در این مطلب، انواع ساختارهای نگهدارنده یا Support در چاپ سه بعدی را برای هر تکنیک 3D Print بصورت جداگانه شرح داده و چگونگی تاثیر آن بر کیفیت و روند تصمیم گیری “طراحی – ساخت محصول” را بررسی میکنیم.
از آنجا که در فناوریهای متعدد چاپ سه بعدی، قطعات تدریجا بصورت لایه به لایه ساخته می شوند، یک لایه قبلی (زیرین) برای ساختن مورد نیاز است. بسته به فناوری 3D Print و پیچیدگی مدل سه بعدی ، این عامل مهم بدین معنی خواهد بود که چاپ سه بعدی به ساختارهای نگهدارنده یا Support نیاز دارد (برای این درک مفهوم، تیرکهای زیر طبقات ساختمانهای در حال ساخت را تصور کنید).
هنگام انتخاب و بررسی فناوریهای متنوع ساخت لایه افزایشی یا همان پرینت سه بعدی، مهم است که تاثیر ساختارهای پشتیبانی و چگونگی تأثیر آنها بر نتیجه نهایی را در نظر بگیریم. سازه های پشتیبانی در کاهش زیبایی بصری و دقت چاپ سطح قطعات تأثیر خواهند داشت زیرا برای از بین بردن آنها به پولیش نیاز داشته و در نتیجه ایجاد لکه یا زبری سطح قطعه محتمل خواهد بود.
پیشنهاد میشود برای درک بهتر مفهوم ساپورت و نحوه پیاده سازی نرم افزاری در تکنیک پرینت سه بعدی متریال ترموپلاستیک (فیلامنت)، «تنظیمات ساپورت در نرم افزار اسلایسر Simplify3D» را مطالعه کنید.
-
چاپ سه بعدی مدل سازی رسوبی ذوب شونده (FDM)

شامل ذوب یک رشته فیلامنت (ترموپلاستیک در قطر ۱٫۷۵ یا ۲٫۸۵ میلیمتر) در ساختاری است که اکسترودر نامیده میشود و در نهایت از سر نازل بیرون می آید. وقتی مواد اکسترود می شوند ، بتدریج خنک می شوند و یک سطح جامد را تشکیل می دهند که پایه و اساس لایه بعدی مواد را ایجاد می کند. این کار لایه به لایه تکرار می شود تا زمانی که شی کامل شود.
چه زمانی به ساختار Support در FDM نیاز است؟
در چاپ سه بعدی FDM ، هر لایه به عنوان مجموعه ای از رشته های گرم شده چاپ می شود که به لایه – سطح زیر و اطرافش می چسبد. هر لایه کمی از لایه قبلی خود جابجا می شود که اجازه می دهد تا یک مدل تا زوایای ۴۵ درجه بدون ساختار ساپورت ساخته شود و همچنین باعث میشود هر لایه چاپ فراتر از عرض لایه قبلی خود گسترش یابد.
ولی وقتی یک ویژگی با بیش از حد ۴۵ درجه چاپ می شود؟! چه اتفاقی می افتد؟ بله آویزان میشود و اینجاست که برای بالا نگه داشتن آن به مواد پشتیبانی در زیر آن احتیاج دارد (الزام وجود ساختار ساپورت).
یک استثنا در قانون ساپورت گذاری تکنیک چاپ FDM وجود دارد:
معمولا تاحدی میتوان ترموپلاستیک فیلامنت داغ را در حالتی که زیرش خالیست، می توان در فواصل خیلی کوتاه بین دو نقطه کشید که به آن پل یا bridge گفته می شود. پل زدن به شما اجازه چاپ بدون ساختار پشتیبان و کمترین افت را می دهد. اگر یک پل بیش از ۵ میلی متر طول دارد، برای حفظ دقت سطح پرینت، ساختار پشتیبان لازم است.
نکات منفی در مورد ساختار پشتیبان در پرینت سه بعدی FDM
- یکی از محدودیت های استفاده از ساپورت در چاپ متریال ترموپلاستیک این است که اغلب به پرداختکاری پس از پرینت نیاز دارید زیرا سطح قطعه در تماس با تکیه گاه ساپورت، اصطلاحا زخمی می شود و یکدستی آن با دیگر بخشهای قطعه نامتوازن خواهد بود.
- مسئله دیگر این است که لایه های چاپ شده بر روی تکیه گاه از استحکام کمتری خواهند داشت زیرا از لایه های کمتری ساخته میشوند.
- تعریف و حذف ساختارهای Support در مدلهای ظریف یا با ویژگی های پیچیده و کوچک نیز دشوار است.
- علاوه بر این ، پشتیبانی نیاز به مواد چاپی اضافی دارد و بنابراین هزینه های اضافی و افزایش زمان چاپ را متحمل میکند. این مواد ساختار پشتیبان همچنین نیاز به حذف دارند ، که ایجاد کار بیشتر برای سرویس دهنده های خدمات پرینت سه بعدی کرده و میتواند قیمت گذاری کل کار چاپ را نیز افزایش دهد.
نکته: موارد فوق، عواملی دائمی و قطعی نیستند و معمولا در اکثر هندسه های قطعه میتوان با ترفندهای نرم افزاری اسلایسر پرینتر این مشکلات را حل نمود. نکات منفی فوق تنها در شرایط خاص پیش می آیند.
چاپ سه بعدی FDM از دو نوع فرمت ساختاری Support استفاده می کند:

- نوع اول: آکاردئون تخت یا مشبک (ستونی) ، متداول ترین و مناسب ترین نسخه برای چاپهای FDM است.
- نوع دوم: ساختارپشتیبان “درخت مانند” Tree است و توسط برخی چاپگرهای جدیدتر و نرم افزارهای اسلایسر آپدیت شده ترجیح داده می شود (مثلا در آخرین نسخه های منتشر شده Cura). این روش ساپورت گذاری از محبوبیت کمتری برخوردار است، با این حال تماس کمتری با سطح چاپ دارد که می تواند منجر به اتمام سطح بهتر پس از پولیش شود.
مهارت در استفاده از نرم فزار اسلایسر چاپگر سه بعدی و تعیین صحیح پارامترهای «ساختار پشتیبان» بطوریکه کاملا مناسب قطعه شما باشد، تأثیر بالایی بر کیفیت پرینت نهایی خواهد گذاشت. همچنین نحوه قراگیری مدل سه بعدی در بستر ساخت مهمترین عامل تعیین کننده ایجاد ساختار ساپورت در آن مدل است؛ پس همیشه دقت کنید قطعه از کدام وجه روی بستر ساخت قرار گیرد تا کمترین میزان ساپورت گذاری ایجاد شود.
استفاده از نازل دوم و متریال مکمل انحلال پذیر برای ساختار پشتیبان در پرینت FDM
در چاپگرهای سه بعدی با دو هد چاپ (Dual Extruder: دو نازله)، می توان مواد پشتیبانی را با ماده قابل حل در آب چاپ کرد که براحتی از قطعه جدا و حل شوند (توازنی بین حفظ چسبندگی و نگه داشتن ساختار در حین پرینت و حذف آسان بدون آسیب رسانی به سطح قطعه)
مثلا ترکیب فیلامنت PLA برای چاپ قطعه و فیلامنت مکمل حل شونده PVA برای ساختار Support یا ترکیب فیلامنت ABS برای پرینت قطعه اصلی و فیلامنت HIPS برای بافت ساپورت؛
نکته: در بازار ایران با توجه به نوسانات شدید ارز، فیلامنتهای محلول مثل PVA راه حلی بسیار گرانقیمت خواهند بود.
-
پرینت سه بعدی استریولیتوگرافی : SLA – DL P – LCD

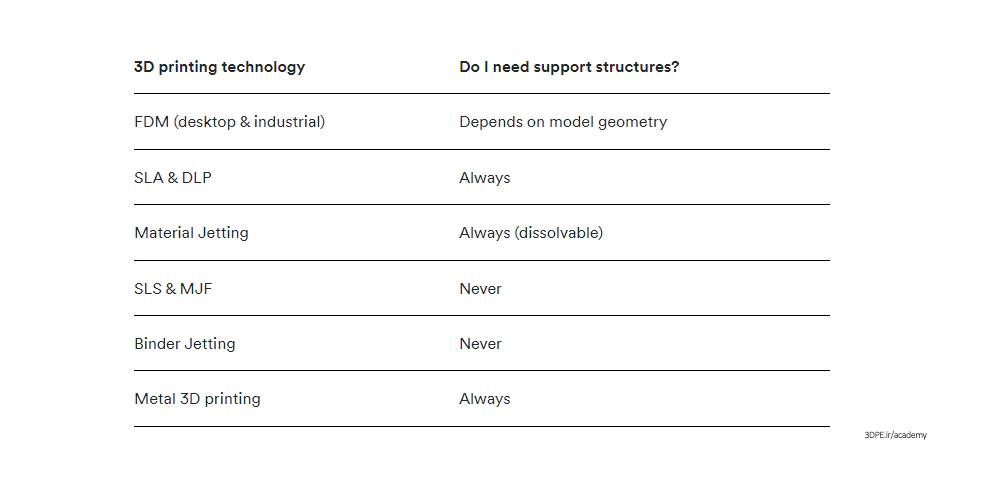
در این فناوری چاپ از متریال رزین و تابش منبع نوری برای ساخت تدریجی لایه ها و تکمیل قطعه استفاده میگردد. فرآیند ساپورت گذاری در این تکنیک بصورت درختی میباشد و وجود Support اغلب الزامیست.
چه زمانی به پشتیبانی در SLA و DLP نیاز است؟
در چاپ متریال رزین، برای اطمینان از اینکه قطعه به سکوی چاپ بچسبد و در داخل vat یا مخزن شناور نشود، تقریباً همیشه نیاز دارید که از ساختار ساپورت استفاده کنید.
ساختارهای پشتیبانی این چاپگرها مانند دنده های نازک به نظر می رسند (نوع درختی)؛ فقط نکات کوچکی در مدل در حال ساخت را لمسمی کنند تا در مصرف ماده گران رزین صرفه جویی شود و همچنین کمترین اثر روی قطعه باقی بماند (عمده کاربرد فناوری چاپ رزینی در ساخت قطعات کوچک با کیفیت بسیار بالاست، پس دقت پرینت در این تکنیک بسیار مهم است). تعداد پشتیبانهای لازمه ، محل قرارگیری آنها ، جایی که آنها مدل را لمس می کنند و ساختار هندسی توسط هوش مصنوعی نرم افزار اسلایسر رزینی محاسبه می شود؛ پس به هندسه ، جهت و وزن قطعه چاپ شده بستگی دارد.
SLA و DLP از دقیق ترین فناوری های چاپ سه بعدی هستند که قادر به چاپ کوچکترین و پیچیده ترین اشیا با جزئیات دقیق هستند. با پردازش مناسب پس از استخراج قطعه از مخزن، ساختار Support اثر ناچیزی روی قطعه نمیگذارد و در صورت لزوم با دستگاههای موسوم به wash یا پرداخت رزینی، قطعه بخوبی صیقلی خواهد شد.
حذف ساختار ساپورت از پرینت سه بعدی SLA و DLP و LCD

ابتدا از ایزوپروپیل الکل ( IPA) برای شستشوی رزین مایع باقیمانده روی قطعات تکمیل شده استفاده می شود. ساختارهای پشتیبانی را می توان با کمک انگشتان دست از سطح مدل شکسته و یا با استفاده از انبرک آن را انجام داد. نقاطی که تکیه گاه در تماس با جسم است، سمباده می زنند یا قطعه در دستگاه شستشوی رزین قرار میگیرد.
ملاحظات طراحی شده برای ساپورت گذاری در پرینت سه بعدی رزینی
جهت گیری مدل نقش مهمی در محل ساپورت گذاری برای چاپ SLA و DLP و LCD دارد. با تغییر جهت مجدد یک قطعه ، می توان میزان پشتیبانی (و بنابراین هزینه چاپ) را به شدت کاهش داد. اگر ظاهر و زیبایی سطح بر روی یک جز قطعه از اهمیت بالاتری برخوردار باشد ، جهت دهی قطعه باید به گونه ای باشد که ساختار ساپورت در تماس با آن ناحیه قرار نگیرد.
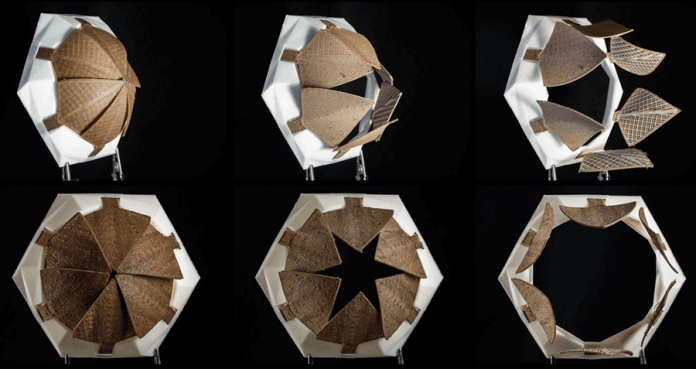
برای چاپ قطعات پیچیده با مقدار زیادی جزئیات و بسیاری از ویژگی های نازک، مدل را به بخشهای جداگانه تقسیم می کنند و سپس آنها پرینت کرده و در نهایت این قطعات با هم مونتاژ میشود (مثلا اتصال قطعات با چسب قطره ای).
-
پرینت سه بعدی متریال جت Material Jet

متریال جت نام دیگر تکنیک بایندر جت محسوب میشود. این روش ساخت افزایشی را بنوعی میتوان ترکیب چاپگرهای دوبعدی جوهرافشان با متریال رزین دانست. در روش «متریال جت» بجای پرتاب قطره های جوهر روی کاغذ، لایه های فتوپلیمر مایع را روی یک سینی ساخت قرار می دهند و با استفاده از نور UV بلافاصله آنها را پرداخت میکنند تا لایه به لایه قطعه ساخته شود.
چه زمانی به ساختار ساپورت در Material Jetting نیاز است؟
در این پرینترهای سه بعدی در اغلب موارد با توجه به فرم هندسی قطعه، صرف نظر از زاویه ، باید از مواد پشتیبانی استفاده کنید. در تکنیک material Jet، برای ساپورت گذاری از ماده ای جداگانه استفاده میشود که یا محلول در آب هستند و یا در حین فرآیند پس از پردازش با استفاده از لایه بردار ، جت آب ، حمام مافوق صوت و سندبلاست از بین می روند. پس یک مزیت بسیار عالی در این تکنیک هست؛ بله درست حدس زدید! برخلاف FDM یا SLA، ساختارهای ساپورت در فناوری Material Jet به هیچ وجه به ظاهر ، کیفیت سطح یا خصوصیات فنی چاپ آسیب نمی رساند. پس از پرداختکاری مناسب، تشخیص قسمتهایی که با ساختار پشتیبان پوشانده شده اند از سایر قسمتهای چاپ غیرممکن میشود.
نکات مهم طراحی برای ساختار ساپورت در پرینت سه بعدی Material Jetting
با توجه به دستگاههای پرداختکاری (واترجت ، ماسه پلاستر) که برای پولیشکاری نهایی قطعات در این تکنیک استفاده می شوند ، مدلهای پیچیده ممکن است خراب یا خم شوند. برای جلوگیری از بروز هر مشکلی ، حتماً از قوانین طراحی در تکنیک متریال جت پیروی کنید. اگر مدل شما دارای قطعات پیچیده و سیم های نازک است ، به جای آن چاپ SLS یا پودر پلیمر-لیزر توصیه می شود.
 در این روش پودر پلیمرهای نایلون و پلی آمید PA و … در سینی ساخت لایه به لایه ریخته میشوند و توسط تابش گزینشی لیزر تحت حرارت قرار گرفته، پرداخت میگردند تا در نهایت قطعه تکمیل گردد.
در این روش پودر پلیمرهای نایلون و پلی آمید PA و … در سینی ساخت لایه به لایه ریخته میشوند و توسط تابش گزینشی لیزر تحت حرارت قرار گرفته، پرداخت میگردند تا در نهایت قطعه تکمیل گردد.
نیازی به ساختار پشتیبان در چاپ SLS ندارید
برای چاپگر سه بعدی SLS نیازی به ساختارهای پشتیبانی نیست زیرا پودر هنگامی که جسم لایه به لایه ساخته می شود به عنوان پشتیبانی عمل می کند (بلوک فشرده پودر خام، اطراف هر لایه را احاطه کرده است که بعدا براحتی از لایه ها پاک میشوند). این مزیت به طراحی بسیار آزادی می بخشد اما به طور کلی هزینه و زمان چاپ یک قطعه را نیز افزایش می دهد. SLS به زمان خنک شدن محفظه ساخت نیاز دارد و تمیز کردن قطعه و پرداخت نهایی چاپ به یک فرآیند تکمیل چند مرحله ای نیاز دارد؛ همانند از بین بردن پودر ذوب نشده اضافی که به طور معمول با یک دمنده – مکنده هوا فشرده انجام می پذیرد.
-
چاپ سه بعدی بایندر جت : Binder Jet

چاپگر سه بعدی جت بایندر شبیه تکنیک SLS است به این صورت که چاپگر از لایه های نازک مواد پودری برای ساختن یک جسم استفاده میکند ، اما به جای استفاده از لیزر که لایه را به هم متصل می کند ، این چاپگرها از ماده اتصال دهنده خارج شده از یک نازل برای اتصال پودر استفاده می کنند. در این فناوری میتوان قطعات بزرگی را که در قالبسازی شنی بکار میروند را با دقت بالا ساخت. همچنین امکان پرینت سه بعدی رنگی نیز در این نوع فناوری محیا شده است.
ساختار ساپورت در بایندر جت لازم نیست
درست مانند SLS ، از آنجا که پودر هنگام ساختن جسم به عنوان تکیه گاه عمل می کند ، دیگر نیازی به ساختار پشتیبانی ندارد ، ولی اینجا هم تمیز کردن و پولیش پس از چاپ به یک فرآیند تکمیل چند مرحله ای نیاز دارد؛ از جمله از بین بردن پودر ذوب نشده، بطور معمول با کمک هوای فشرده.
-
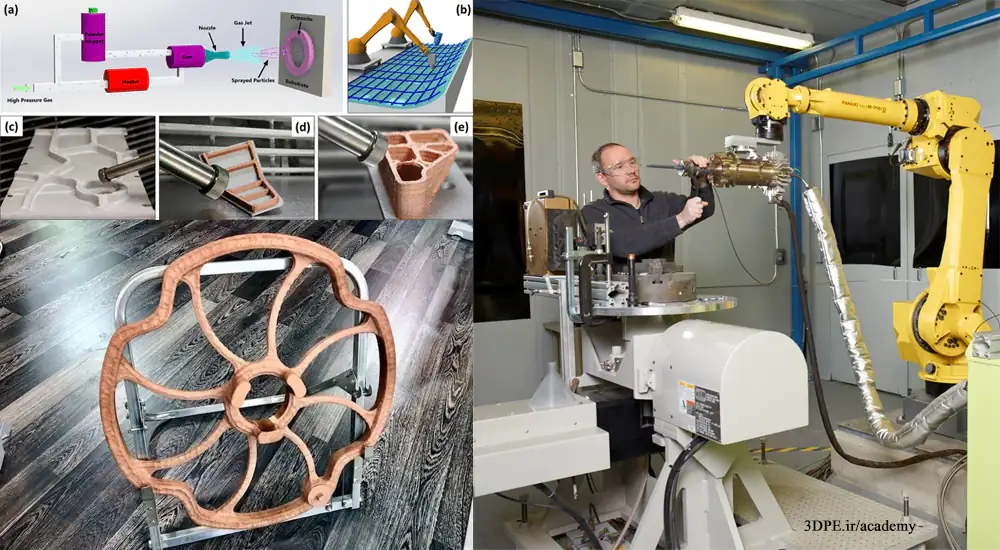
چاپ سه بعدی متریال فلز Metal 3D Printing
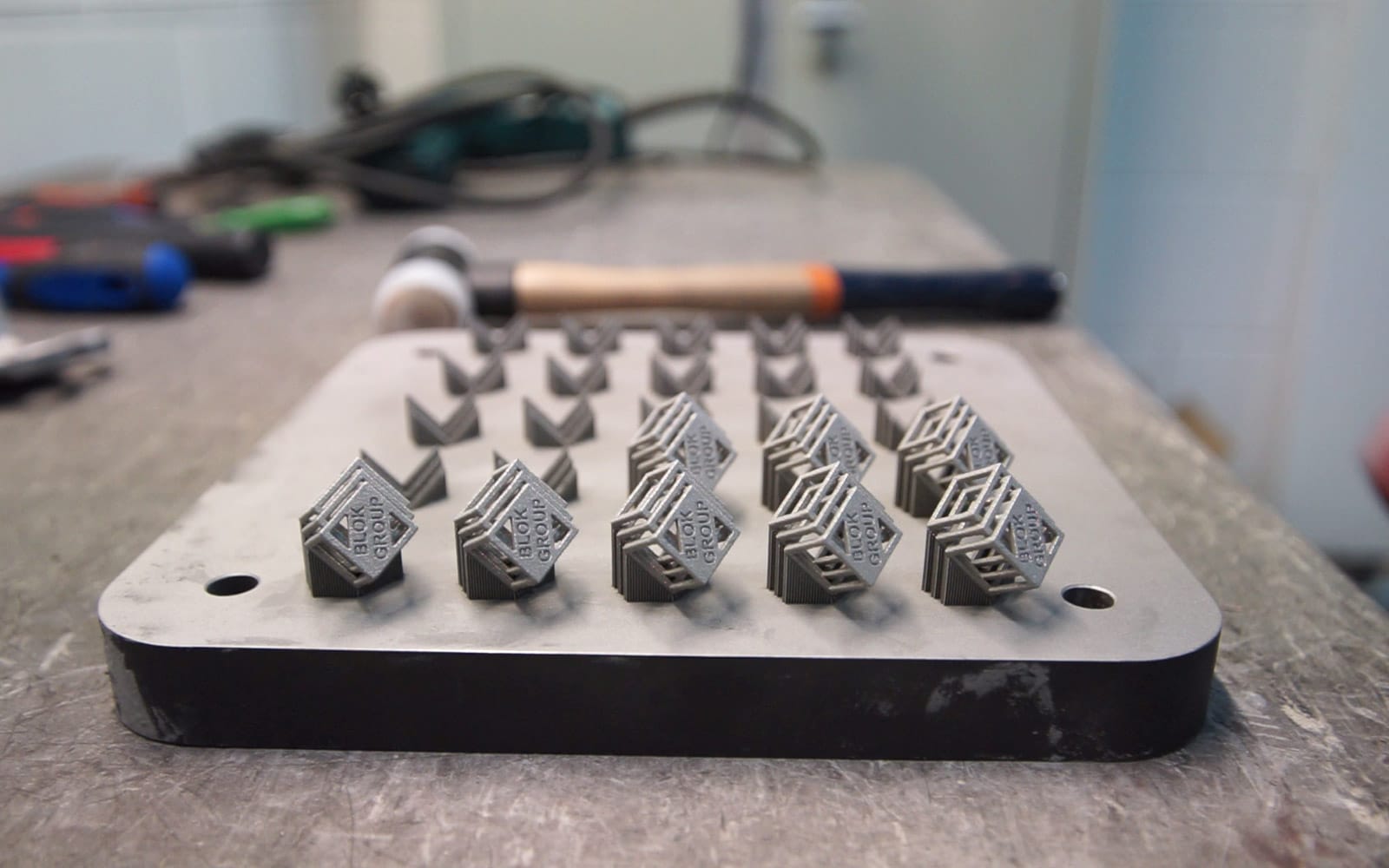
فناوریهای چاپ فلز مثل EBM – SLM اغلب از ساختارهای پشتیبان برای ثابت نگه داشتن مدلها در طول مراحل ساخت استفاده می کنند، اما برآمدگیهایی با زاویه بیشتر از ۳۵ درجه بدون پشتیبانی می توانند ساخته شوند. در صورت نیاز به ساپورت ، اطمینان از دسترسی آسان به آنها مهم است و گرنه نمی توان آنها را در پولیشکاری نهایی حذف کرد.
سازه های پشتیبان در چاپ سه بعدی فلزی
استفاده از ساختار support به هیچ وجه بر کیفیت چاپ متریال فلز تأثیر نمی گذارد و با پرداخت صحیح نهایی ، می توان تمام علائم را از مدل چاپ شده حذف کرد.
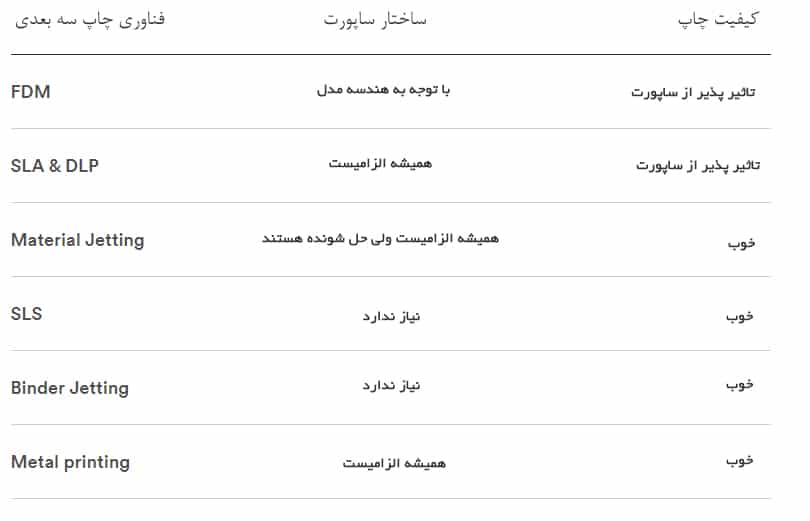
نتیجه گیری مقایسه ساختار ساپورت و فناوری چاپ سه بعدی
در این مبحث از ذکر برخی روشهای پرینت صنعتی متریال فلز مثل DED یا WAAM خودداری کردیم چون این فناوریها دارای نازل بازو رباتیک و بستر چندمحوره متحرک هستند که عملا بحث ساختارهای موقت نگهدارنده در آنها بیمعنیست.
ساختار پشتیبان در تکنیک FDM و رزینی بطور کلی تأثیر مخربی بر ظاهر یک قطعه نخواهد داشت، در صورتیکه به درستی تنظیم گردد ولی در هر حال اثر ناچیز آن محسوس است. در فناوریهای پیشرفته تر پرینت سه بعدی مثل «بایندرجت»، اصلا به ساختار ساپورت نیاز نیست یا در روشهای دیگری مثل «متریال جت» بخوبی پس از پولیش نهایی محو میشوند و هیج تاثیر مخربی ندارند.
فراموش نکنید که هرچه support بیشتری به مدل در حال ساخت اضافه شود، یک طرح پیچیدهتر و چالشی تر محسوب خواهد شد که هزینه و زمان بیشتری از شما خواهد گرفت. میزان ایجاد ساختار پشتیبان مورد استفاده را میتوان بهینه سازی کرد (مثل ترفند جهتگیری قطعه در بستر، سطح مورد نیاز برای دقت و غیره) این موارد را با دقت بررسی کنید تا به کاهش هزینه پرینت و زمان چاپ و کیفیت بالای قطعه برسید.
hubs.com/knowledge-base/supports-3d-printing-technology-overview