فهرست مطلب
ToggleMaterial Jetting یک فرآیند پرینت سه بعدی است که در آن قطره های متریال به صورت انتخابی بر روی بستر چاپ دپوزیت و پرداخت می شوند. در این روش با استفاده از فتوپلیمر یا قطرات موم که در معرض نور قرار می گیرند، جسم به صورت لایه به لایه ساخته می شود.
ماهیت فرآیند Material Jetting به گونه ای است که می توان از چند متریال مختلف در پرینت یک جسم واحد استفاده کرد. یکی از موارد استفاده از این تکنیک، تولید ساختارهای ساپورت از مواد گوناگون برای کمک به مدل در حال چاپ است.
تقسیم بندی تکنولوژی material jet / DOD:
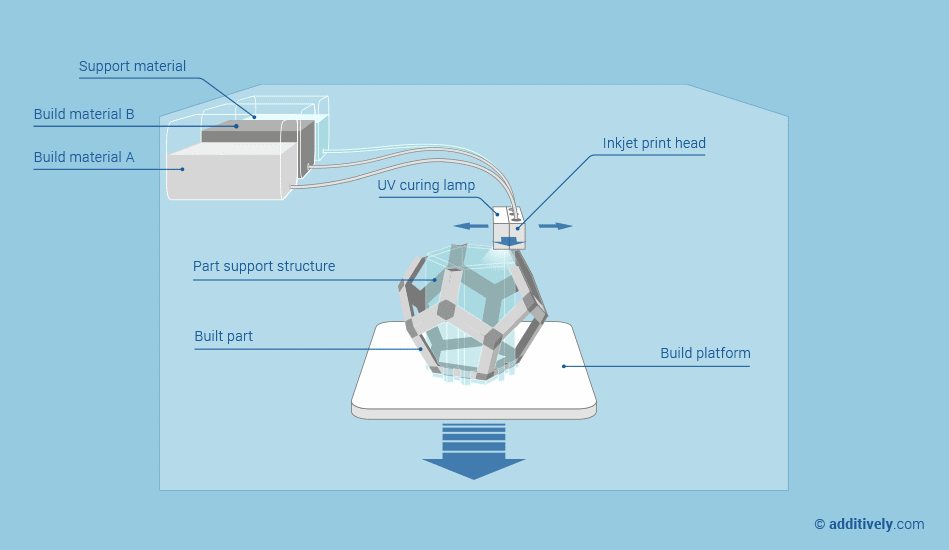
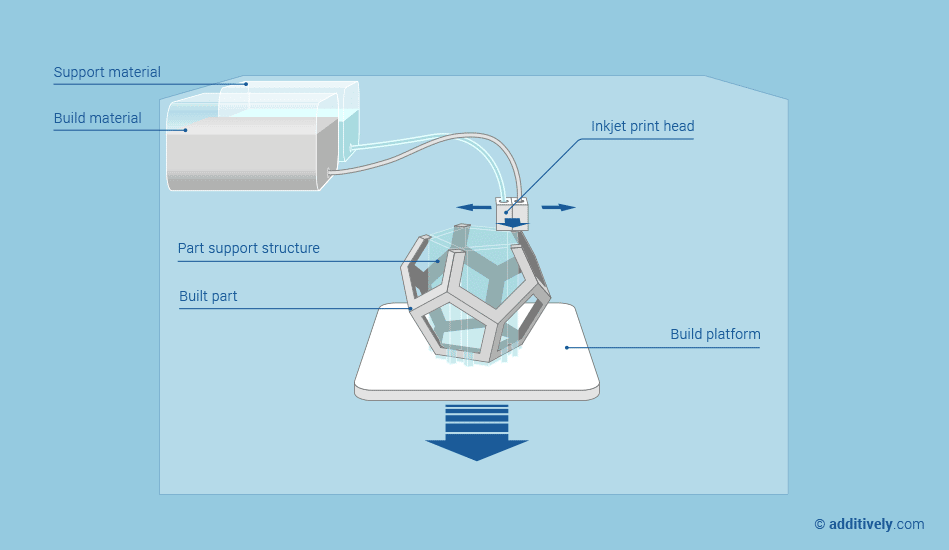
- Poly Jet (پلی جت): پرتاب چندگانه مواد فوتوپلیمری (رزین): شبیه به روش پرینترهای جوهرافشان کار می کند. بنام «فوتوپلیمر پلی جت ماتریکس» هم معروف است. در این روشب بجای مخزن رزین استریولیتوگرافی، چندین لایه فوتوپلیمر روی هم انباشته می شوند تا یک جسم جامد را بسازند. در واقع Print Head صدها قطره بسیار کوچک فتوپلیمر رزین را بیرون می دهد و سپس با استفاده از نور فرابنفش (UV) آنها را پرداخت کرده و استحکام می بخشد. پس از این که یک لایه انباشته و پرداخت شد، بستر چاپ به اندازه ضخامت یک لایه پایین می آید و همان فرآیند تکرار می شود تا زمانی که جسم سه بعدی ساخته شود.
- GDP (Gel Dispensing Printing) / (Gel Based Printing) GBP: چاپ ژل توزیع شده یا چاپ ساختار ژلی نیز ترکیب فناوری استریولیتوگرافی (فوتوپلیمریزاسیون رزین مایع) و هدنازل پرینتر جوهر افشان میباشد. در این روش بر خلاف تکنیک استریولیتوگرافی، مخزن کم حجم رزینی وجود نداشته و بجایش متریال رزین پرغلظتی (ژل مانند) از سر نازل روی بستر ساخت ریزش میکند و سریعا توسط لامپ UV LED حین لایه گذاری جامد میشود. این ویژگی امکان ساخت قطعات بسیار بزرگ را در کمترین زمان فراهم کرده است.
- SAF (Selective Absorption Fusion): ذوب جذبی انتخابی: پودر پلیمرهایی مثل PA11 (نایلون) – بنوعی از روشهای Power Bed Fusion محسوب میشود. ابداعی توسط کمپانی آمریکایی – اسرائیلی StrataSYS.
- NanoParticle Jetting (NPJ) (اسپری نانومتری): فناوری پرتاب مستقیم ذرات نانومتری که توسط کمپانی XJet مستقر در اسرائیل ثبت اختراع شده است. این روش از مایع حاوی نانوذرات فلز یا سرامیک استفاده میکند که بعنوان کارتریجهای بسیار کوچک (در تعداد هزاران عدد) در چاپگر قرار میگیرد و در لایههای بسیار نازک ریزی از قطرات (در حجم میلیونی) روی سینی ساخت پرتاب میشود. دمای بالا در داخل پوشش موقت مواد نانوساختمانی باعث می شود مایع تبخیر شود و قطعات ساخته شده از مصالح ساختمانی اصلی باقی بماند. این تکنیک برای فلزات و سرامیکها مناسب است.
- فناوری بایندرجت (BinderJet): میتواند بصورت تک رنگ یا رنگی قطعات را بسازد. در مطلبی با عنوان «پرینتر سه بعدی بایندر جت چیست» در مورد چاپ رنگی این پلتفرم شرح داده ایم. بطور خلاصه هر جفت از هدها، یکی متریال ساخت را که معمولا از مواد موم-شکل هستند، دپوزیت می کند؛ از دومی برای متریال محلول ساپورت استفاده می شود. این نوع پرینترهای DOD از یک الگوی پیش ساخته پیروی می کند تا مواد را در یک نقطه عطف دپوزیت کنند و سطح مقطع جسم را لایه به لایه بسازند.
استفاده های متداول متریال جتینگ / DOD:
تولید نمونه های تمام رنگی، نمونه سازی قالبی تزریقی، قالب هایی با تزریق کم، مدلهای پزشکی، قالبسازی شنی، پلیمری، فلزی
مزایای متریال جتینگ:
سطح نهایی عالی، تمام رنگی، قابلیت استفاده از متریال چندگانه (روش پلی جت)، سطح کمی زبر و شکنندگی (روش بایندرجت)
نقاط ضعف متریال جتینگ:
گرانقیمت است و در برخی روشها مثل پلی جت، مواد عمومی آن برای قطعات مکانیکی تحت تنش مناسب نیست و باید متریالهای مقاوم استفاده شوند که هزینه بیشتری دارند.
میانگین دقت ساخت ابعاد متریال جت:
±0.1 میلیمتر
کلیه تکنیکهای شرح داده شده در این مطلب، ساختاری صنعتی داشته و بجهت هزینه و نحوه کار، تنها برای شرکتها و کارگاههای فنی توجیه استفاده دارد. بدین جهت این پرینترها در رده دستگاههای رومیزی یا شخصی قرار نمی گیرند.
روش MJ با بقیه انواع تکنولوژی پرینت سه بعدی که در آنها دپوزیت، رسوب و پرداخت متریال با استفاده از نقطه عطف انجام می گیرد متفاوت است. بجای استفاده از یک نقطه برای دنبال کردن مسیری که سطح مقطع لایه را مشخص می کند، دستگاه های MJ دپوزیت متریال را به روشی خطی و بسیار سریع انجام می دهند.
مطلب مرتبط: تکنولوژی پرینتر سه بعدی SLM
مزیت دپوزیت خطی در این است که پرینتهای MJ می توانند اجسام چندگانه را در یک خط بسازند، بدون این که روی سرعت چاپ تاثیری داشته باشد. پس تا زمانی که مدلها به درستی تنظیم شده باشند و فضای بین لایه ها بهینه شده باشد، MJ می تواند اجسام را خیلی سریع تر از دیگر انواع پرینتر سه بعدی تولید کند.
بر اساس همین تکنیک، «کمپانی HP» فناوری اختصاصی توسعه یافتهتری بنام Multi Jet Fusion را در چاپگرهای سه بعدی خود تجاری کرده است.
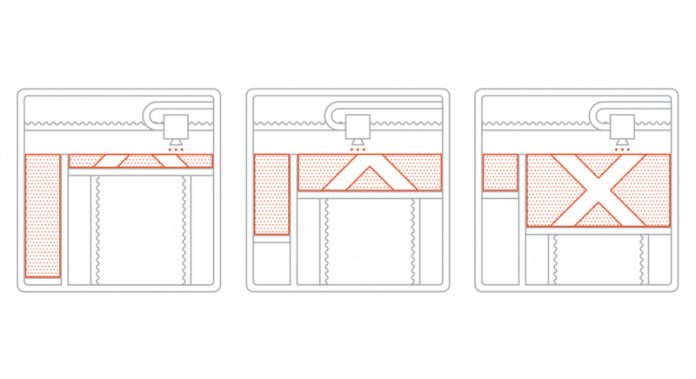
اجسامی که توسط MJ تولید می شوند نیاز به ساپورت دارند. ساپورتها به صورت همزمان در طول چاپ از مواد محلول ساخته می شوند و در مرحله پرداخت نهایی از جسم جدا خواهند شد. روش MJ تنها مدل از بین انواع تکنولوژی های پرینت سه بعدی است که می تواند اشیا را با متریال چند گانه و به صورت تمام رنگی تولید کند.
Drop on Demand : DOD
DOD شامل تکنیک های موسوم به بایندرجت BinderJet میشود.
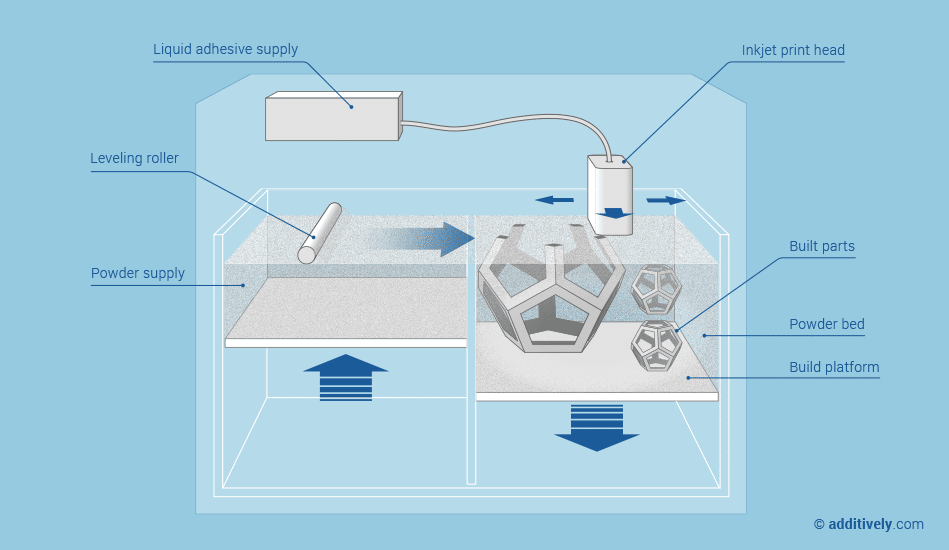
Drop on Demand یک نوع دیگر از تکنولوژی MJ است که از یک جفت هد جوهرافشان استفاده می کند؛ چاپگرهایی که بر اساس این پلتفرم کار میکنند موسوم به بایندرجت میباشند.
پرینترهای DOD همچنین از یک کاتر متحرک استفاده می کنند که بعد از ساخت هر لایه، با آن تماس سطحی پیدا می کند. با این کار از صاف بودن کامل سطوح پیش از شروع لایه بعدی اطمینان حاصل می شود. پرینتر های DOD معمولا در ساخت الگوهای مناسب برای ریخته گری با موم یا ریخته گری دقیق و دیگر موارد تولید قالبی کاربرد دارند.
در کل سه نوع تکنیک DOD وجود دارد:
بایندرجتینگ رنگی – بایندر جتینگ شنی – بایندرجتینگ فلزی
Sand Binder Jetting:
دستگاه های Sand Binder Jetting جزو انواع کم هزینه پرینت سه بعدی هستند که در آنها می توان اجسامی را با استفاده از موادی مانند ماسه و گچ تولید کرد.
اجسام و مدل های تمام رنگی را می توان با استفاده از مواد گچی یا پودر PMMA در ترکیب با یک ماده مایع متصل کننده تولید کرد. ابتدا Print Head مایع متصل کننده را بیرون می دهد و سپس رنگ را خارج می کند تا مدل های رنگی پرینت شوند.
زمانی که قطعات به صورت کامل پرداخت شد، از پودرهای اضافه، بدون چسنبدگی جدا و تمیز می شود. برای بیشتر کردن خواص مکانیکی، قطعات اغلب در معرض مواد غشایی (infiltrant material) قرار می گیرند.
تعداد بسیار زیادی از مواد غشایی موجود است که هر کدام به خواص متفاوتی منجر می شوند. روکش دار کردن نیز می تواند باعث بهبود و ماندگاری رنگ شود.
روش Binder Jetting همچنین برای تولید قالبها و هسته های شنی مناسب است. هسته ها و قالب ها عموما با شن و ماسه پرینت میشوند، اگرچه شن مصنوعی (سیلیکا) نیز می تواند برای کاربردهای خاص مورد استفاده قرار بگیرد.
پس از پایان فرآیند چاپ، قالب ها و هسته ها از روی بستر چاپ جدا و تمیز می شوند تا شن های نچسبیده از آنها ریخته شود. معمولا قالب ها فورا آماده استفاده برای ریخته گری هستند. پس از ریخته گری، قالب شکسته شده و شئ فلزی نهایی برداشته می شود.
بزرگترین مزیت چاپ قالب ها به وسیله Binder Jetting شنی، هندسه بزرگ و پیچیده ای است که این فرآیند با هزینه نسبتا پایین میتواند تولید کند. به علاوه، ادغام این فرآیند با روشهای ساخت کنونی و ریخته گری، به راحتی و بدون دردسر انجام می شود.

Metal Binder Jetting:
از تکنیک Binder Jetting همچنین می توان در ساخت اجسام فلزی استفاده کرد. در این روش پودر فلز با یک ماده متصل کننده پلیمر ترکیب می شود. تولید اجسام فلزی با استفاده از Binder Jetting این امکان را می دهد که بتوانیم هندسه های پیچیده ای را که فراتر از توانایی تکنیک های معمولی است تولید کنیم.
با این حال، اجسام کاربردی فلزی تنها می توانند با انجام فرآیند ثانویه مانند نفوذناپذیری (infiltration) یا مستحکم کردن (sintering) تولید شوند. عموما، هزینه و کیفیت نتیجه نهایی تعیین می کند که کدام فرآیند ثانویه برای آن قطعه خاص مناسب است. بدون این مراحل اضافه، قطعه فلزی که با Binder Jetting تولید شده است خواص مکانیکی ضعیفی دارد.
فرآیند ثانویه نفوذ ناپذیری (infiltration) به این صورت است: ذرات اولیه پودر فلز به وسیله یک عامل متصل کننده به شکل «Green State» ساخته می شوند. هنگامی که جسم کاملا پرداخت شد، پودر های نچسبیده را از آن جدا می کنند و آن را در کوره قرار می دهند تا ماده متصل کننده از بین برود. این کار باعث می شود جسم چگالی حدود 60 درصد بگیرد و حفره هایی در آن به وجود بیاید.
سپس، از برنز استفاده می شود تا به روش مویرگی در حفره ها نفوذ کند که در نتیجه چگالی حدود 90 درصد و قدرت استحکام بیشتر به دست می آید. با این وجود، اجسامی که به وسیله Binder Jetting تولید می شوند نسبت به قطعات فلزی که با فناوری Powder Bed Fusion که شامل تکنیک selective laser sintering میشود؛ ساخته شده اند، خواص مکانیکی کمتری دارند.
فرآیند ثانویه مستحکم کردن (sintering) زمانی اعمال می شود که قطعات فلزی بدون فرآیند نفوذ ناپذیری ساخته شده باشند. پس از پایان پرینت، جسم «Green State یا خام» در داخل یک محفظه فر پرداخت اولیه می شود. سپس، در یک کوره قویتر قرار داده می شود تا مستحکم شود و چگالی حدود 97 درصد به دست بیاورد. با این حال، انقباض غیر یکنواخت در برخی هندسه های خاص می تواند در طول مستحکم کردن مشکل ایجاد کند و باید در مرحله طراحی برای آن چاره ای اندیشید.
اگر هوس کرده اید که یک چاپگر سه بعدی متریال جت برای شرکت خود خرید کنید، باید بگوییم که میتوانید به شرکتهایی که خدمات دهنده پرینت یا سازنده این دستگاهها در کشور هستند، امید داشته باشید. با توجه به افزایش شدید ارز و مشکلات تحریم، هزینه واردسازی یک محصول خارجی تقریبا غیر ممکن است.
منبع:



