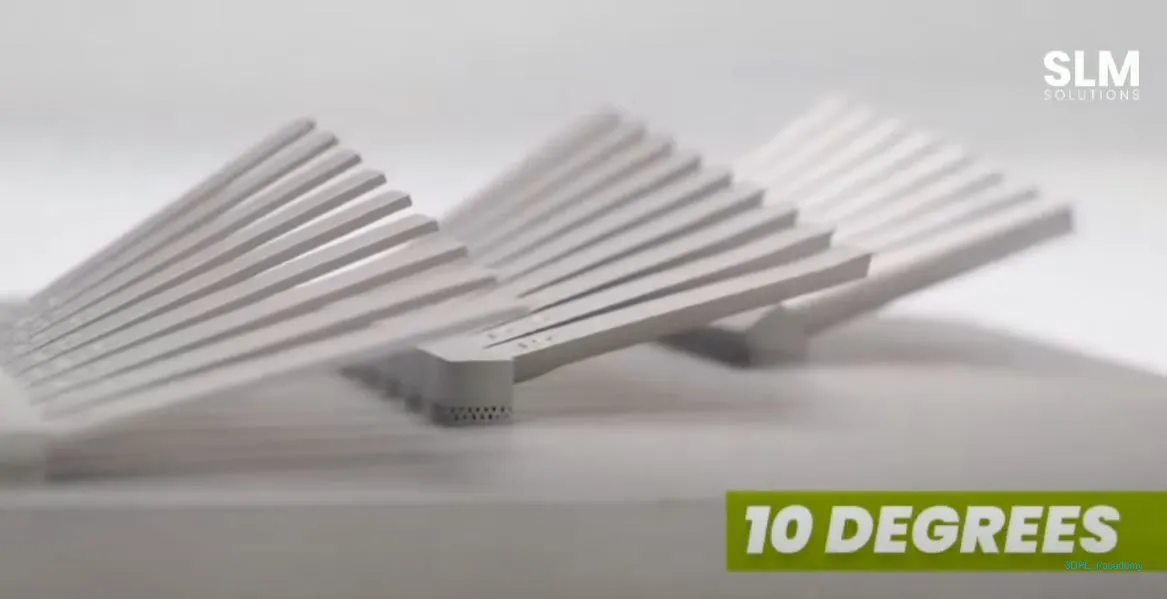
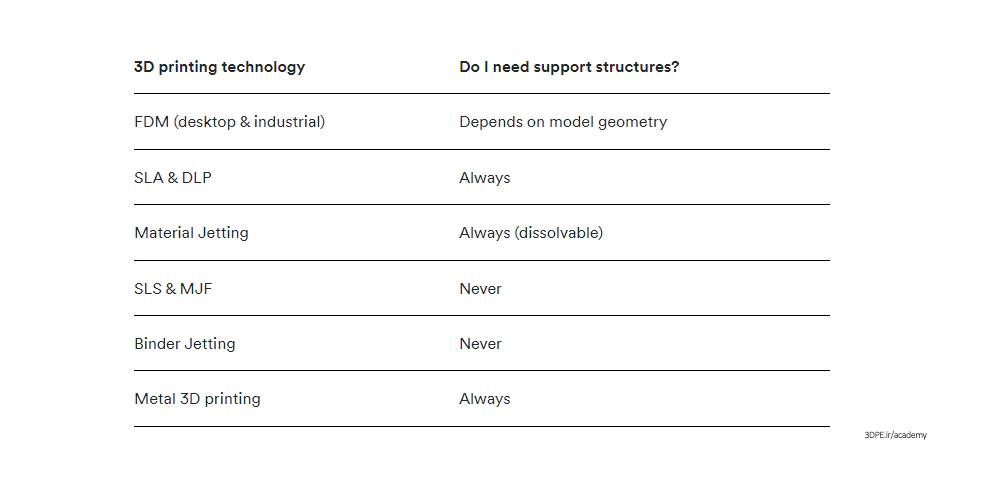
LPBF مانند جوش لیزر انتخابی SLS است (یعنی مشابه چاپ لیزری پودر پلیمرهاست) و از منظر تئوریک باید بدون نیاز به ساختار تکیهگاهی (پشتیبانی یا ساپورت) باشد چون پودر بسته بندی شده روی بستر چاپ از مدل در طول فرآیند حمایت میکند؛ با این حال، به دلیل شیب حرارتی بسیار بالاتر فلز (نسبت به پودر پلیمر) بین قسمت مذاب و پودر اطراف، تنشها میتوانند باعث تاب خوردگی و اعوجاج شود. بنابراین اغلب به حد کمی سازههای تکیهگاهی برای دفع گرما از مناطق بحرانی و تثبیت قطعه بطور ایمن روی صفحه ساخت نیاز دارید. یک قانون کلی آنست که برآمدگیها یا سازههای توخالی با زاویه بین 10 تا 45 درجه باید با ساختارهای موقت پشتیبانی (تکیهگاه) مدیریت شوند.
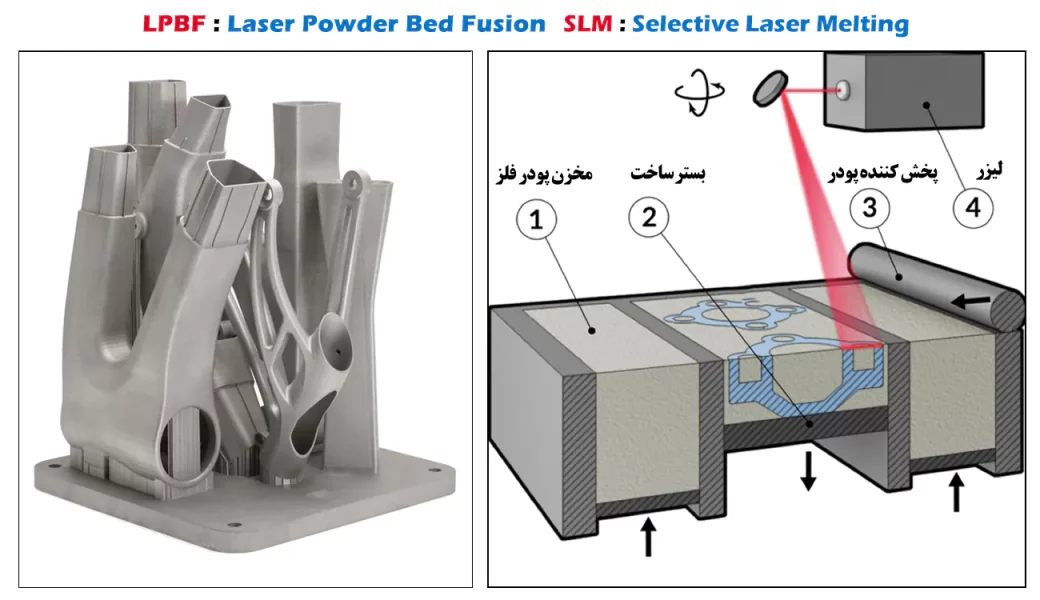
مراحل فرآیند SLM / LPBF
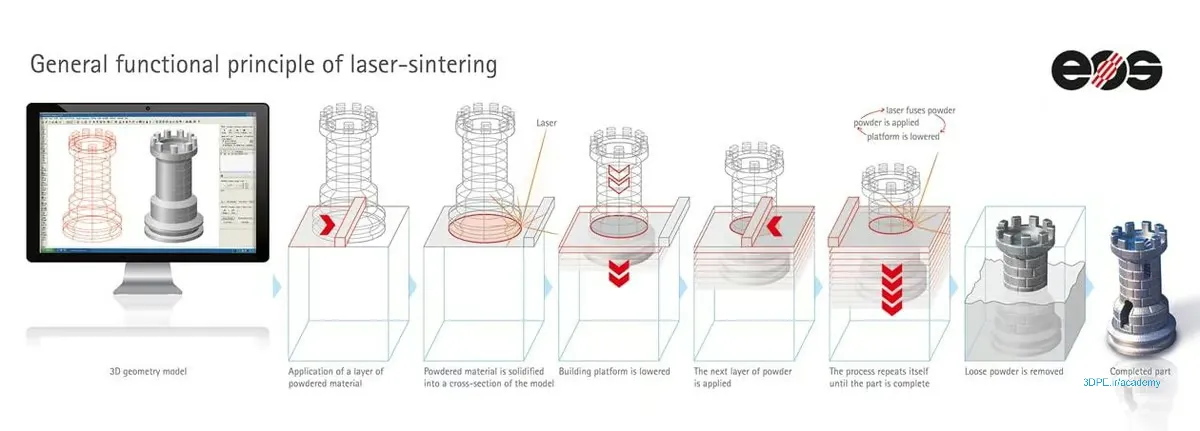
فرض کنید مدل سه بعدی در نرم افزار واسط چاپگر به هزاران لایه تصویر افقی برش خورده و هر لایه تصویر هم معرف یک بخش از هندسه قطعه است.
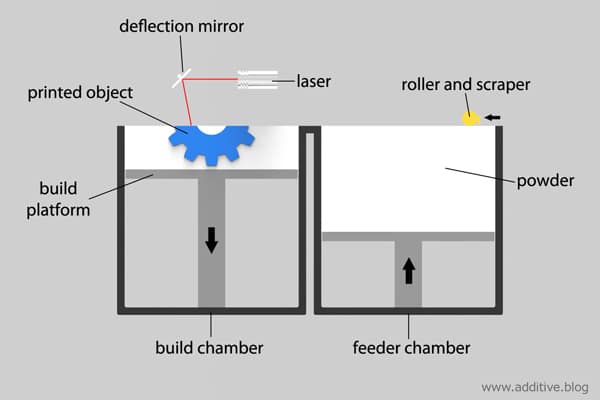
چاپگر LPBF پودر مواد اولیه فلزی را در خود جای میدهد. سپس پودر را به داخل محفظهای محصور از گاز بی اثر فشار می دهد: یعنی یک تیغه روکشدار یا غلتک، لایه نازک پودر را در سطح زیرلایه و صفحه بستر پخش می کند.
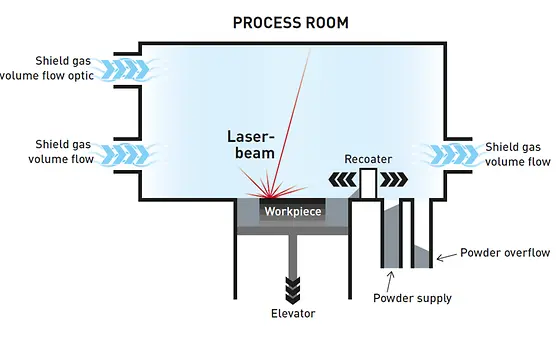
اکنون محفظه ساخت با گاز بی اثر نیتروژن یا آرگون کاملا اشباع شده است.
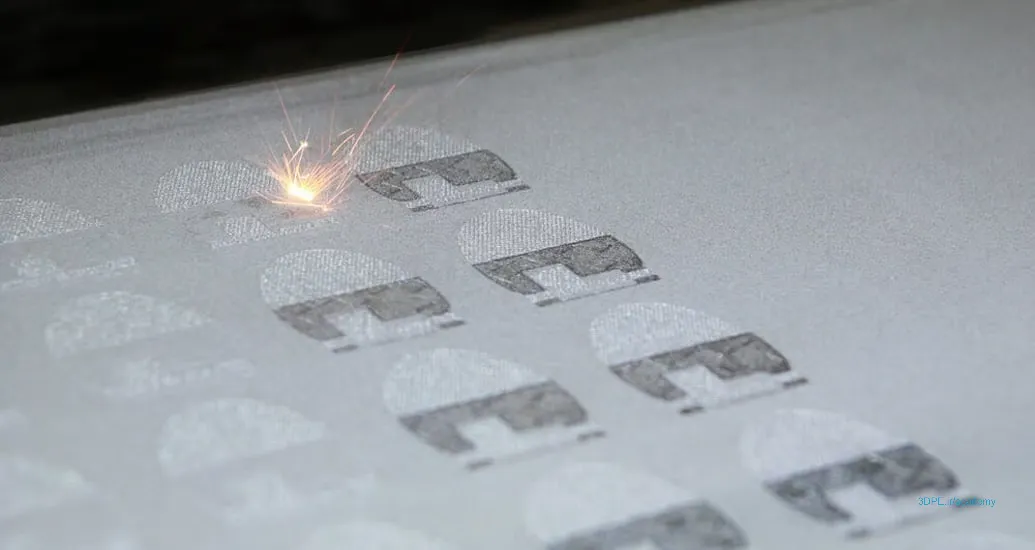
در مرحله بعد، لیزر پرقدرت با تابش و ذوب انتخابی مواد پودر شده، یک برش دو بعدی از قطعه را جوش میدهد (تکمیل یک لایه تصویر برش خورده از مدل سه بعدی). سپس صفحه ساخت به اندازه یک لایه کوچک دیگر پایین می آید و پوشش دهنده، لایه دیگری از پودر تازه را در سراسر سطح پخش می کند. چاپگر این مراحل را تا زمانیکه کل قطعه فیزیکی تمام شده را داشته باشید (یعنی تکمیل کل لایه تصویرهای مدل سه بعدی)، تکرار می کند.
برخی از چاپگرهای بستر پودر فلز دارای پوششهای دو طرفه هستند که میتوانند پودر را روی تخت فشار دهند و در هر دو طرف حرکت کنند و فرآیند پوشش را تا 40 درصد افزایش دهند. راه دیگری که تولید کنندگان LPBF چاپ را سریعتر می کنند، استفاده از لیزرهای قویتر یا چندین لیزر همزمان است.
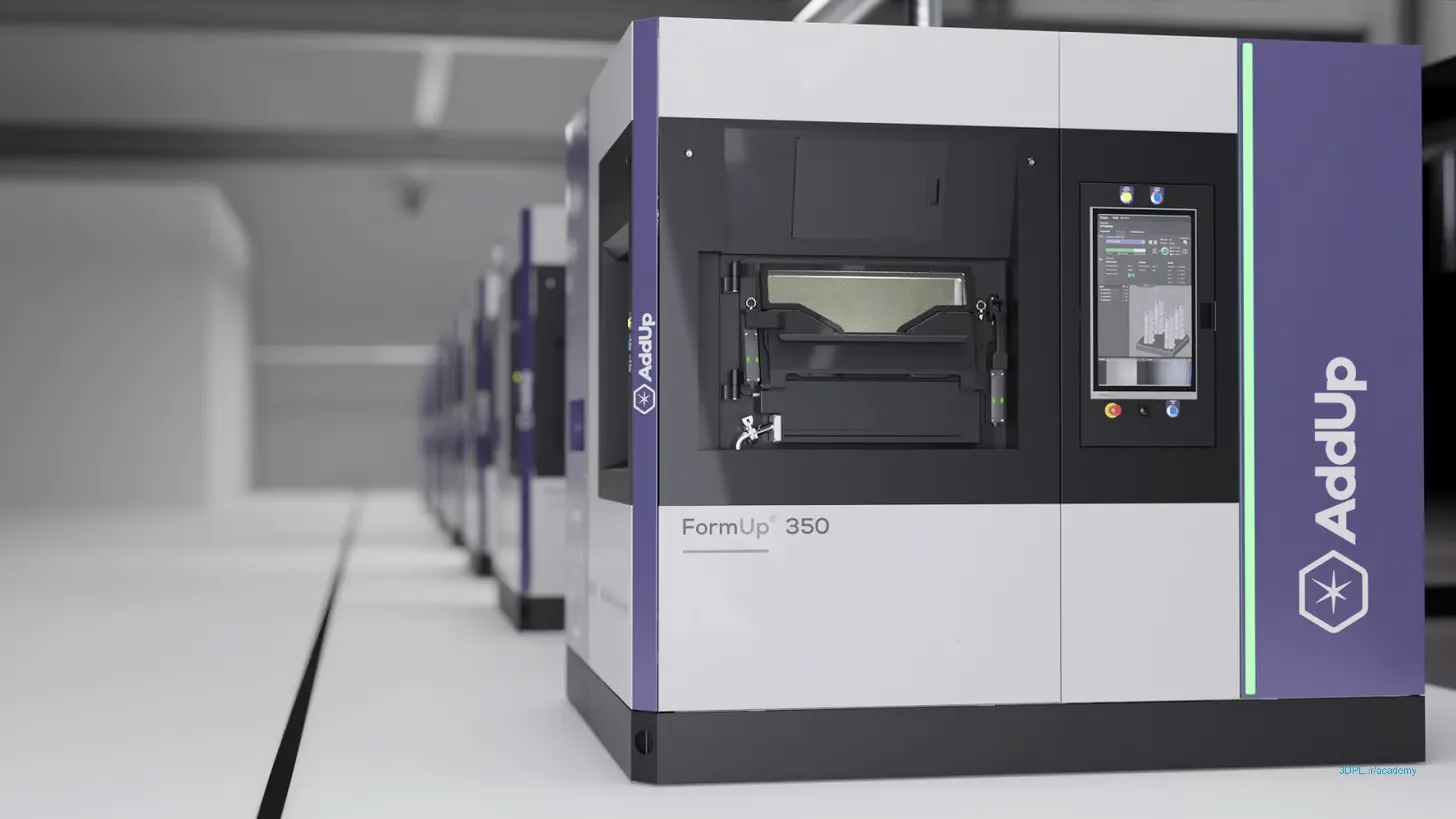
یک چاپگر کوچک و فشرده LPBF ممکن است یک لیزر 30 واتی داشته باشد. همانطور که ماشینها بزرگتر میشوند، میتوانند شروع به ترکیب لیزرهای قویتر یا چندین لیزر در یک آرایه کنند. بعنوان مثال، AddUp FormUp 350 دارای چهار لیزر 500 واتی است، درحالیکه SLM Solutions NXG XII 600 در مجموع از 12 لیزر استفاده میکند که هر کدام 1000 وات توان دارند!
افزایش قدرت یا تعداد لیزرها به این معنی است که چاپگر می تواند پودر فلز را بطور موثرتری ذوب کند و مستقیماً منجر به نرخ ساخت سریعتر و افزایش توان عملیاتی و معمولاً برچسب قیمت بالاتر می شود. بعنوان مثال، SLM Solutions ادعا میکند که محصول NXG XII 600 میتواند 20 برابر سریعتر از سیستمهای تک لیزری و سرعت ساخت تا 1000 سانتیمتر مکعب در ساعت را ارائه دهد.
بسته به هدف کاری شما، هنگام در نظر گرفتن یک چاپگر سه بعدی LPBF، به سطح قدرت لیزر، قطر پرتو لیزر، سرعت اسکن، ضخامت لایه احتمالی (از 20 تا 120 میکرومتر)، استراتژی اسکن، نگاه کنید. همچنین استراتژی خنکسازی و سایر ویژگیهایی که برندهای مختلف و مدلهای مختلف درون برندها را متمایز میکند.

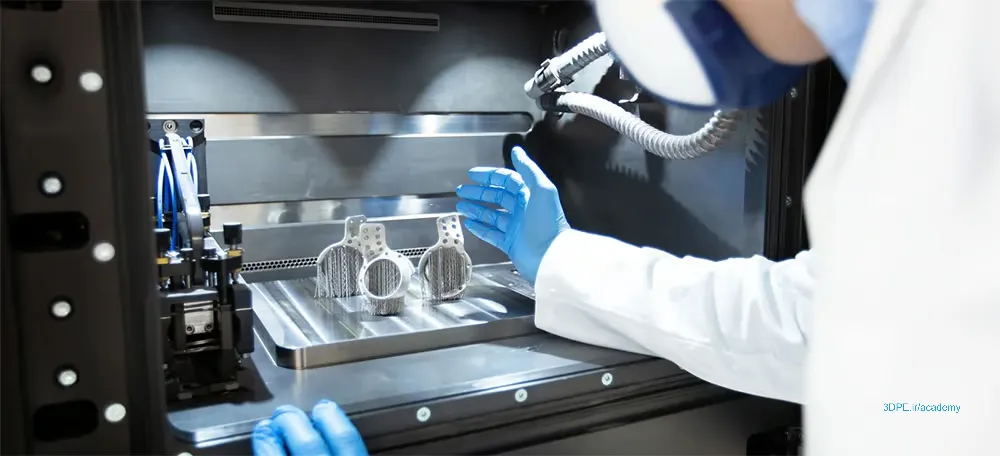
فرآیند چاپ LPBF در یک فضای کنترل شده در داخل دستگاه اتفاق می افتد، بدین معنی که گاز بی اثر (نیتروژن یا آرگون) محفظه ساخت را پر می کند.
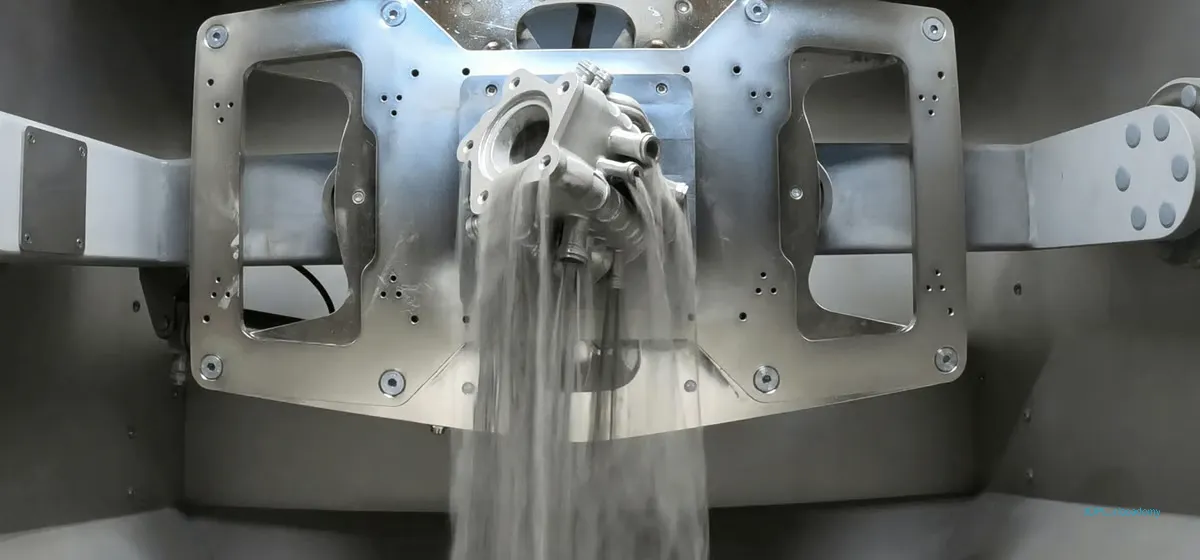
هنگامی که قطعه ساخته شد، پس از خنک شدن می توان آنرا از دستگاه خارج کرد. قطعات بزرگ ممکن است مدت نسبتا زیادی طول بکشد تا خنک شوند، قبل از اینکه امکان جابجایی وجود داشته باشد. پودر فلزی که ذوب نشده، جمع آوری شده و برای پروژههای LPBF بعدی مورد استفاده قرار می گیرد. قطعات چاپ شده در ابتدا به صفحه ساخت متصل هستند که معمولاً با برش، فرز، ماشین کاری یا با فرسایش سیم از آن جدا می شوند.
اگر قطعه به بافت تکیهگاهی نیاز داشت، در مرحله بعد باید آنها را نیز حذف کنید. متاسفانه از آنجاییکه چاپگرهای LPBF از مواد ساپورتینگ متمایز استفاده نمی کنند، میتواند یک فرآیند دشوار و زمان بر باشد.
سطح قطعات پرینت فلزی slm کمی زمخت است و بسته به نیاز شما، ممکن است برای دستیابی به یک نتیجه صاف و براق نیاز به پس پردازش (ماشینکاری) داشته باشد (همچنین برای دستیابی به تلورانسهای سختتر و تکمیل ویژگیها، سطوح و سوراخها).
مبانی فرآیند چاپ سه بعدی متریال پودر فلز SLM (LPBF)
Selective Laser Melting یا ذوب انتخابی لیزر، یک روش تولید لایه افزایشی (Additive Manufacturing) است که بصورت اختصاصی، برای چاپ آلیاژهای فلزی توسعه یافته است. در روش SLM از لیزر برای ذوب کامل پودر فلز استفاده می شود تا قطعه ای همگن تولید شود (باعث می شود که قطعه تولیدی دارای یک نقطه ذوب مشخص باشد).
برخلاف SLS (تکنیک لیزری متریال پودر پلیمر)، در فرآیندهای SLM استفاده از ساختارهای ساپورت لازم است تا از احتمال بروز هرگونه اشکال جلوگیری شود (با وجود این واقعیت تئوریک که پودرهای فلزی اطراف جسم، بصورت فیزیکی نقش ساپورت را نیز بازی می کنند).
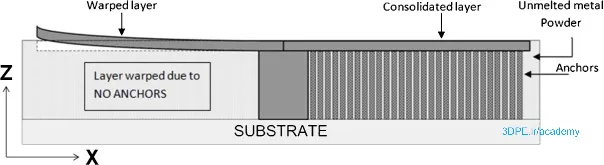
به دلیل وجود درجه حرارت بالا، اجسامی که به روش DMLS / SLM / LPBF تولید می شوند، در خطر پیچش و انحراف فشار لایههای پرینت قرار دارند. به همین سبب، معمولا پس از پایان چاپ و درحالیکه قطعات روی بستر چاپ قرار دارند آنها را با حرارت پرداخت میکنند تا هرگونه فشار احتمالی پس از پرینت از روی آنها برداشته شود.
LPBF در مقابل تولید سنتی
LPBF مانند هر تکنولوژی دارای نقاط قوت و ضعف است؛ مزایا و معایب تولید یک قطعه از طریق LPBF عبارتند از:

مزایا SLM:
فرآیند SLM یک تکنیک صنعتی برای شرکتهایی است که می خواهند قطعات فلزی خود را بمنظور نمونه سازی با کیفیت بالا، شخصا تولید کنند، بسیار پرسود و مناسب است. با این روش می توان طراحهای پیچیده و جزئیات بالا را نیز تولید کرد که با توجه به محدودیتهای فرآیندهای قدیمی امکان پذیر نبوند. برای مثال، SLM می تواند اجزا چندگانه (مانند چفت و بست یا پایه ها) را ادغام کند و یک جسم واحد بسازد. این کار باعث کمتر شدن هزینه و زمان برای مونتاژ می شود. همچنین با SLM می توان اجسامی با دیواره نازک و هندسه داخلی پیچیده ساخت، به این معنی که امکان تولید طراحی های سبک وزن نیز وجود دارد. سفارشی سازی و سرعت در تحویل نیز از مزایای دیگر این تکنولوژی محسوب می شوند.
- امکان استفاده از طیف وسیعی فلزات موجود
- توانایی تحقق اشکال پیچیده یا ساختارهای داخلی، گاهی بدون تکیه گاه
- امکان پرینت قطعات کاملا توپر و مستحکم
- جایگزین ایدهآل سریسازی کم تعداد قطعات فلزی بجای روشهای زمانبر سنتی
- کاهش زمان کل تحویل قطعات، بدلیل عدم نیاز به ابزارسازی جانبی
- یکپارچهسازی قطعات، به اپراتورها اجازه می دهد تا قطعات چند جزئی را بصورت یکجا ایجاد کنند
- کاهش ضایعات، به دلیل تولید لایه افزایشی و امکان بازیافت پودر
- امکان کاهش زمان انبارداری موجودی ثابت به دلیل تولید سریع بر حسب تقاضا

محدودیتهای SLM:
همانطور که در بالا گفتیم، در روش SLM معمولا از ساپورت (تکیهگاه) نه تنها برای تقویت بخشها و زاویهها استفاده می شود بلکه برای ایجاد چسبندگی بیشتر به بستر نیز بکار گرفته می شوند. بافت تکیهگاه از همان مواد پرینت قطعه خواهد بود، پس کندن این بافت میتواند کمی دشوار و زمان بر باشد و باید با حوصله زیادی انجام شود. هنگامی که قطعات slm را در دست می گیرید، متوجه می شوید که قطعات خام ناهموار هستند و بسته به برنامه ای که می خواهید از آنها استفاده کنید، به عملیات پردازش ثانویه نیاز دارند؛ با دستگاههای پرداخت و پولیش مختلف مانند فرزکاری، فرآیند حرارتی یا تراشکاری (بمنظور دستیابی به بهترین عملکرد). ساختار نگهدارنده اضافی پس از خنک شدن با دست یا ماشینکاری حذف میشوند.
- بدون سطح تجاری خُرد برای ورود؛ تا زمان نگارش این مطلب قیمت پرینترهای LPBF مطرح دنیا دهها هزار دلارست (البته معدود دستگاههای ساخت ایران قیمت معقولتری دارند).
- الزام فضای کارگاهی بزرگ و کاملا صنعتی با شرایط برق، گاز و ایمنی بالا (خطرات مسمومیت و انفجار)
- همه شرکتها نمی توانند با چاپگر سه بعدی SLM کار کنند؛ برای اطمینان از کیفیت قطعات پرینتی و تداوم ثبات ماشین SLM، به نیروی کاملا ماهر و آموزش دیده نیاز دارید.
- هزینه سنگین سالیانه نگهداری و پشتیبانی مشتریان تحمیلی از طرف سازندگان دستگاهها
- هزینه هر قطعه فلزی می تواند در مقایسه با روشهای تولید سنتی بالاتر باشد.
- قطعات به پس پردازش (فرایند ماشینکاری) زمانبر نیاز دارند، مانند پودر زدایی، برداشتن بافت تکیهگاهی و سنگ زنی سطح
- اندازه در حال حاضر محدود به یک متر است (معمولا در محور Z “ ارتفاع“ – پهنا و عرض “X و Y ” کمتر میباشد).
- لیزر به انرژی زیادی نیاز دارد.
پرینت سه بعدی LBPF بهتر است یا روش ریخته گری فلزات؟
یکی از رایجترین سؤالات در مورد چاپ سه بعدی فلزی آنست که چگونه استحکام و دوام قطعات LPBF با روشهای سنتی فلزکاری مقایسه میشود؟
نیک استوک، مدیر محصول در AddUp، سازنده فرانسوی چاپگرهای سه بعدی فلزی، توضیح می دهد که LPBF می تواند قطعاتی با خواص مکانیکی تقریبا مشابه ریختهگری سنتی تولید کند. با این حال، او می افزاید، برخی از ملاحظات وجود دارد:
“تولید سنتی کاهشی است و با یک ماده پایه با خواص مکانیکی شناخته شده از طریق فرآیندهای بسیار کنترل شده و بالغ شروع می شود. ولی در هر فرآیند تولید لایه افزودنی، از جمله LPBF، مواد بطور همزمان با قطعه ساخته می شوند. این فرآیند اساساً متفاوت است و بنابراین معادل نیست.
دونالد گادفری، مدیر توسعه تجارت جهانی برای هوانوردی کمپانی SLM Solutions با این موضوع موافق است. او همچنین توضیح میدهد فرآیند SLM (LPBF) قطعاتی ایجاد می کند که ریزساختارهای کوچکتری نسبت به اجزای فلزی ریختهگری دارند و به آنها خواص کششی بالاتری میدهد، اما قطعات ریخته گری در حال حاضر هنوز قویتر هستند.
بطور معمول، فناوری LPBF برای جایگزینی اجزای ریختگی استفاده میشود. حتی در موارد منحصربفرد، اجزای چاپ شده می توانند جایگزین آهنگری شوند.
وقتی از آقای ماینرز پرسیدیم که آیا چاپهای حاصل از فرآیند LPBF معادل فرآیندهای تولید سنتی است؛ گفت، بستگی دارد:
“خواص قطعات LPBF میتواند به قطعات تولید شده سنتی برسد یا حتی از آن فراتر رود، اما این به شرایط مختلفی مانند مواد فلزی (فولاد، آلومینیوم، تیتانیوم و غیره)، قدرت وات لیزر، هندسه قطعه، مرحله دوم ماشینکاری (عملیات حرارتی، پرس ایزواستاتیک داغ و غیره) بستگی دارد.” در تقابل با فرآیند تولید سنتی (ریختهگری، آهنگری و غیره) و ویژگی قطعه خاص (استحکام در بار استاتیک، خستگی چرخه بالا، کوره حرارتی و غیره).
ماینرز می گوید در پایان، هیچ پاسخ کلی وجود ندارد. “در اکثر موارد، قطعات LPBF دارای خواص یکسانی هستند، اما نه بعنوان یک استاندارد عمومی.”

چه کسی امروز از LPBF استفاده میکند؟
امروزه از LPBF تقریباً در همان صنایعی استفاده می شود که در تولید فلزات سنتی رایج است از جمله صنایع هوافضا، خودروسازی، پزشکی، انرژی و ماشین آلات خاص. با تکنیکهای تولید SLM / DMLS / LPBF میتوان قطعات فلزی مفیدی تولید کرد که کاملا کاربردی هستند و بسرعت ساخته میشوند درحالیکه روشهای دیگر قادر به انجام آن نیستند.
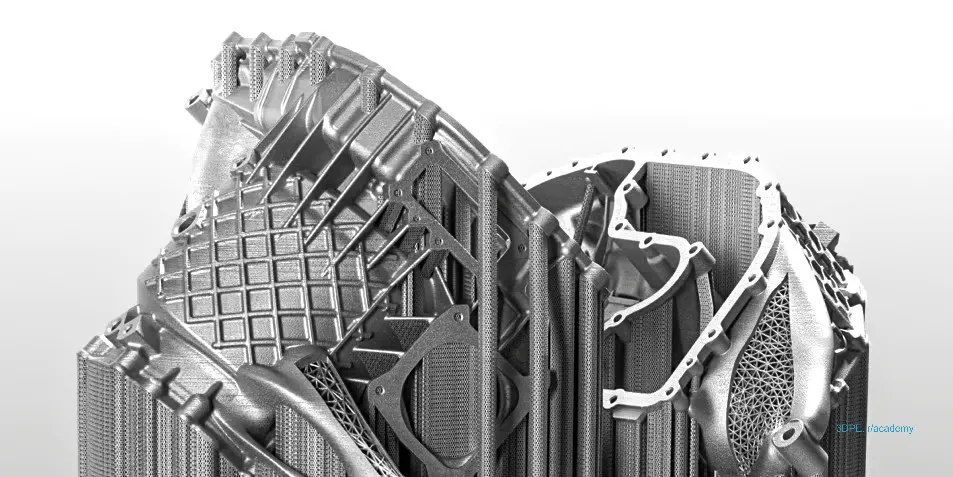
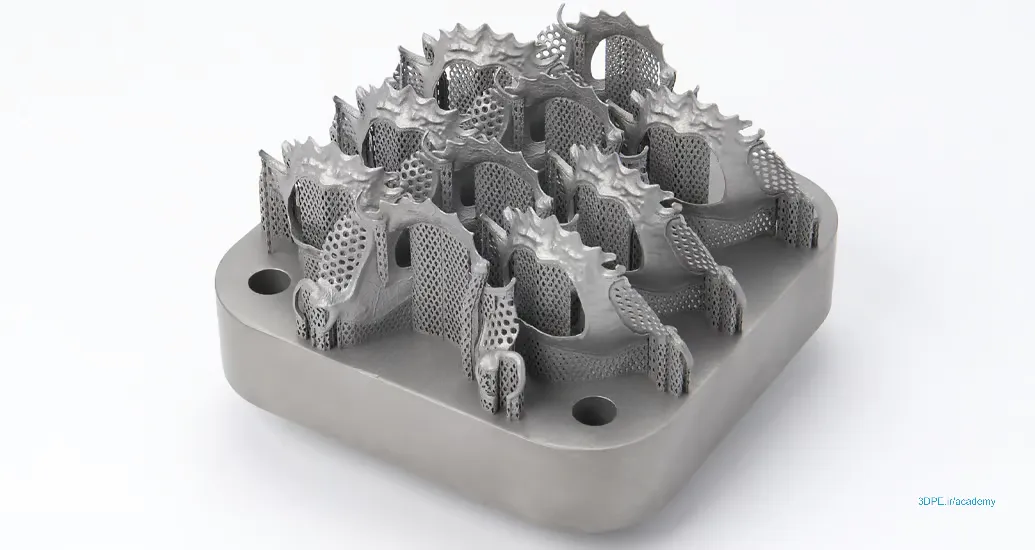
آنچه همه این صنایع را بهم متصل می کند نیاز آنها به تولید قطعات فلزی کارآمدتر و با عملکرد بهتر، سریعتر و هزینه کمتر است. اگرچه LPBF بطور گسترده برای تولید سریعتر و ارزانتر قطعات یدکی و جایگزین استفاده می شود، اما نقطه قوت آن در تولید اشکال پیچیده و پیشرفتهای نوآورانه طراحی محصولست که با هیچ روش ساخت فلز دیگری امکانپذیر نیست. با LPBF، اجزای چند تکه را میتوان همزمان بر روی یک بستر چاپ کرد؛ محصولات می توانند ساختارهای شبکه ای داخلی داشته باشند تا وزن کمتری داشته یا کانالهای داخلی پیچیده ای داشته باشند که در ماشینکاری سنتی غیرممکن است.

پرینت سه بعدی فلزی «ال پی بی اف»، بطور کلی، نیاز به نگهداری اقلام ثابت، مشکل حمل و نقل قطعات از فواصل دور را برطرف میکند؛ بعلاوه از این جهت که از مواد خام کمتری استفاده میکند، فرایندی پایدارتر است.
آلومینیوم، تیتانیوم، فولاد و دیگر آلیاژهای فلزی که در LPBF استفاده میشوند، در مقابل فشار و حرارت مقاومت بالایی داشته و به همین دلیل درخواستهای بسیاری در زمینه های مهندسی مکانیک و مهندسی شیمی برای این تکنولوژی وجود دارد. وزن کمتر، عملکرد بهتر، کاهش هزینه و کارایی سادهتر نتایجی هستند که به لطف وجود تکنولوژی همجوشی لیزری بستر پودر فلز بدست آمده اند.
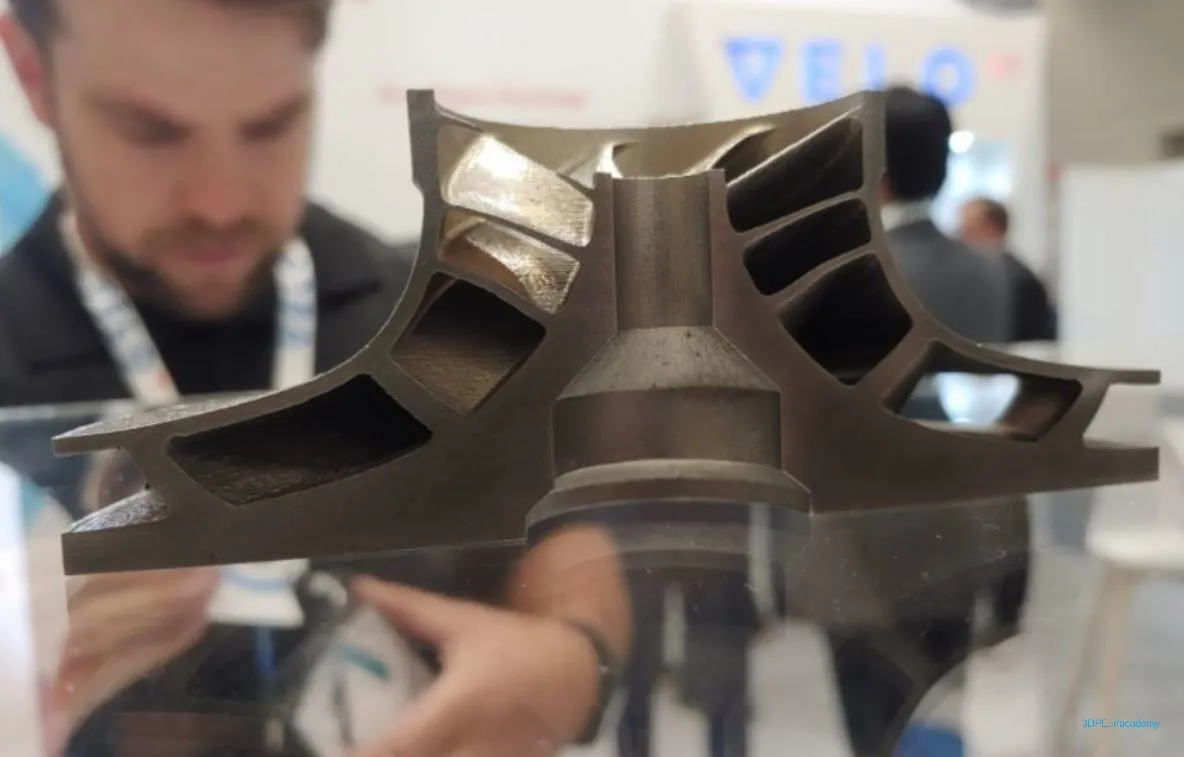
هوافضا و صنایع نظامی مهمترین حوزهای هستند که از این تکنولوژی بهرهمند میشوند و به همین خاطر کشور ایران در تکنولوژی چاپ فلزی تحریم بین المللی است. خوشبختانه شرکتهای بومی داخل کشورمان، شروع به ساخت دستگاههای «اس ال ام» کردهاند. قطعات SLM در ابزارسازی، تجهیزات، بخشهای موتوری مانند روتور و پروانه، کانالهای خنک کننده و غیره استفاده میشوند. صنایع اتوماتیک، بخشهای تحقیقاتی، مهندسی پزشکی و دندانسازی نیز از استفاده کنندگان معمول این تکنولوژی محسوب میگردند.
با پیشرفت و دستیابی به روشهای جدید تولید فلزی، SLM در زمینههای ذکر شده تقویت شده است و در حوزههای بیشتری نیز وارد خواهد شد.
بیایید عملا نگاهی به چند نمونه واقعی از کاربرد قطعات فلزی پرینت سه بعدی LPBF بیاندازیم.

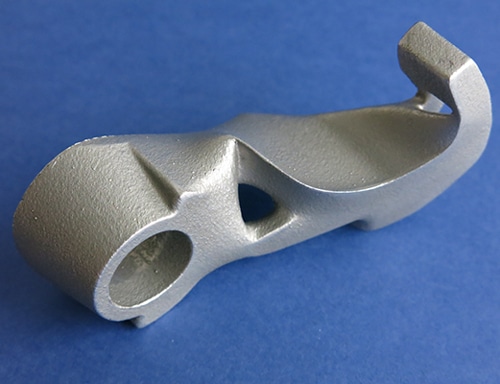
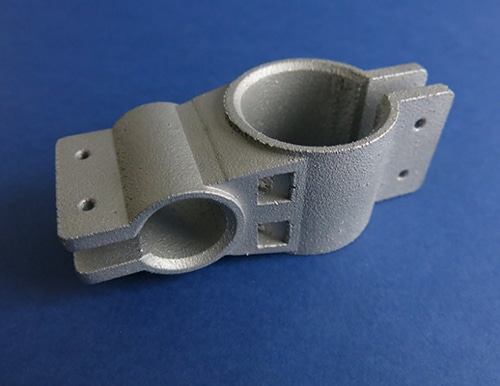
صنعت هوافضا: ساخت شاسی فرود
Safran Landing Systems و SLM Solutions بمنظور بهبود بخشی از سازه پایه فرود جت شخصی، با یکدیگر کار کردند. به گفته SLM Solutions، اجزای شاسی فرود با ابعاد 455-295-805 میلیمتر، اولین قطعه یکپارچه LPBF در اندازه خود در دنیاست. از آنجاییکه این قطعه بخشی از سیستمی است که بارها را از چرخ به ساختار هواپیما منتقل میکند، از فلز تیتانیوم ساخته شد. انتخاب این فلز به قطعه خواص مکانیکی قوی داده درحالیکه بدون پوشش اضافی همچنان مقاوم در برابر خوردگی است. این قطعه فلزی با استفاده از دستگاه چهار لیزر SLM 800 چاپ شد. نه تنها این قطعه مقدار 15 درصد سبکتر از یک قطعه آهنگری سنتی است، بلکه این فناوری زمان تولید را نیز کاهش داد.
«تولید افزودنی با ارائه سریع قطعات برای آزمایشات فرآیند تحقیق و توسعه، بصرفه جویی در زمان انجام مراحل صلاحیت و گواهینامه کمک میکند. Gerhard Bierleutgeb، مسئول EVP خدمات و راه حل های جهانی در SLM Solutions می گوید: ما توانستیم قطعات اتصالات اصلی صنایع را تنها در چند روز در مقابل چند ماه فرآیند سنتی آهنگری تولید کنیم.
صنعت خودرو: ابزارسازی
LPBF می تواند در بسیاری از موارد جایگزین روشهای سنتی تولید شود، در عین حال که می تواند ترکیبی هم کار کند. امروزه روشهای تولید سنتی چندان بمنظور ایجاد بخشهای ابزاری قطعات ماشین با فرمدهی گرم مورد استفاده قرار نمیگیرد، به همین دلیل است که آئودی آنها را بطور کامل با روشهای چاپ سه بعدی فلزی جایگزین کرده است.
ماتیاس هرکر، مدیر پروژه مرکز پرینت سه بعدی فلزی آئودی، میگوید: «زمانیکه روشهای تولید مرسوم به انتهای حد مجاز خود میرسند، ما از تولید افزودنی استفاده میکنیم که به ما امکان میدهد استانداردهای کیفیت را رعایت کنیم و با زمانهای تولید سنتی مطابقت داشته باشیم.»
آئودی از چاپگر EOS M400 برای تولید قطعات داغ و درج ابزار ریخته گری فشار بالا استفاده می کند. طول هر قطعه می تواند تا 400 میلیمتر و وزن آن تا 120 کیلوگرم باشد.
چاپ LPBF به آئودی این امکان را می دهد که کانالهای خنک کننده بهینه شده با توپولوژی پیچیده ایجاد کند که مطابق با نیازهای اجزای خاص تنظیم شده اند. در نتیجه، این سازنده خودروهای ممتاز توانسته زمان چرخه را کوتاه کند و خنککننده یکنواختتری داشته باشد که کیفیت قطعات حاصل از آنرا بهبود میبخشد.
مهندسی پزشکی: ایمپلنت تیتانیوم
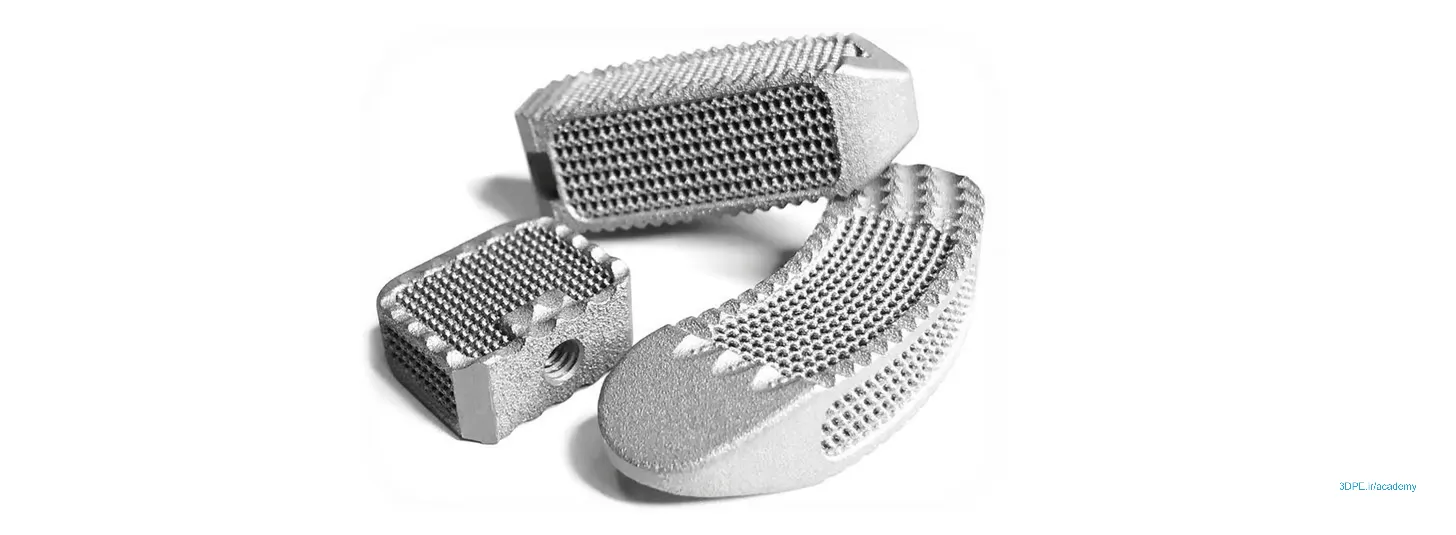
گجتهای فیوژن بین بدنی کمر (قاب حامل ستون فقرات) بطور گسترده برای درمان بیمارانی که از مشکلات کمر رنج میبرند، مانند بیماری «degenerative disc» استفاده میشود.
GE Additive یک قطعه ساخته شده از پودر تیتانیوم LPBF تولید میکند. این شرکت میگوید این ایمپلنت ستون فقرات جدید مزایای زیادی نسبت به نسخههای ماشینکاری شده دارند. به دلیل آزادی طراحی بیشتر در تولید افزودنی، ایمپلنت ستون فقرات را میتوان با پنجرههای بزرگتر و ساختارهای مشبک سبکتر ایجاد کرد که نه تنها هزینههای ساخت را کاهش می دهد، بلکه ایمپلنت را موثرتر میکند زیرا پزشکان می توانند پیوند استخوان اضافی را در قفس کاشت کنند. همچنین میتوان ساختارهای متخلخل سفارشیسازیشدهای ایجاد کرد که شبیه استخوان انسان باشد که باعث تقویت بیشتر استخوان میگردد.
ایمپلنت ستون فقرات جدید به هیچ پوششی نیاز ندارد که خطر لایه برداری را کاملاً از بین می برد. آنها همچنین از تیتانیوم ساخته شدهاند که زیست سازگار است و مهاجرت قفسی و تخریب استخوان را کاهش می دهد.

انرژی اتمی: بلوک توزیع بخار
Orano، یک شرکت چرخه سوخت هستهای چندملیتی فرانسوی، با زمانهای طولانی تولید و هزینههای بالای قطعات یدکی منسوخ دست و پنجه نرم میکرد. در اوایل سال 2021، این شرکت با AddUp همکاری کرد تا امکان سنجی فنی و اقتصادی LPBF را برای عملیات خود ارزیابی کند.
با استفاده از چاپگر FormUp 350، تیم مشترک Orano و AddUp چندین کپی از یک پل انتقال مواد و یک بلوک توزیع بخار ایجاد کردند (از طریق روشهای سنتی زمانبری طولانی و ریسکپذیری بالایی دارد). خوشبختانه قطعات، مقیاس طراحی و مشخصات مکانیکی یکسانی با یدک اصلی داشتند. به لطف استفاده از پودر فولاد ضد زنگ ریز، قطعات پرینتی دقت هندسی و سطح بالایی بویژه در کانالهای داخلی خود پیدا کردهاند. علاوه بر این، Orano با هزینه تنها سه قطعه ماشینکاری سنتی، توانست 16 قطعه را ارزانتر پرینت کند.
نتیجه غیرمنتظره است: طراحی مشابه نمونه اصلی، دارای هندسههای پیچیده، ویژگیهای مکانیکی یکسان و مهمتر از همه، کاهش 50 درصدی هزینههای تولید در مقایسه با ریختهگری سنتی. به لطف تولید افزودنی فلز، Orano اکنون دارای یک زنجیره تامین اضافی، چابک، قابل اعتماد و اقتصادی برای قطعات یدکی است.
قطعات فلزی خود را بسازید: خدمات پرینت فلز توسط سازندگان قراردادی
اگر آمادگی خرید دستگاه LPBF خود را ندارید، سرویسهای خدمات آنلاین برای ساخت قطعات فلزی شما وجود دارد. بطور کلی، در دو نوع مختلف: شرکتهای خدماتی مستقل چاپ سه بعدی و تولید کنندگان چاپگرهای سه بعدی که خدمات قطعات جانبی هم ارائه میدهند.
لیست شرکتهای خدمات پرینت سه بعدی فلزی LPBF برتر دنیا
CRAFTCLOUD
Craftcloud ذاتا یک سرویس چاپ فلزی نیست. در عوض، یک بازار معرفی خدمات چاپ است که به شما امکان میدهد قطعه خود را آپلود کنید؛ قیمتها و اطلاعات ارائهدهندگان مختلف را برای یافتن سازنده قیمت مناسب مقایسه کنید.
Craftcloud با شرکای خود در سراسر جهان، قیمتدهی را در زمان واقعی بر اساس مدلها و مکان آپلود شما ارائه میدهد. میتوانید از فلزات رایج مانند آلومینیوم، تیتانیوم و فولاد شروع کنید. بسته به متریالی که انتخاب میکنید، قادرید یک روش پرداخت خاص را نیز درخواست کنید.
تمامی برندهای بینالمللی زیر مطابق با محدودیت مقررات تجارت بین المللی سلاح (ITAR :The International Traffic in Arms Regulations) عمل میکنند. برای دریافت خدمات از شرکتهای ایرانی، باید در اینترنت جستجو نمایید.
- https://craftcloud3d.com : Global
- https://i.materialise.com/en : Global
- https://fit.technology/index_en.php : US, Europe, Japan
- com/en/our-businesses/gkn-additive
- https://www.oerlikon.com/am/en: Europe, US, China
- https://www.protiq.com/en : Global
- https://www.protolabs.com : Global
- https://www.sculpteo.com/en : Global
- https://quickparts.com : Global
- https://www.xa-blt.com/en : Global
- sandvik/en
- com/burloak-technologies
- com/en/stratasysdirect/technologies/3d-printing
- com/process-material/metal-additive
تولیدکنندگان پرینترهای فلزی SLM، از جمله 3D Systems، GE Additive و EOS، خدمات فلزی را بصورت جزئی ارائه میدهند. این برندها ایدهآل هستند زیرا کار مستقیم با یک سازنده خوشنام چاپگر LPBF به شما این فرصت را می دهد تا در صورت تمایل به خرید، قابلیتهای دستگاههای آنها را ارزیابی کنید. اگر قصد خرید پرینتر سه بعدی فلزی برای کار خود دارید، ممکن است ارزش آنرا داشته باشد که برخی از قطعات درخواستی را از یک سازنده برای ارزیابی دستگاه سفارش دهید – بخصوص اگر قبلاً چاپگر خاصی را در ذهن دارید.
سازنده چاپگر از نکات و محدودیتهای فناوری خود تا ریزترین جزئیات آگاه است و می تواند انتخاب درست تکنولوژی، مواد و طراحی قطعات را برایتان آسانتر کند.
همچنین ممکن است قبلاً یک چاپگر از یکی از این شرکتها داشته باشید، اما دستگاه شما آنقدر شلوغ است که نمیتواند با افزایش ناگهانی گردش کار هماهنگ شود یا میخواهید قطعهای را با استفاده از همان مارک چاپگر ولی در مکانی خارج از کارگاهتان پرینت سه بعدی کنید. سفارش خدمات چاپ بر اساس تقاضا از سازنده مورد اعتمادتان، گزینه خوبی برای تولید بصرفه قطعات بیشتر است و شما دقیقاً می دانید که چه نوع کیفیت قطعهای را دریافت خواهید کرد. به همه این دلایل، خدمات چاپ فلزی را که توسط تولیدکنندگان چاپگرها ارائه می شود، همیشه در نظر بگیرید.
GE ADDITIVE
خدمات چاپ افزودنی جنرال الکتریک از دو فناوری چاپ فلزی EBM و DMLM (نام دیگر LPBF) استفاده می کند که بیشتر آنها از طریق ادغام شرکتی و تملک حقوقی فناوری بدست آمدهاند. آنها همچنین مواد اختصاصی، خدمات مشاوره، آموزش ارائه میدهند و روی صنایع پزشکی، خودروسازی، نظامی، دندانپزشکی و هوافضا تمرکز دارند. اگرچه خدمات آنها بصورت آنلاین در دسترس نیست ولی طیف کاملی از خدمات را از طریق مرکز خدمات حضوری خود در پیتسبورگ به مشتریان ایالات متحده ارائه می دهند. این شرکت همچنین خدمات محدودی را در اروپا ارائه می دهد.
EOS
اگرچه EOS آلمان مستقیماً قطعات فلزی شما را پرینت سه بعدی نمیکند، اما فهرست مفیدی از تولیدکنندگان افزودنی با دستگاههای EOS دارند که در سرتاسر جهان، از جمله چندین مورد در آفریقا، منطقهای کمخدمت، قرارداد منقعد میکند.

ADDUP
شرکت ادآپ، پرینتر سه بعدی فلزی OEM و تولید کننده قطعات صنایع پزشکی، خودرو، انرژی، هوافضا، ابزارآلات و صنایع دفاعی هم هست. آنها طراحی و بهینه سازی قطعات را برای فناوریهای AM، خدمات مشاوره و آموزش، تولید اثبات مفهوم، تولید قطعه سریالی و ماشینکاری پس از آن را انجام میدهند. بعلاوه گواهی ISO 9001 و ISO 14001 ارائه می دهند. با کارگاههای تولید در اروپا، ایالات متحده و آسیا، AddUp به تازگی یک مرکز جدید به مساحت 20000 فوت مربع در سینسیناتی، اوهایو افتتاح کرده است.

شرکت One Click Metal MPrint
oneclickmetal.com/boldseries-technical-specifications


شرکت 3D Systems DMP Flex 100
3dsystems.com/3d-printers/metal

Trumpf TruPrint 1000
trumpf.com/en_US/products/machines-systems/additive-production-systems

ماشین EOS M100
eos.info/en/industrial-3d-printer/metal

چاپگر سه بعدی فلزی M100 سیستم سطح ابتدایی برند EOS برای چاپ فلز است. دستگاه M100 با فناوری LPBF که این شرکت آنرا جوش لیزری مستقیم فلز (DMLS) مینامد، مجهز به لیزر فیبر 200 واتی برای ذوب و پیوند پودرهای ریز فلزیست. نقطه لیزر کوچک وضوح خوبی را ممکن می کند و آنرا برای قطعات فلزی پیچیده هندسی ایده آل مینماید.
شرکت اعلام کرده M100 برای کاهش زمان پس از پردازش و تمیز کردن بهینه گشته و به نوبه خود امکان تولید سریع قطعات را فراهم می کند. همچنین دارای طراحی داخلی مدولار و سطل ذخیره پودر است که باید عملیات و نگهداری را آسان نماید. EOS دستگاه را بهویژه بسمت حوزه پزشکی سوق داده که مخصوصاً با مواد فلزی ایمن پزشکی تأیید شده EOS مناسب میباشد. این شرکت سازگاری چاپگر را برای تولید بریج و روکش دندان برجسته کرده است.

این سازنده بطور مداوم پودرهای فلزی جدیدی منتشر می کند (با آخرین مواد نیکل-کروم نیکل-آلیاژ IN939 که در فوریه 2021 راه اندازی شد). توجه داشته باشید که M100 با تعداد محدودی از مواد EOS سازگار است و ممکن است نتواند برخی از مواد بالاتر و پودرهای جدیدتر را پردازش کند.
اگر به دنبال چاپگر سه بعدی فلزی برای افزایش ظرفیت تولید هستید، EOS آنرا پوشش می دهد. این سازنده آلمانی سیستم صنعتی ارائه کرده که می توانند بطور انعطافپذیر در محیطهای تولیدی موجود با طیف وسیعی از اندازههای مختلف فضای ساخت، رتبههای قدرت لیزر و مقیاس پذیری ادغام شوند.
محصول SLM Solutions SLM 125
slm-solutions.com/products-and-solutions/machines

E-Plus 3D EP-M150
eplus3d.com/products/metal-3d-printer

GE Additive Laser Mlab R
ge.com/additive/additive-manufacturing/machines/dmlm-machines/mlab-family

Renishaw RenAM 500Q
renishaw.com/en/additive-manufacturing-products–17475

Kurtz Ersa Alpha 140
lm-innovations.com/en-gb/plants/alpha-140



DMG Mori LaserTec 12 SLM
en.dmgmori.com/products/machines/additive-manufacturing/powder-bed






تشکر از نوشتار در مورد تکنیک
slm.
مطمئنا در جهت گسترش تکنولوژی مفید می باشد. با اینحال خواهشمندم مطالب کامل و صحیح بیان شوند. بعنوان مثال به چندمورد از ایرادات اشاره می شود:
تکنیک
DMLS
هم ذوب فلز در آن رخ می دهد ولی چون معمولا از دو فلز با نقطه ذوب متفاوت استفاده می شود، فلز با نقطه ذوب پایین تر ذوب شده و مانند چسب عمل می کند.
مورد بعدی:
فناوری پرینت۳بعدی فلزی در داخل کشور تجاری شده (توسط شرکت نورا لایه نگار و چند شرکت دیگر) و قابل خرید هست. قیمت هم کمتر از نمونه های خارجی است.