شاید نام دقیق تر این فرآیند «تخفیف فشار» باشد زیرا همانطور که خواهیم دید شما اساسا فشار را از روی مناطق تاثیر گذار کاهش می دهید و آن را به طور مساوی در سرتاسر پرینت پخش می کنید تا از احتمال شکستگی در مناطق خاص جلوگیری شود.
اغلب از یک تکنیک صنعتی برای پرداخت نهایی استفاده می شود، اما فرآیند پختن نیز می تواند توسط هر کسی که به یک فر آشپزخانه دسترسی دارد انجام شود.
فرآیند حرارت دهی چگونه است؟
در فلزکاری، فرآیند قالب ریزی و شکل دادن به فلز باعث به وجود آمدن ساختارهای کریستالی می شود که به آنها grain یا دانه می گویند. این دانه ها اگر به آرامی خنک شوند بزرگ شده و اگر به سرعت خنک شوند کوچک خواهند شد.
اغلب فلز به سرعت خنک می شود و دانه ها کوچک تر می شوند. در نتیجه فلز محکم اما شکننده خواهد بود و ممکن است در زیر فشار از محل مفاصل و در بین دانه های خاصی ترک بخورد.
در فرآیند پختن فلز، آن را دوباره تا زیر دمای ذوب گرم می کنند و اجازه می دهند به آرامی خنک شود. این حرارت مجدد باعث می شود کریستال های بزرگ تری از دانه های اصلی رشد کنند.
این کریستال های بزرگ تر باعث نرم تر شدن فلز و افزایش شکل پذیری آن می شود. شکل فلز عوض نمی شود اما مشخصات آن تغییر کرده است.
در مورد ترموپلاستیک Filament قضیه کمی متفاوت است؛ در پرینت FDM ، اول حرارت دادن متریال برای اکسترود شدن ضروریست و سپس متریال خروجی تدریجا خنک می شود تا شی پرینت شده شکل بگیرد.
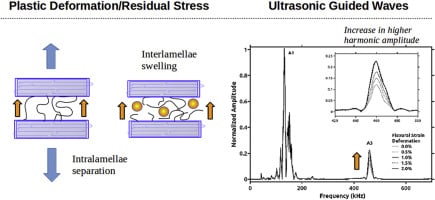
پلاستیک رسانش گرمایی پایینی دارد؛ به این معنی که پلاستیک حرارت دیده به صورت غیر یکنواخت خنک می شود. این خنک شدن غیر یکنواخت، باعث ایجاد تنش و فشار در جسم پرینت شده می شود که به طور طبیعی توسط لایه ها افزایش می یابد. بگذارید به ماهیت این تنش نگاهی دقیق تر داشته باشیم.
همانطور که می دانید، اکثر ترموپلاستیک هایی که در پرینت3بعدی FDM از آنها استفاده می شود پلیمری هستند. یک پلیمر شامل دو یا چند ماده است. هر ماده از زنجیره های مولکولی بلندی تشکیل شده است. این زنجیره ها دور یکدیگر بافته شده و پلیمر را می سازند.
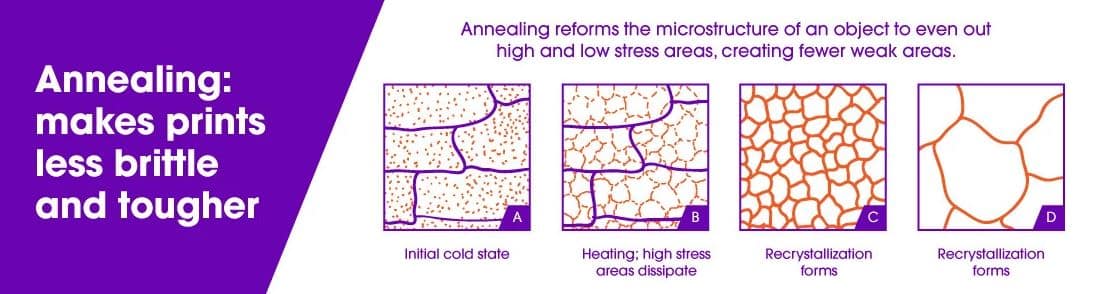
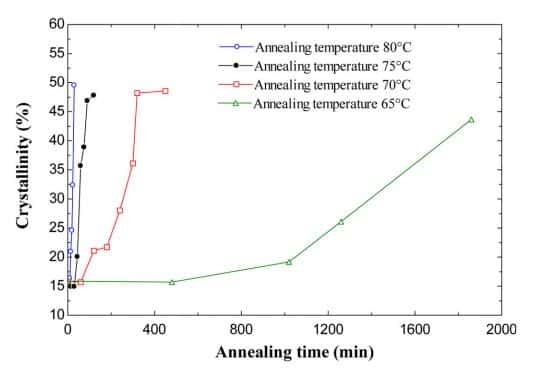
در سطح میکروسکوپی، ساختار پلاستیک معمولا بی نظم و درهم داشته و پس از پرینت، حالتی متحد به خود میگیرد. کریستالهای کوچک وقتی به سرعت خنک شوند و کریستال های بزرگ زمانی که فرآیند به آرامی انجام گردد.
خنک شدن غیر یکنواخت به دلیل رسانایی ضعیف گرما، باعث انقباض پلاستیک از چند جهت می شود. در نتیجه نیروهای کششی و فشاری در ساختار های پلیمر به وجود می آید.
در فرآیند پختن ترموپلاستیک، قطعه پرینت شده را به آرامی تا دمای انتقال شیشه ای (glass transition temperature) یا کمی بالاتر اما کمتر از دمای ذوب حرارت داده و آنرا برای مدتی در آن حالت نگه میداریم و سپس اجازه میدهیم تا به آرامی خنک شود؛ از این طریق بدون دفورمه شدن، قطعه ای مستحکمتر خواهید داشت.
نکته مهم: روش حرارت دهی دوباره فقط برای قطعاتی با پرشوندگی 100 درصدی امکانپذیر است، پس قطعاتی که توخالی پرینت شده اند (infill کمی دارند)، وقتی در معرض حرارت قرار گیرند؛ بد شکل میشوند. حواستان باشد!
همانند فرآیند پختن در فلزات، حرارت مجدد و خنک شدن دوباره باعث افزایش ساختارهای کریستالی بزرگ در پلاستیک می شود و فشار را در سرتاسر پرینت توزیع مجدد می کند.
توجه: ما در این مقاله دمای مناسب برای پختن هر متریال را به شما خواهیم گفت اما باید بدانید که این ارقام تقریبی است. یک متریال یکسان از دو شرکت مختلف می تواند دمای انتقال شیشه کمی متفاوتی داشته باشد. همچنین ترموستات فرها نیز معمولا 10 درصد احتمال خطا دارند.
پس لطفا این اعداد را به عنوان راهنما در نظر گرفته و ابتدا یک پرینت خراب شده یا کهنه را آزمایش کنید. چون ممکن است پرینت فیلامنتی گران شما به دلیل دمای زیاد آب شده یا تاب بردارد!
همچنین، هنگامی که پلیمر به دمای انتقال اصطلاحا شیشه می رسد، زنجیره های مولکولی انرژی کافی برای بی نظمی بیشتر را کسب می کنند. در این دما، آنها می توانند بچرخند، حرکت کنند یا کش بیایند. این باعث آزاد شدن نیروهای کششی و فشاری می شود که به دلیل خنک شدن غیر یکنواخت به وجود آمده اند.
فرآیند پختن پلاستیک های پلیمری کاملا به پخت فلزات شبیه نیست. بنابراین به جای این که در انتهای فرآیند جسمی نرم تر و شکل پذیر تر به دست بیاید، شما پلاستیکی قوی تر، سفت تر و مقاوم تر (و البته غیرانعطاف و خشک تر) در برابر فشار خواهید داشت.
پس حقیقتا، به جای پختن باید این فرآیند را «سفت کردن یا سخت سازی» نامید.
حالا که با فرآیند پختن و طرز کار آن برای قوی تر کردن پرینت سه بعدی فیلامنتی آشنا شدید، نگاهی می کنیم به تکنیک هایی که می توانید برای پختن پرینت های ترموپلاستیکی مختلف از آنها استفاده کنید.
 توجه: ما هیچ گونه مسئولیتی در قبال فراموش کردن پرینت در داخل فر نخواهیم داشت. حواستان باشد که به انجام فرآیند نظارت داشته باشید، فر را روی دمای معقول و توصیه شده تنظیم کنید و از داشتن تهویه مناسب مطمئن شوید (تا بوی ناخوشایند و مضر را تنفس نکنید). به طور خلاصه، لطفا تمرینی عقلانی در هنگام حرارت دادن قطعه ترموپلاستیک داشته باشید!
توجه: ما هیچ گونه مسئولیتی در قبال فراموش کردن پرینت در داخل فر نخواهیم داشت. حواستان باشد که به انجام فرآیند نظارت داشته باشید، فر را روی دمای معقول و توصیه شده تنظیم کنید و از داشتن تهویه مناسب مطمئن شوید (تا بوی ناخوشایند و مضر را تنفس نکنید). به طور خلاصه، لطفا تمرینی عقلانی در هنگام حرارت دادن قطعه ترموپلاستیک داشته باشید!
نکته 1: در این مقاله منظور از فر نوع برقی آشپزخانه است نه انواع آتش دار یا گازی آن (البته در حالتی که شعله ها با صفحه فلزی کاملا مجزا شده باشند، موردی ندارد).
نکته 2: با حرارت دادن قطعه پرینت شده، مقیاس کمی کاهش یافته یا Shrinkage خواهید داشت، این امر را باید هنگام طراحی نرم افزاری مدل در نظر داشته باشید.
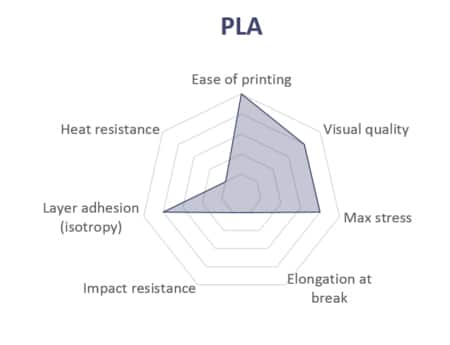
روش حرارت دهی PLA
فیلامنت PLA مقاومتی معمولی دارد و از جهاتی میتواند شکننده باشد. همچنین این متریال دمای ذوب نسبتا پایینی دارد. این دو مورد باعث می شود PLA انتخابی خوبی برای پختن باشد. دمای پایین انتقال شیشه آن، پختنش را آسانتر می کند؛ بعلاوه، فرآیند پختن با افزایش شکل پذیری باعث کاهش شکنندگی PLA می شود.
در واقع، پختن بهترین روش برای قوی تر کردن PLA است.
مقاومت حرارتی PLA پایین است و در واقع پایینترین مقاومت را در بین متریال های پرینت سه بعدی دارد. دمای انتقال شیشه PLA معمولی بین 60 تا 65 درجه سانتیگراد و دمای ذوب آن بین 173 تا 178 درجه سانتیگراد است. بنابراین، برای پختن PLA شما باید دمای فر را حدود 55 تا 65 درجه سانتیگراد تنظیم کنید.
نکته: در برخی موارد نسبت به فر و متریالی که استفاده می کنید ممکن است لازم باشد دما را تا 70 درجه سانتیگراد نیز افزایش دهید.
قابل توجه است که فیلامنت PLA که ما از آن استفاده کردیم، دمای انتقال شیشه پایین تری دارد و برای پختن آن دمای حدود 60 درجه سانتیگراد مناسب است. دوباره تکرار می کنیم، بهتر است ابتدا فر را امتحان کنید چون ممکن است دمای واقعی آن کمی گرم تر یا خنک تر از آنچه به شما نشان می دهد باشد.
عموما اگر PLA شما برای پرینت نیاز به دمای بالاتری داشته باشد، نشان میدهد که کیفیت پایین تری دارد. ترموستات فرها نیز دقتشان متفاوت است و همیشه بهتر است که اول یک آزمایش با یک پرینت خراب شده انجام دهید.
اگر می خواهید پرینت مستحکم و قدرتمندی داشته باشید، بهتر است با باکیفیت ترین برند فیلامنت PLA کار را انجام دهید.
نکته: اگر قطعاتتان نازک یا ظریف است، بی خیال این آزمایش شوید!
دمای 60 درجه سانتیگراد برای پختن PLA کافی است و باعث نرم و «آمورف شدن» متریال میشود که در نتیجه فشاری که در طول پرینت ایجاد شده آزاد میشود. همچنین این دما به حد کافی پایین هست تا حد زیادی از ذوب شدن پرینت و خراب شدن شکل آن (دفورمه) جلوگیری شود.
فر را روشن کرده و روی دمای مورد نظرتان قرار دهید و بگذارید به مدت یک ساعت در همان دما بماند. این کار باعث می شود که مطمئن شوید درجه حرارت در تمام نقاط فر یکسان است و از سرد و گرم بودن نقاط مختلف فر که می تواند تاثیر منفی در فرآیند داشته باشد جلوگیری میشود.
پیش از این که پرینت را در فر قرار دهید، با استفاده از یک دماسنج دقیق از صحت دمای فر مطمئن شوید.
شاید بد نباشد بدانید که فرآیند پختن PLA یا دیگر فیلامنت ها با فرهای کانوکشن (فر های فن دار) نتیجه بهتری رقم می زند، به همان دلیل که نان پخته شده در این مدل فرها نیز فوق العاده است!
این فرها به جای تشعشع از یک جهت، هوای گرم را دور جسم می چرخانند و با ایجاد یک فضای حرارتی 360 درجه باعث انتقال گرمای یکنواخت تر به جسم می شوند.
توجه: حتما به خاطر داشته باشید فرآیند پختن پرینت را در فرهای گازی-آتشی امتحان نکنید. در این فرها دمای X به شما نشان داده می شود اما شعله ها بسیار داغ تر هستند و ممکن است باعث ذوب شدن پرینت شوند. تنها از فرهای الکتریکی برای این کار استفاده کنید و همیشه مطمئن شوید که المنت های حرارتی پیش از قرار دادن پرینت در فر خاموش شده باشند. مجددا، المنت های حرارتی می توانند بسیار داغ تر از دمایی که فر نشان می دهد باشند.
هنگامی که فر به دمای مناسب رسید، آنرا خاموش کرده و سریعا شی پرینت شده را در سینی مخصوص گذاشته و در فر قرار دهید. بگذارید پرینت تا زمان خنک شدن در آن بماند. این کار حداقل یک یا دو ساعت طول می کشد.
این کار به جسم پرینت شده زمان کافی می دهد تا انرژی حرارتی را جذب کند و از این طریق زنجیره های پلیمر حرکت کرده، کش آمده و دوباره کریستالیزه شوند و در نتیجه ماتریس داخلی محکم تری بسازند. در طول این زمان درب فر را باز نکنید زیرا ازدست رفتن حرارت باعث خرابی فرآیند پختن می شود.
جسم یا اجسام پرینت شده را تا زمان خنک شدن فر رها کنید. خنک شدن تدریجی باعث جلوگیری از ایجاد مجدد فشارهای داخلی می شود که در طول خنک شدن بعد از پرینت به وجود می آیند. در ضمن این کار احتمال تاب برداشتن جسم را در زمان پختن کاهش می دهد.
هنگامی که فر به دمای طبیعی اتاق رسید پرینت را بیرون بیاورید. چیزی که متوجه آن خواهید شد این است که پرینت در امتداد خطوط لایه ها کمی منقبض شده است. به علاوه، متوجه گسترش ستون عمود بر خطوط پرینت خواهید شد.
به عبارت دیگر، ابعاد جسم در امتداد مختصات X و Y کوچک تر می شوند در حالی که مختصات Z رشد خواهد کرد.
این تغییرات به دلیل تغییر تنش به وجود می آید، یا می توان گفت به دلیل آزاد شدن فشارها و کششهای درونی این اتفاق رخ می دهد. به طور متوسط، شما شاهد انقباضی حدود 5 درصد و رشد حدود 2 درصد در محورهای ذکر شده خواهید بود. اگر این کوچک و بزرگ شدن برای شما مشکل محسوب می شود، می توانید در زمان طراحی و پرینت از قبل آن را در نظر بگیرید.
مقاله مرتبط: دقت ابعاد متریال فیلامنت
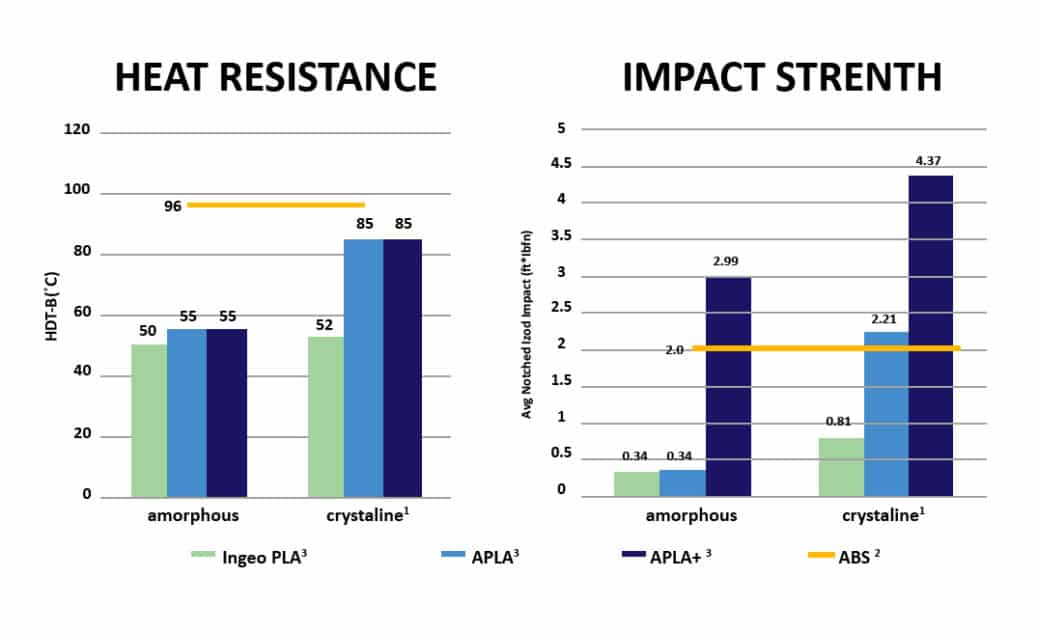
پس از انجام عملیات حرارتی روی PLA، شاهد پیشرفت چشمگیری در قدرت جسم پرینت شده خواهید بود. افزایش 40 درصدی قدرت و دوام پرینت قابل انتظار است. در ضمن، شاهد پیشرفت خوبی در زمینه سفتی جسم خواهید بود. پیشرفتی 25 درصدی در این امر قابل پیش بینی است.
در نهایت، استحکام PLA پخته شده نیز افزایش خواهد یافت. پس اگر به سفتی و مقاومت بالا در برابر حرارت در قطعات PLA نیاز دارید، فرآیند پختن پاسخ مناسبی برای شما است.
 افزایش استحکام ABS
افزایش استحکام ABS
فیلامنت ABS قدرت بالاتر و شکنندگی پایینتری نسبت به PLA دارد. همچنین دارای دمای ذوب بالاتری از PLA است. با توجه به این موارد، ABS نیز گزینه ای عالی برای فرآیند پختن خواهد بود.
در حالی که متریال ABS به دلیل این که دمای انتقال شیشه بالاتری دارد باید در دمای بالاتری نیز پخته شود، پیشرفتی که در خواص متریال در اثر پختن حاصل می شود با تغییرات PLA یکسان است.
دمای انتقال شیشه ABS حدود 105 درجه سانتیگراد است. دمای ذوب آن بین 210 تا 240 درجه سانتیگراد است. به همین دلیل باید دمای فر را روی 100 درجه سانتیگراد تنظیم کنید. همانطور که گفته شد، این دما به متریال اجازه میدهد که نرم شده و فشارهای ایجاد شده در اثر اکستروژن را آزاد کند.
اگر می خواهید دمای بالاتری را برای ABS امتحان کنید تصمیم با شما است، اما احتمال تاب برداشتن و از شکل افتادگی پرینت را در نظر داشته باشید. همانطور که در مورد PLA گفته شد، این دما به حد کافی پایین هست که از ذوب شدن و از شکل افتادگی متریال جلوگیری شود.
مانند قبل، فر را روشن کرده و بگذارید یک ساعت در آن دما روشن باشد تا حرارت به صورت یکسان در آن پخش شود. پیش از قرار دادن پرینت ABS در داخل فر با استفاده از یک دماسنج دقیق دمای داخل فر را بسنجید. مانند تمام فرآیندهای پختن، فرهای فن دار گزینه بهتری هستند.
هنگامی که فر به دمای مناسب رسید، پرینت ABS را در سینی فر گذاشته و به مدت 30 دقیقه به علاوه 15 دقیقه برای هر 3 میلیمتر سطح مقطع در داخل فر قرار دهید.
این کار به جسم پرینت شده زمان کافی می دهد تا انرژی گرمایشی را جذب کند و از این طریق زنجیره های پلیمر حرکت کرده، کش آمده و دوباره کریستالیزه شوند و در نتیجه ماتریس داخلی محکم تری بسازند. مثل همیشه، در طول این زمان درب فر را باز نکنید.
هنگامی که زمان به پایان رسید، فر را خاموش کرده و جسم را در داخل فر به حال خود بگذارید. خنک شدن تدریجی احتمال تاب برداشتن و ایجاد مجدد فشارهای داخلی را کاهش می دهد.
زمانی که فر به دمای محیط رسید، پرینت را بردارید. مجددا متوجه کوچک شدن و رشد در طول محور های Y، X و Z خواهید شد. همانند PLA، می توانید کوچک و بزرگ شدن جسم را در زمان طراحی و پرینت پیش بینی و جبران کنید.
پس از انجام این فرآیند شاهد بهبود قدرت، سختی و استحکام و پیشرفت مقاومت حرارتی در جسم پخته شده خواهید بود.
افزایش مقاومت پرینت Nylon
فیلامنت Nylon قدرت بالاتر و شکنندگی پایین تری نسبت به PLA و ABS دارد. دمای ذوب این متریال از ABS بیشتر است. پختن می تواند باعث افزایش چشمگیر دمای خمش حرارتی (Heat deflection tepmperature) در ABS شود. ترکیب این قضیه با قدرت بالای آن، باعث می شود پختن Nylon 12 انتخابی عالی برای اجسامی باشد که نیاز به مقاومت حرارتی و دوام بالا دارند.
دمای انتقال شیشه Nylon 12 حدود 98 درجه سانتیگراد است. با این وجود، دمای ذوب قابل توجه 178 تا 181 درجه سانتیگراد دارد. به همین دلیل، می توانید دمای فر را روی 130 تا 140 درجه سانتیگراد تنظیم کنید.
این دما متریال را نرم کرده و اجازه می دهد فشارهای ناشی از اکستروژن آزاد شوند. مانند همیشه، این دما به حد کافی پایین است تا از ذوب و جاری شدن متریال جلوگیری شود.
فر را روشن کرده و روی دمای مورد نظر قرار دهید و بگذارید یک ساعت در همان حال بماند تا دما یکسان پخش شود. پیش از شروع فرآیند از یک دماسنج دقیق برای تعیین دمای فر استفاده کنید و ترجیحا با فرهای فن دار (کانوکشن) کار کنید.
پرینت نایلونی را در سینی مخصوص فر قرار داده و به مدت 2 ساعت در فر بگذارید. این زمان برای اصلاح و کریستالیزه شدن مجدد زنجیره های پلیمر ضروری است. درب فر را در زمان پختن باز نکنید.
پس از گذشت 2 ساعت فر را خاموش کرده و بگذارید پرینت در داخل فر به آرامی خنک شده و به دمای محیط برسد. این کار برای جلوگیری از تاب برداشتن و افزایش تاثیر پختن لازم است.
هنگامی که فر به دمای محیط رسید جسم را از آن خارج کنید. احتمالا متوجه انقباض و رشد در محورهای X، Y و Z خواهید شد. همانطور که قبلا گفته شد می توانید این تغییرات را در زمان طراحی و پرینت پیش بینی و جبران کنید.
پس از انجام فرآیند در حالی که شاهد پیشرفت کمی در قدرت پرینت هستید، پیشرفت اصلی در پایداری حرارتی به وجود آمده است. فرآیند پختن معمولا دمای خمش حرارتی پرینت های نایلونی را تا 40 درصد افزایش می دهد.
روش پختن پرینتهای پلی کربنات نیز به همین شکل است. دمای لازم برای آنها بین 120 تا 130 درجه سانتیگراد است. اگرچه پرینتهای پلی کربنات دمای بالاتری دارند، دامنه نرمی آنها بسیار بیشتر از متریال دیگر است.
جمع بندی مقاومسازی فیلامنت با حرارت
فرآیند «پختن» یک روش فوق العاده و کاربردی برای افزایش قدرت و دوام پرینتهای سه بعدی ترموپلاستیک است.
اگر به دنبال این مشخصات هستید، پیش از همه چیز باید فیلامنت خوبی تهیه کنید. استفاده از فیلامنت با کیفیت به صورت طبیعی مشخصات عالی و دلخواه شما را تامین میکند و تنها برای بهتر شدن می توانید از فرآیند پختن بهره ببرید.
امیدواریم این مقاله برای شما مفید و آموزنده بوده باشد. لطفا سوالها و پیشنهادهای خود را از طریق وبسایت و بخش نظرات با ما در میان بگذارید.