



اسپری سرد میتواند مخلوطی از ذرات فلزی و غیرفلزی ایجاد کند تا با برخورد بالستیک بر روی یک بستر، یک پوشش یا ساختار مستقل ایجاد نمایند. فرآیند اسپری سرد برای پوششهای مقاوم در برابر خوردگی (روی و آلومینیوم)، ترمیم و تعمیر ابعادی (نیکل، فولاد ضد زنگ، تیتانیوم و آلومینیوم)، پوششهای مقاوم در برابر سایش (کاربید کروم – نیکل کروم، کاربید تنگستن – کبالت و … مس تنگستن)، محافظ تداخل الکترومغناطیسی (EMI) از اجزا و ساختارها، پوششهای مواد متفاوت با استحکام بالا برای راهحلهای تولیدی منحصربهفرد، و تعمیر میدانی اجزا و سیستمها.
استفاده از پاشش سرد بجای اسپریهای حرارتی مزایای زیادی دارد، از جمله:
- ورودی حرارت بسیار کم بدون “منطقه متاثر از گرما”
- میتوان به خواص ساختاری دست یافت
- بدون محدودیت واقعی در ضخامت رسوب
- راندمان سپرده بالا معمولاً > 80٪
- استحکام باند > 10 ksi [68 مگاپاسکال]
- مقاومت پوشش > 40 ksi [275 مگاپاسکال]
- تخلخل معمولا کمتر از 1%
- ریزساختار و خواص پودر حفظ شده است
- بدون تشکیل اکسید، تجزیه آلیاژ، به دام
- افتادن محصول احتراق
- تنشهای پسماند فشاری در پوشش، بجای کشش.
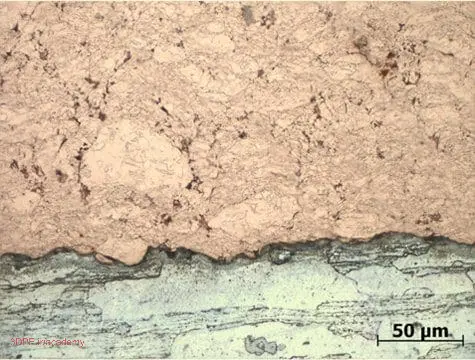
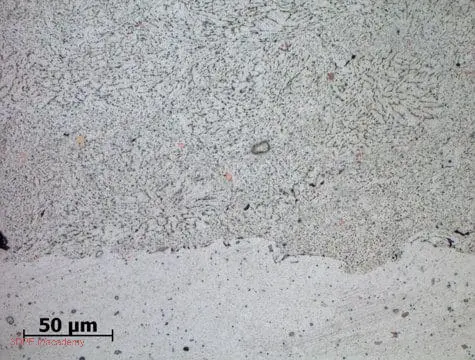
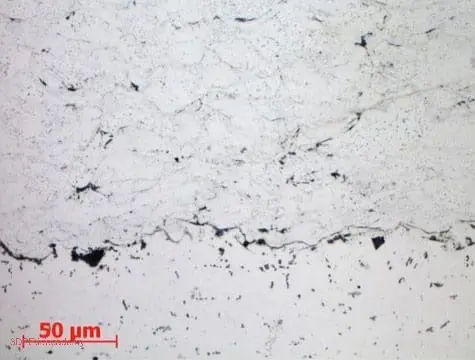
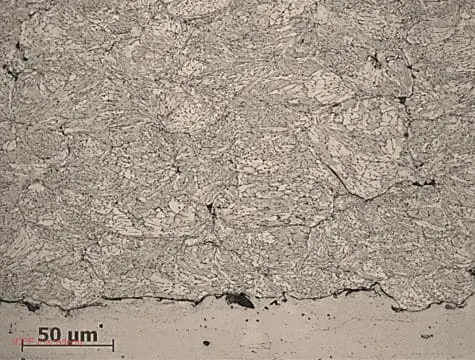
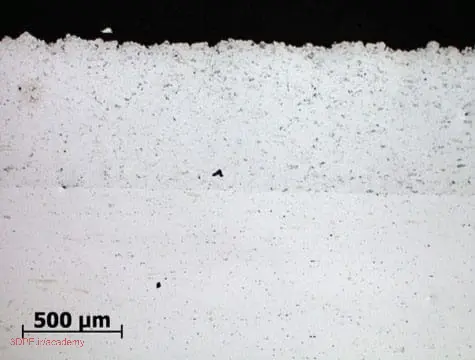
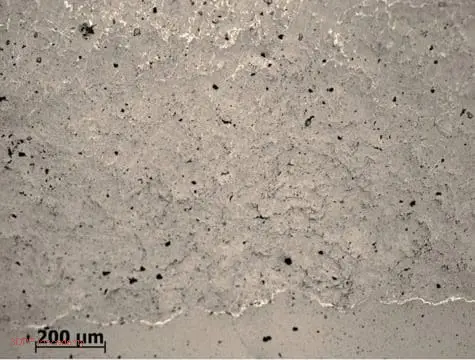
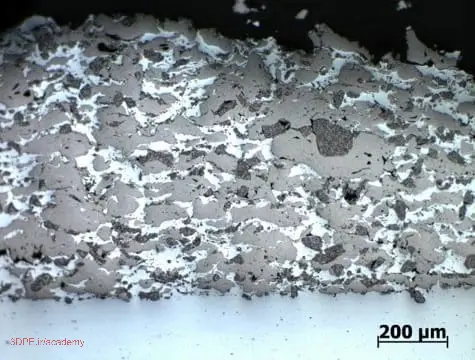
اسپری سرد برخی از ویژگی های ریزساختاری جذاب را ارائه میدهد:
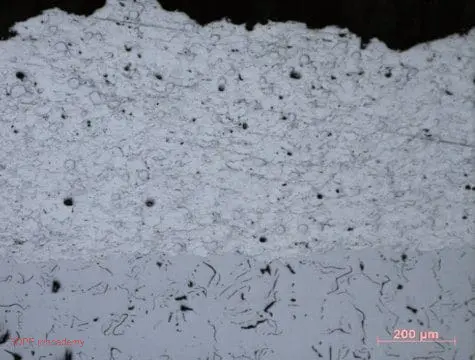
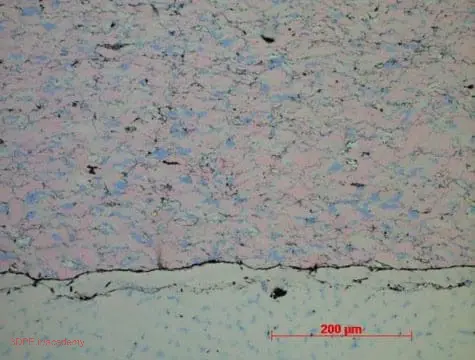
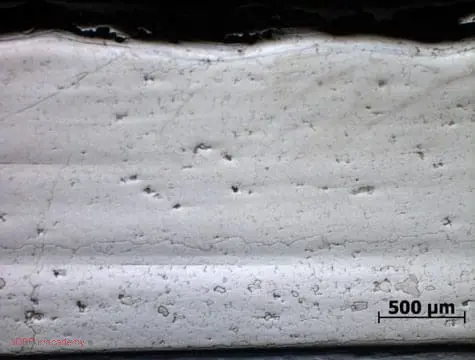
از آنجاییکه فرآیند بسرعت انجام می شود (<1 ثانیه)، عملاً زمانی برای اکسیداسیون ذرات یا تبدیل فاز وجود ندارد، حتی اگر از هوا بعنوان گاز حامل استفاده شود، یا ذره را در معرض دمای بالا قرار دهیم. پوششها نشانههایی از تبلور مجدد دینامیکی واقعی و تشکیل نانو دانهها در فصل مشترک ذرات-ذره را نشان میدهند. پوششها عموماً دارای چگالی نابجایی بالا و در نتیجه سختی مشابه یا بالاتر نسبت به آلیاژ پایه هستند.
بنابراین، پوششها نیز بطور کلی دارای شکلپذیری بسیار کمتری نسبت به فلز پایه هستند، با این حال، اسپری سرد فشار بالا می تواند شکل پذیری 3-5٪ یا بیشتر داشته باشد. ورودی گرمای اسپری سرد به یک بستر را میتوان به حداقل رساند و نشان داده شده است که هیچ منطقه متاثر از حرارت قابل اندازه گیری (HAZ) در بسترهای آلیاژهای آلومینیوم مانند 7075 ایجاد نمیکند.
فیزیک و متالورژی پرینت سه بعدی اسپری سرد
با استفاده از سرعت ذرات بسیار بالا، میتوانید پوششهای فلزی ایجاد کنید که بسته به مواد رسوبشده، دو تا ده برابر قویتر از پوششهای اسپری حرارتی معمولی هستند. تغییر مرحلهای در عملکرد نتیجه تغییر از درهم تنیدگی عمدتاً مکانیکی به پیوند عمدتاً متالورژیکی است که ناشی از درجه بالایی از تبلور مجدد در سطح مشترک ذرات بسیار تحت فشار است. هر چه میزان تبلور مجدد در سراسر مرزهای ذرات بیشتر باشد، خواص پوشش به برآورده کردن ارزشهای تئوریک مواد فرفورژه نزدیکتر می شود.
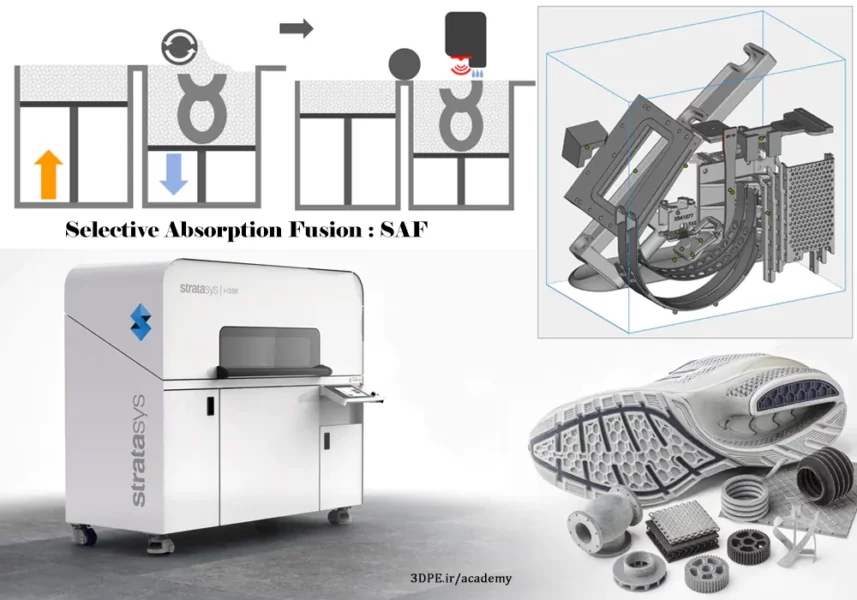
شیوۀ کار فناوری چاپ سه بعدی کولد اسپری
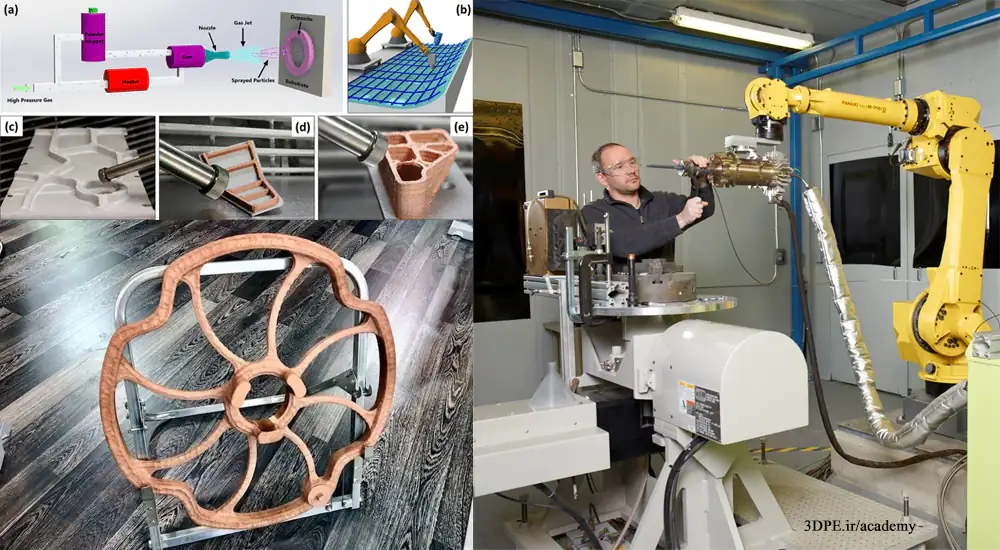
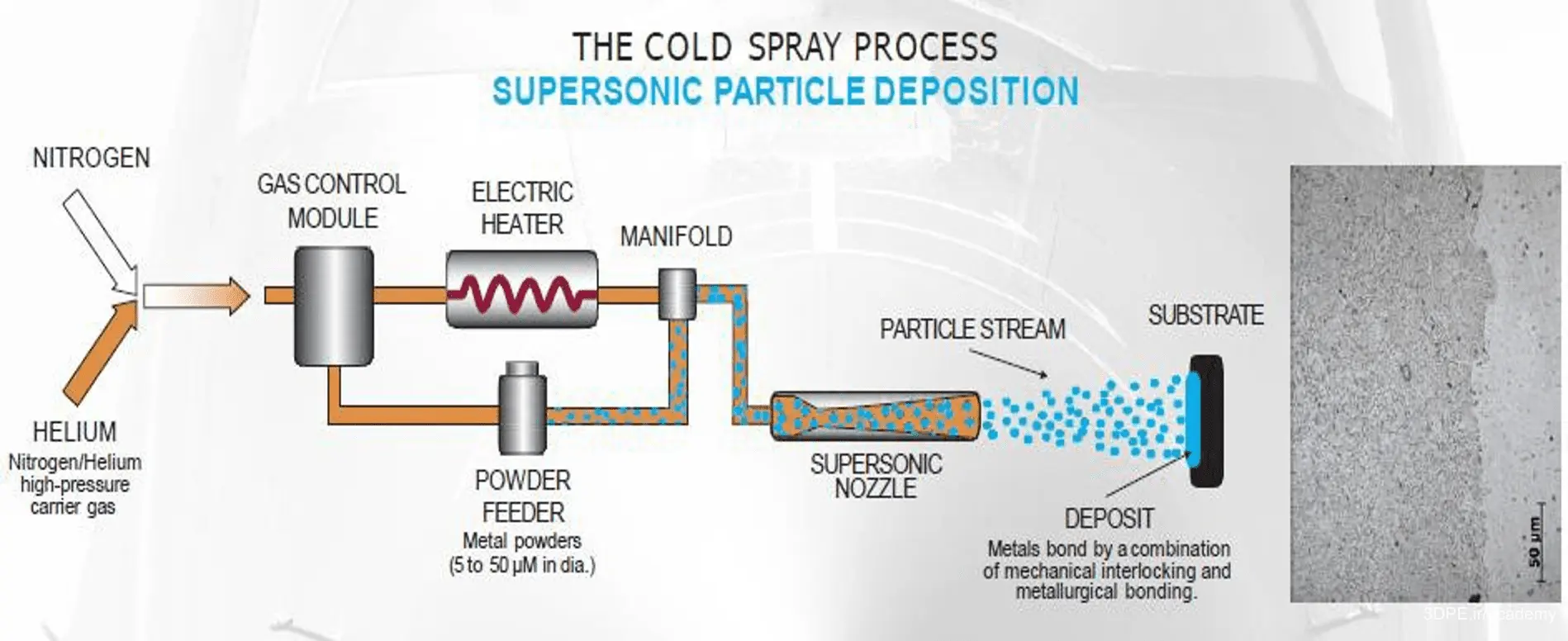
Cold Spray از گاز حاملِ تحت فشار برای شتاب بخشیدن به پودر فلز استفاده می کند تا پودر از طریق یک نازل بسمت خارج دپوزیت شود. وقتی ذرات پودر فلز با سطح قطعه برخورد می کنند، انرژی جنبشی بالا موجب تغییر شکل پلاستیک شده و باعث ایجاد همبندی مکانیکی و پیوند متالورژیکی می گردد. در طی این فعل و انفعال مقداری گرما تولید می شود، اما آن اندازه نیست که موجب ذوب متریال شود. این ویژگی منحصر به فرد پاشش انجمادی، که بعنوان یک فرایند حالت جامد شناخته می شود، کار با فلزاتی را که سریع مستعد ترک خوردگی هستند امکان پذیر میسازد. فرایند حالت جامد همچنین امکان چاپ در فضای باز بدون اکسیداسیون بیش از حد را فراهم میکند.
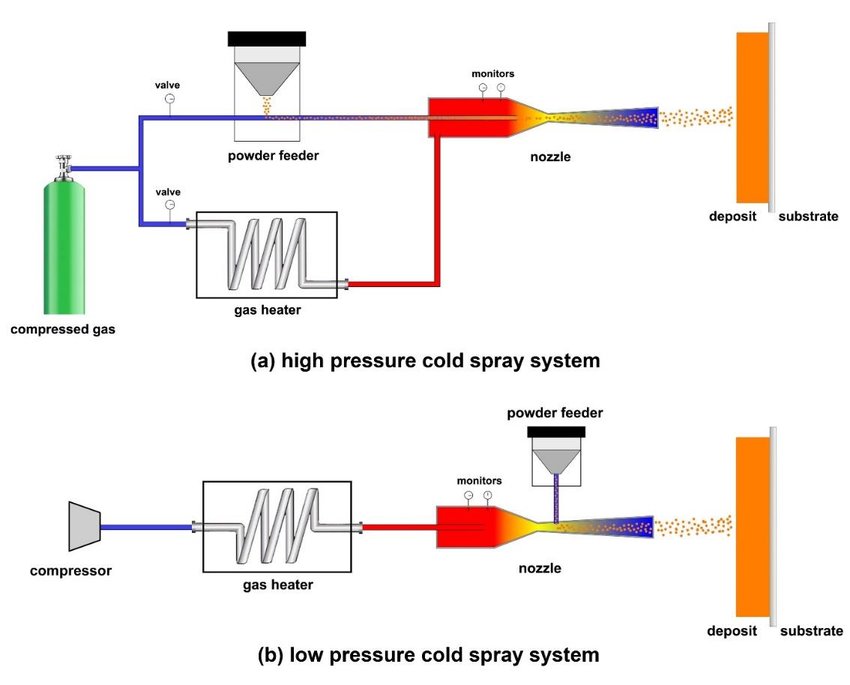
همانطور که در تصویر بالا مشاهده می کنید، دو طراحی اصلی- کمفشار و پُرفشار- برای سیستم cold spray وجود دارد. سیستمهای پُرفشار میتوانند پودر را با سرعت بیشتری اسپری کنند (800-1400 متر در ثانیه در مقایسه با 300-600 متر در ثانیه در سیستم های کمفشار) و این امر کار با متریالهای سنگینتر و دارای شکلپذیری پایینتر مانند آلیاژهای فولاد و تیتانیوم را امکانپذیر میسازد. سیستمهای کمفشار- که برای پردازش فلزات سبکتر و شکلپذیرتر مانند آلومینیوم و مس استفاده میشوند- از هوای محیط بعنوان پیشرانه استفاده مینمایند، درحالیکه سیستمهای پرفشار معمولاً به گازهای سبکوزن مانند نیتروژن یا هلیوم نیاز دارند. سیستمهای پرفشار پیچیدهتر و گرانتر هستند اما نرخ رسوب بالاتری در تولید خواهند داشت.
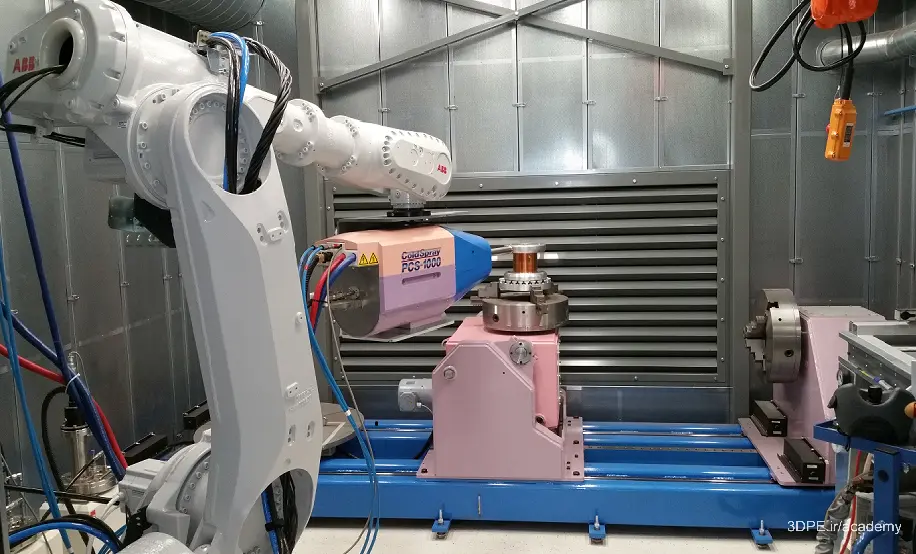
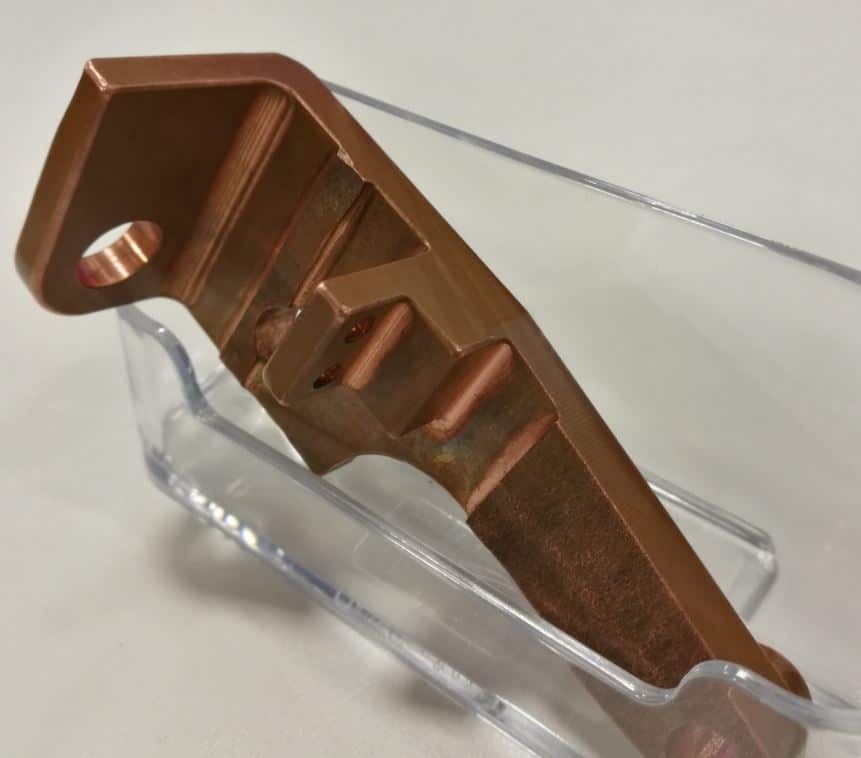
همانطور که گفتیم از روش پاشش پودر فلز یا Cold Spray سالیان زیادی برای فرایند پوششدهی استفاده میشد و اکنون در چاپ سه بعدی برای تولید قطعات بزرگ و کامل به کار می رود. این امر با نصب سخت افزار Cold Spray بر روی یک حائل جرثقیلی متحرک انجام میشود تا فرایند رسوب هدایت شود یا با ثابت کردن نازل قطعه جابجا شود. در برخی موارد، از هر دو روش برای دستیابی به راحتی و آزادی بیشتر استفاده میشود. مکانیکهای موقعیتدهی همراه با سرعت چاپ، اندازۀ نازل و استراتژی مسیرابزار از مهمترین فاکتورها در تعیین تراکم (95 تا 99 درصد) و هندسههای امکانپذیر از طریق Cold Spray هستند.






فیزیک منحصر به فرد پاشش سرد دارای مفاهیم مهمی در تعیین متریال مناسب است. برخی از مزایا و محدودیتهای اصلی عبارتند از:
- مواد باید شکل پذیری کافی داشته باشند تا در اثر ضربه به سطح قطعه بپیوندند و از آن جدا نشوند. این امر پردازش متریالهای سخت با مقاومت بالا مانند آلیاژهای فولاد و تیتانیوم را دشوار می سازد.
- ساختارهای دانه ایِ کوچک همراه با انباشت تاثیرات فشار سرد در Cold Spray می تواند منجر به باقی ماندن تنش قابل توجه در قطعه و شکنندگی آن شود. برای دستیابی به ویژگی های کششی و ضربه ای خوب در فلزاتی که شکل پذیری کمتری دارند، معمولاً پرداخت حرارتی مورد نیاز است.
- گرمایی که به واسطۀ تغییر شکل ذرات به وجود می آید، میتواند در فلزاتی با رسانایی حرارتی پایین (مثلاً تیتانیوم) جمع شود و سرعت چاپ را محدود کند.
- از آنجا که فلز ذوب نمی شود، معمولاً بخش بزرگی از حالت اصلی و ریزساختار مواد اولیه را حفظ می شود. به همین دلیل، فرایند پاشش سرد برای متریال های حساس به حرارت، که پردازش آنها با فرایندهای ذوب معمولی دشوار است، به خوبی جواب می دهد.

بیایید برخی دیگر از عوامل مهم اقتصادی در Cold Spray را مرور کنیم:
هزینۀ دستگاه: قیمت از 500 هزار دلار (پرینتر شرکت Spee3D با حجم ساخت 1 فوت مکعب) تا 1 میلیون دلار.
هزینۀ متریال: پودرهای مورد استفاده در پاشش سرد تقریباً نیمی از هزینۀ پودر فناوریهای پرینت Laser Powder Bed Fusion را دارند. آنها می توانند 1.5 تا 2 برابر سیم و حدود 3 تا 4 برابر شمش هزینه داشته باشند.
بازده متریال: در بیشتر موارد، حداقل 90 درصد متریال اسپری شده در قطعه مصرف می شود و باقیمانده به حالت اولیه برمی گردد و در پایین پرینتر جمع می شود. این مواد اضافه اغلب قابل استفادۀ مجدد هستند. بازده متریال زمانی به مشکل برخورد می کند که محدودیت هندسی Cold Spray قطعه ای را نزدیک به قطعۀ نهایی می سازد که به طور قابل توجهی از قطعۀ نهایی بزرگ تر است.
پرداخت نهایی: برای دستیابی به خواص خوب اغلب به یک فرایند حرارتی نیاز است. تمام سطوح کاربردی به منظور دستیابی به صافی و تلرانس باید ماشینکاری شوند.
مواد مصرفی: در بیشتر سیستم های پرفشار گاز حامل می تواند یک هزینۀ مصرفی باشد، به ویژه اگر از هلیوم استفاده شود (گزینه های دیگر، مانند نیتروژن یا آرگون با هوا، که هزینۀ پایین تری دارند فقط در برخی از سیستم ها قابل استفاده هستند). انتهای نازل، به خصوص هنگام اسپری فلزات سخت با سرعت زیاد، به سرعت ساییده می شود. این امر نیز می تواند هزینۀ قابل توجهی در پی داشته باشد.
برآورد هزینۀ کل قطعه دشوار است اما شرکت Spee3D اعلام کرده که هزینۀ قطعات چاپی (بدون احتساب پرداخت نهایی) با فلزات ارزان قیمت مانند مس و آلومینیوم حدود 100 دلار برای هر کیلوگرم خواهد بود. با این قیمت، این قطعات می توانند با برخی قطعات ماشینکاری و ریخته گری رقابت کنند.
چاپ پاشش سرد با متریال گران قمیتی مانند تیتانیوم هزینۀ بسیار بالاتری دارد.



مکانیزم اتصال در cold spray چیست؟
در ویدئو نحوه چاپ این روش نشان داده شده است.