– مدلهای سه بعدی با استحکام کم
- Lines (خطی)
– پرینت سه بعدی استاندارد (قدرت متوسط)
- Grid (توری)
- Rectangular (مستطیلی)
- Triangles (مثلثی)
- Tri-Hexagon (شش ضلعی)
– پرینت سه بعدی کاربردی (قدرت زیاد)
- Cubic (مکعبی)
- Cubic subdivision (زیرمجموعه مکعبی)
- Octet (هشتایی)
- Quarter Cubic (چهارم مکعبی)
- Gyroid (چرخشی)
پرینت سه بعدی انعطاف پذیر
- Concentric (متحدالمرکز)
- Cross (صلیبی)
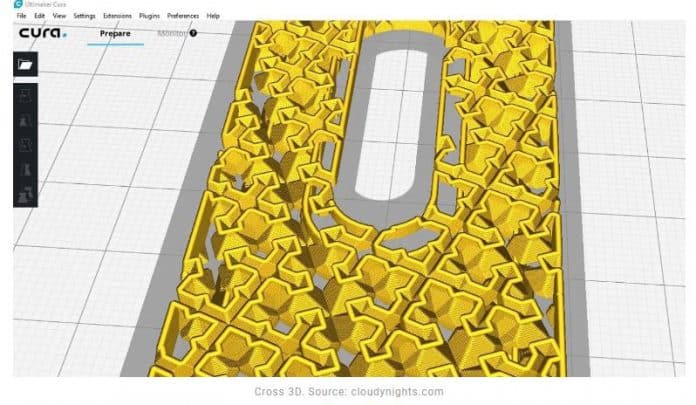
- Cross 3D (صلیبی سه بعدی)

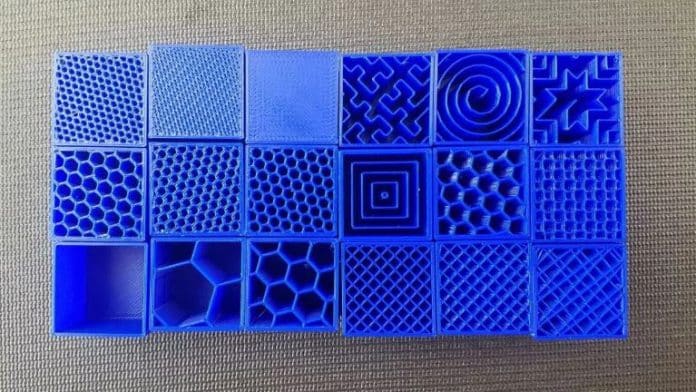
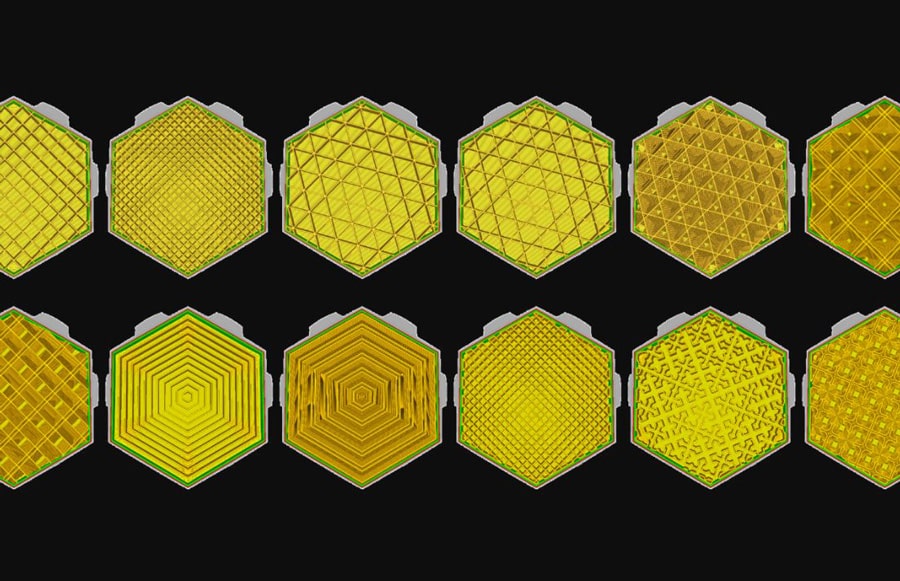
- انواع شبکه تراکم داخلی پرینت3بعدی
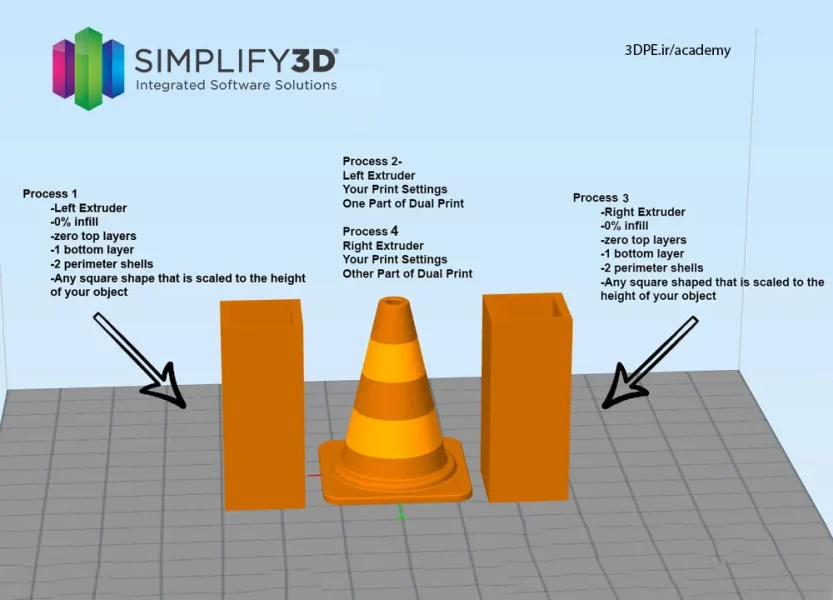
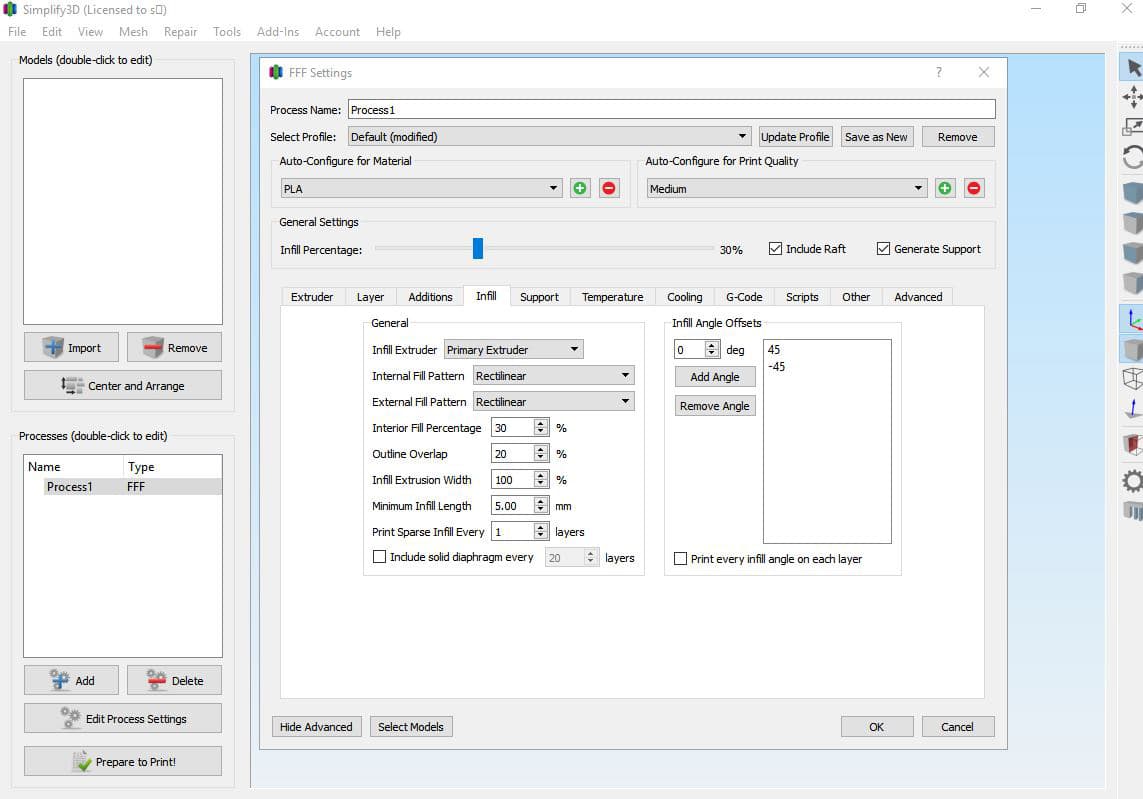 تصویری از بخش تنظیمات تراکم داخلی و الگوها در اسلایسر Simplify3D
تصویری از بخش تنظیمات تراکم داخلی و الگوها در اسلایسر Simplify3D
Infill Extruder: کدام اکسترودر برای پرشوندگی استفاده شود (اگر پرینتر چندنازله است)
External Infill Pattern: نوع الگوی لایه بالایی و پایینی شبکه ( Rectilinear or Concentric Concentric)
Interior fill percentage: درصد پرشوندگی داخلی
Outline overlap: فاصله چسبندگی الگو به سطح داخلی دیواره قطعه (حالت بهینه 15 تا 30 میباشد؛ هر چه عدد کمتر شود، احتمال جداشدن یا شکستگی شبکه از دیواره بیشتر میشود). به عبارت دیگر چه مقدار فضای احاطه کننده infill ادامه یابد؛ اگر روی صفر باشد، overlap یا همپوشانی لایه ها نداریم – در حالت 100 درصد امکان همپوشانی کامل وجود دارد. طبق نظر کاربران حرفه ای حالت معمول و بهینه روی 30 درصد است.
Infill Extrusion width: تراکم و فشردگی شبکه (عکس زیر). هر چه درصد کمتر شود، تراکم بیشتر میشود. این بخش با تب extruder نیز مرتبط است؛ فرضا مقدار 0.5 میلیمتر در تب اکسترودر قرار دهید و در این قسمت Infill Extrusion Width باید روی 200 درصد شود، بنابراین ضحامت infill برابر یک درصد خواهد بود.

- کمیت infill extrusion width نرم افزار سیمپلیفای

Minimum infill length: حالت پیش فرض برابر 5 میلیمتر میباشد. اگر در بخش Gcode preview بخشهای توخالی یا غیرعادی دیدید، مقدار این بخش را کمتر کنید.
Print Sparse Infill Every: اگر میخواهید هر دو یا سه لایه شبکه infill تکمیل شود، مقدار این قسمت را تغییر دهید. اغلب پرینترها با مقدار پیش فرض، ارتفاع لایه 0.3 میلیمتر را پرینت میکنند. فرضا با ارتفاع لایه 0.1 میلیمتر، میزان این قسمت برابر 3 مناسب خواهد بود یا با ارتفاع لایه 0.15 میلیمتر میزان sparse را روی 2 قرار دهید.
Include Solid diaphragm every: منظور از دیاگرام سالید، یک لایه صددرصدی infill میباشد. اگر میخواهید درصد اینفیل را دستکاری کنید، این گزینه کمک کننده است. به عبارت دیگر جهت استحکام بیشتر یک لایه افقی به هر بخش infill اضافه میشود.
Use random Infill placement for each layer: با فعال این گزینه، هر لایه اینفیل در نقطه ای تصادفی شروع شده و اتصال خطی نخواهید داشت. در حالت معمول این بخش غیرفعال باشد، بهتر است.
Infill Angles: حالت استاندارد برابر 45/-45 میباشد. یعنی زاویه اینفیل داخلی و اینفیل خارجی، تناوبی از 45 درجه خواهد بود. حالت پیش فرض برای اکثر موارد مناسب است و آنرا تغییر ندهید.
Print every infill angle on each layer: تعیین زاویه اینفیل برای هر لایه – فعال کردن آن استحکام را بالا می برد ولی ممکن است باعث همپوشانی یا overlap توسط اکسترودر گردد. معمولا آنرا غیرفعال رها کنید.
حالا به صورت دقیقتری تقسیم بندی بالا را توضیح میدهیم:
– پرینت سه بعدی معمولی:
ضریب پرشوندگی متداول: 0 تا 15 درصد
اگر از پرینت سه بعدی برای ساخت مدل بصری و فیگور استفاده شود، اغلب لزومی ندارد که جسم دارای قدرت زیادی باشد؛ به این دلیل که قرار نیست از آنها برای کارهای سنگین استفاده شود و تحت فشار قرار نمی گیرند.
برای این گونه کاربردها، الگوی پرشوندگی Lines بهترین گزینه است زیرا در سریع ترین زمان پرینت انجام می شود. الگوی Lines که در اسلایسرهای دیگر به آن Rectilinear می گویند، یک توری دو بعدی می سازد که در هر لایه فقط در یک جهت پرینت می شود.

مدلهایی مانند Starship Enterprise را به خوبی با الگو های ساده پرشوندگی می توان چاپ سه بعدی کرد.
– پرینت سه بعدی استاندارد:
ضریب پرشوندگی متداول: 15 تا 50 درصد
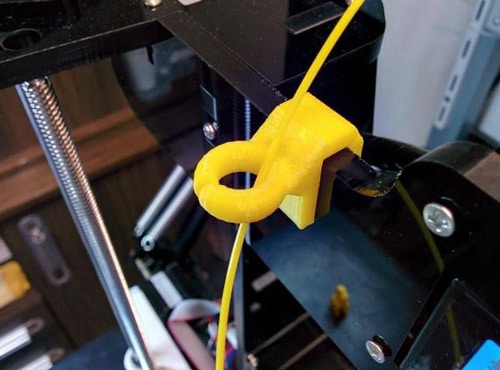
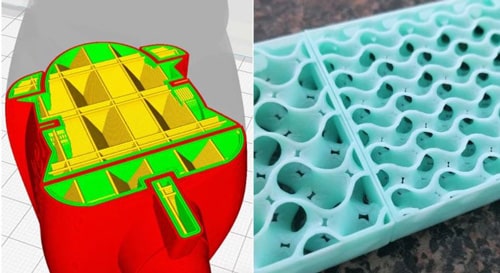
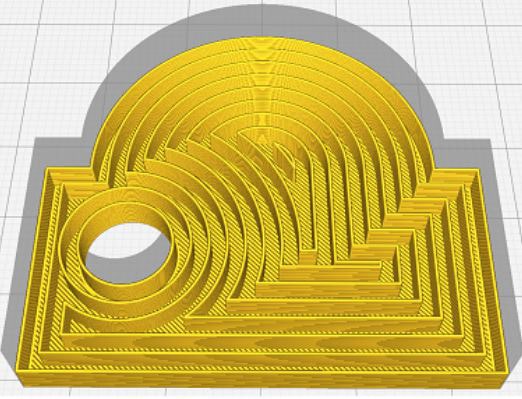
برای پرینت هایی که فشار کمی را باید تحمل کنند، مانند راهنمای فیلامنتی که در عکس می بینید، الگوی پرشوندگی با قدرت متوسط را باید به کار گرفت. الگوهایی مانند grid، triangles یا tri-hexagon مناسب ترین ها هستند. توجه داشته باشید که این الگوها زمان پرینت و مصرف فیلامنت را نسبت به الگوی Lines حدود 25 درصد افزایش می دهند.
- Grid: یک الگوی مشخص دو بعدی که مهمترین مزیت آن این است که به دلیل پیچیدگی کمتر نسبت به دو الگوی دیگر، به زمان کمتری نیاز دارد.
- Triangles: این الگو یک شبکه دو بعدی است که از مثلث ها ساخته شده و مزیت اصلی آن این است که وقتی نیرویی عمودی به سطح جسم وارد می شود، این الگو مقاومت بالایی از خود نشان می دهد. این pattern برای قطعات نازک مستطیل شکل نیز مناسب است زیرا در این اجسام تماس کمی بین دیواره ها برقرار است.
- Tri-Hexagons: این الگوی دو بعدی با استفاده از مثلث ها، شش ضلعی می سازد. یکی از برتریهای این الگو این است که شش ضلعی ها دارای شکلی موثر و کارامد هستند که باعث می شود الگویی قوی برای پرشوندگی باشند. به علاوه، شش ضلعی به وسیله خطوط کوتاه تری به اطراف متصل است و این باعث می شود در خنک شدن پرینت مشکلی پیش نیاید.
– پرینت سه بعدی کاربردی
ضریب پرشوندگی متداول: بیشتر از 50 درصد

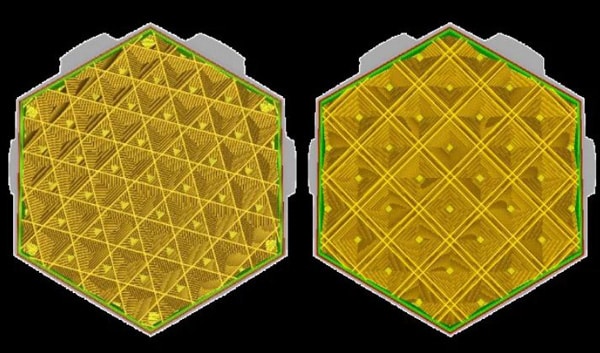
پرینتهای سه بعدی کاربردی مانند مدل موشکی که در تصویر می بینید، نیازمند قدرت بیشتری در وجهای مختلف هستند. گزینه های قدرتمند برای الگوی پرشوندگی عبارتند از Cubic، Cubic Subdivision، Quarter Cubic، Octet و Gyroid.
- Cubic: این یک الگوی سه بعدی از مکعبهای انباشته شده و کج است.
- Cubic Subdivision: در این الگوی مکعبی از متریال کمتری استفاده می شود.
- Octet: این الگو که با نام Tetrahedral (چهارضلعی) نیز شناخته می شود، از شکل های هرمی ساخته میشود.
- Quarter Cubic: این الگوی سه بعدی همانند الگوی Octet است با این تفاوت که نیمی از شکل هرم تغییر می کند.
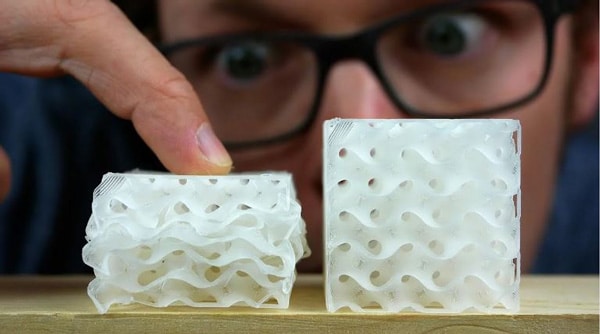
- Gyroid: این یک الگوی کاملا منحصر به فرد است که حالتی موجی شکل دارد. با این حال، در تمامی جهات دارای قدرت یکسانی است. بنابراین این الگو برای اجسامی مناسب است که از جهات مختلف تحت فشار قرار می گیرند.
نکته: به دلایل زیبایی شناسی، از برخی از این الگوها حتی برای اجسامی که نیاز به ضریب کم پرشوندگی دارند نیز استفاده میشود. برخی از سازندگان از تاثیر این الگوها در ظاهر اجسام بهره می برند.

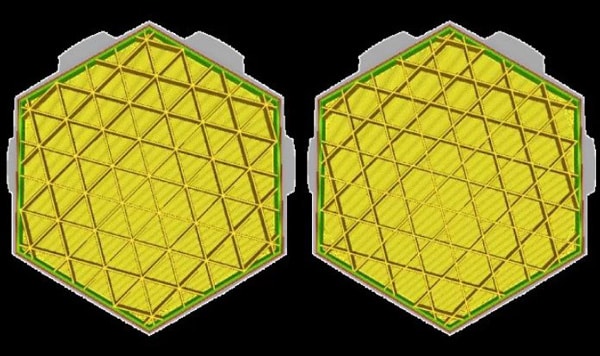
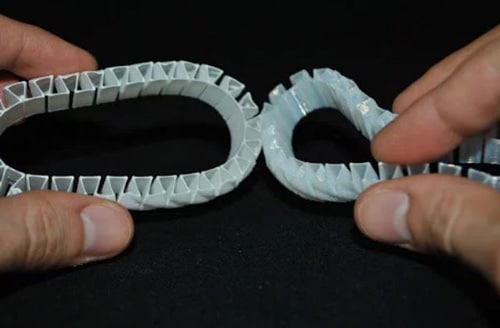
- مدلی که با هر فیلامنت غیر فلکسیبل نیز قابل پرینت بوده و خاصیت ارتجاعی دارد. مبحث infill در این مدل مهم است.
– متریال انعطاف پذیر یا Flexible
ضریب پرشوندگی متداول: 0 تا 100 درصد (بستگی به این دارد که می خواهید پرینت تا چه اندازه نرم و منعطف باشد)
برای فیلامنتهای انعطاف پذیر مانند Soft PLA، باید از الگوهای پرشوندگی استفاده شود که طبیعت منعطف پرینت حفظ شود. الگوهایی مانند Concentric، Cross و Cross 3D برای این گونه پرینتها مناسبند.
- Concentric: این الگوی دو بعدی به تقلید از شکل دیواره بیرونی، موج هایی را در داخل پرینت ایجاد می کند. این الگو شبیه به زمانی است که سنگی را داخل آب پرتاب می کنید و دایره هایی متحدالمرکز در سطح آب پدید می آیند.
- Cross: این یک الگوی دو بعدی دیگر است که شبکه ای که ایجاد می کند ظاهری شبیه به تعداد زیادی صلیب دارد. فضای خالی موجود بین صلیبها امکان خم شدن و پیچیدن را به جسم می دهد.

- Cross 3D: این الگوی سه بعدی شبیه به الگوی Cross است اما همانطور که پرینت پیش می رود، خطوط نیز به صورت شیب دار حرکت می کنند. نتیجه این که استحکام جسم پرینت شده کمی بیشتر می شود.
تنظیمات اضافی مبحث infill یا نوع تراکم داخلی اسلایسر Cura
یکی از تنظیماتی که اغلب نادیده گرفته می شود بخش Infill Line Direction (جهت خطوط پرشوندگی) است. این تنظیم به صورت پیش فرض روی 45 درجه قرار دارد؛ بنابراین موتورهای X و Y با هم کار میکنند تا پرشوندگی را در سریع ترین زمان ممکن انجام دهند.
با این وجود، شاید به صرفه تر این باشد که زاویه را تغییر دهید تا حداکثر قدرت یا انعطاف پذیری بیشتری را به پرینت بدهید.
یکی دیگر از تنظیماتی که معمولا از آن چشم پوشی می شود، بخش Gradual Infill (پرشوندگی تدریجی) است. این تنظیم باعث می شود که تراکم پرشوندگی در نزدیکی دیواره بیرونی بیشتر از بخش وسطی پرینت باشد. این کار نه تنها قدرت بالایی را به جسم پرینت شده می دهد بلکه در مصرف متریال و زمان نیز صرفه جویی می شود.
اگر پرشوندگی کافی نباشد، بستن سطح بالایی پرینت کار دشواری است زیرا پل زدن میان دو دیواره نیاز به خطوط داخلی پرشوندگی دارد. انجام پرشوندگی متراکم تر در کنار دیواره ها و سطح بالایی باعث می شود که سطح نهایی پرینت تمیز تر باشد.
امیدواریم این مقاله برای شما مفید واقع شود. لطفا سوالات و نظرات خود را در بخش کامنت مطرح کنید.