غلاف تمام فلزی؟!
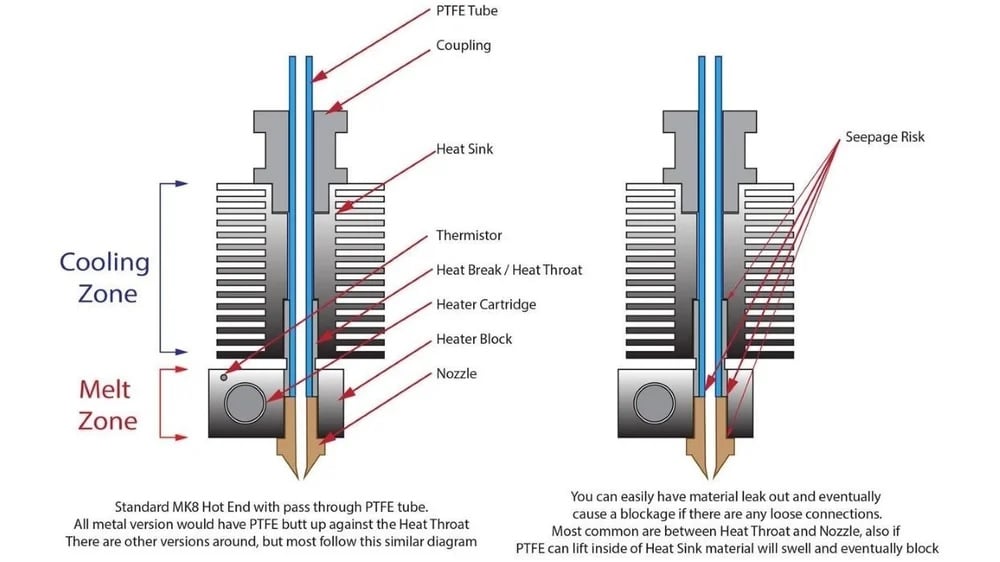
در یک هاتاِند استاندارد، یک لولۀ PTFE تا انتهای نازل و درون Heat Block کشیده شده است. از آنجا که این لولۀ PTFE پلاستیکی در دمای بیش از 250 درجۀ سانتیگراد شروع به خرابی و تجزیه می کند، با فیلامنتهای جدیدی مثل نایلون، پلی کربنات و شبه فلز قابلیت کار نخواهد داشت. از این گذشته، لولۀ PTFE بخارهای سمی منتشر می کند و در صورت استفادۀ طولانی مدت در دمای بالا، نیاز به تعویض و جایگزینی نیز خواهد داشت.
برعکس در اکسترودر تمام فلزی، لولۀ PTEF تا انتها کشیده نمی شود، بلکه در بالای بخش Hot Break قرار می گیرد. این امر به شما امکان میدهد که متریال های متفاوت و دمای بالا مانند نایلون، فیبر کربن و پلی کربنات را پرینت کنید. این نخستین و مهم ترین دلیل ارتقای هاتاند است.
| راهنمای انواع نازل هد و اکسترودر |
جمع بندی مزایا و معایب اکسترودر Hot-End Nozzle تمام فلزی
حالا که هات-اند تمام فلزی را شناختیم، بیایید در مورد شرایط استفاده آنرا روی یک چاپگر سه بعدی FDM بررسی کنیم.
مزایا:
- درجه حرارت بالاتر: دوباره تکرار میکنیم؛ اگر بخواهید با فیلامنت های متفاوت و غیراستاندارد (منظور ترموپلاستیکهای ابتکاری)، مانند آنهایی که در بالا ذکر شد، پرینت انجام دهید، هاتاند تمام فلزی بهترین گزینه خواهد بود زیرا این نوع هاتاندها اغلب به دمای چاپ بالاتری نیاز دارند.
- عدم نیاز به تعویض PTFE: وقتی از لولۀ PTFE برای چاپ فیلامنتهای PETG و ABS با دمای بالا استفاده کنید، به تدریج خراب می شود. اما اگر از هاتاند تمام فلزی بهره ببرید، به هیچ وجه نیازی به تعویض PTFE نخواهید داشت.
معایب:
- تنظیمات بازکشش (Retraction): اگر بازکششِ فیلامنتهای دمای بالا بیش از حد باشد، آنها به دیوارۀ Hot Break می چسبند و شروع به سوختن و جرم گیری میکنند. از این رو، هنگام شروع کار باید تنظیمات بازکشش را روی مقدار پایین تری قرار دهید (راهنمای مفهوم Retraction).
- برای شروع، مسافت بازکشش را تا 5-4 میلیمتر و سرعت را تا 45 میلیمتر در ثانیه پایین بیاورید. برای پیدا کردن بهترین تنظیمات نسبت به متریال و سخت افزارهای خود، حتماً تست آزمون و خطا انجام دهید.
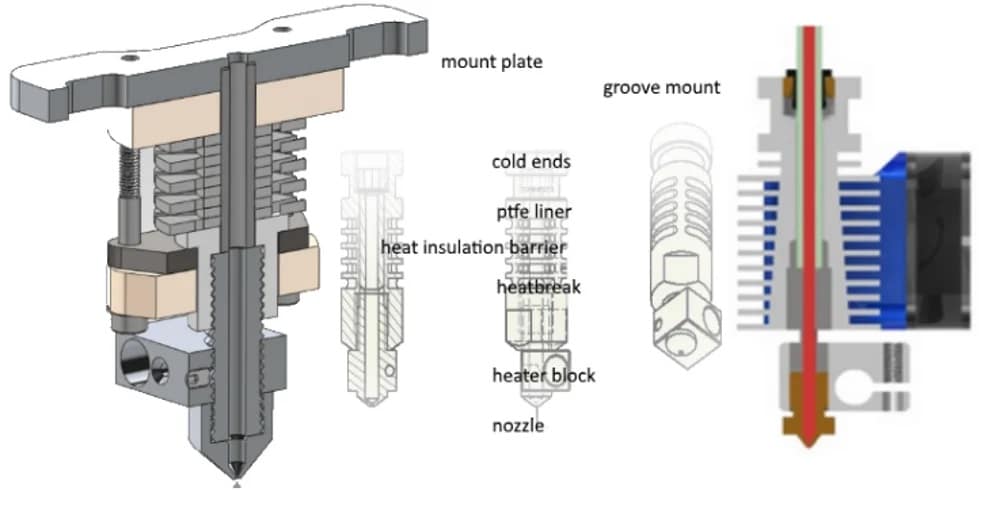
- گرفتگی: در Heatsink، متریال فیلامنت در حرارتهای بالا دچار اختلاف دمای شدید می شود. بخش Heat Break در غیاب لولۀ PTFE گرما را بسیار سریع تر هدایت می کند. در صورت بروز هرگونه انبساط حرارتی از Heat Break، امکان دارد که فیلامنت در خودِ Heat Break تا حدودی ذوب شود. آنگاه وقتی Heatsink در حال خنک شدن است، فیلامنتِ نیمه ذوب شده سفت می شود و در نتیجه گرفتگی ایجاد می کند (راهنمای رفع گرفتگی نازل).
- تنظیمات بازکشش نیز در کاهش امکان گرفتگی نقشی اساسی بازی می کنند.
- برای دستیابی به بهترین انتقال دما در هاتاند، لازم است که Heatsink به شکلی پیوسته و موثر خنک شود.
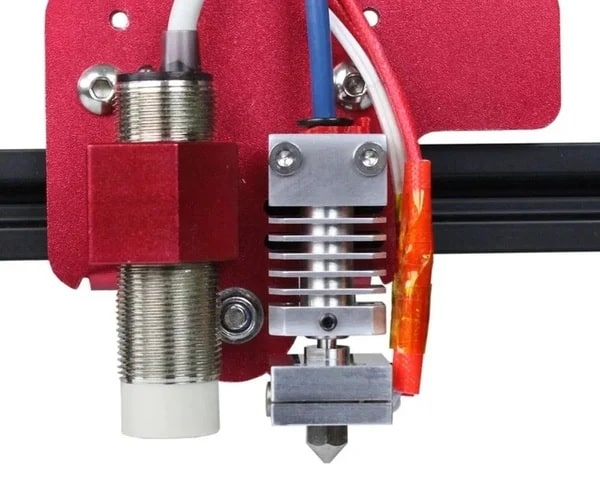
1. Micro Swiss All-Metal Hot End:
این مدل یکی از بهترین گزینه ها محسوب می شود. این مدل بدون نیاز به براکت یا پایۀ اضافی به راحتی چفت می شود. هاتاندِ Micro Swiss دارای Heat Break تیتانیوم است، که گرمای موجود را فقط در Heat Block نگه میدارد و نازلِ آن نیز شامل پوششِ ضدساییدگی است. شما میتوانید مواد سایندهای مانند فیبر کربن و فیلامنت های حاوی ذرات فلز را بدون نگرانی از ساییدگی نازل چاپ کنید.
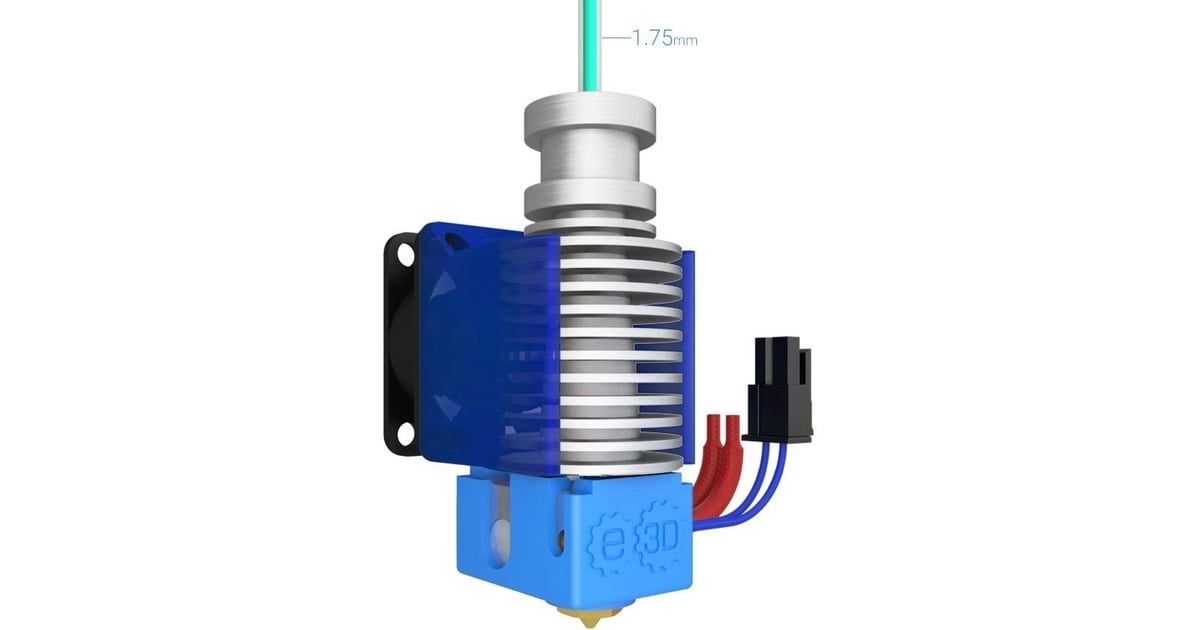
2. E3D V6:
این مدل، که بدون تردید کاربردی ترین و محبوب ترین طراحی موجود در بازار است، به خاطر قابلیت اطمینان و سازگاری با متریال های مختلف شهرت دارد. این مدل دارای Heat Break از جنس فولاد ضدزنگ است که PTFE را از Heat Block دور نگه می دارد. برای نصب آن بر روی Ender 3، به یک پایۀ کوچک نیاز است که باید چاپ سه بعدی شود، اما به غیر از این دیگر هیچ دردسری نخواهید داشت.

3. Mosquito Hot End هات اند نازل:
این مدل جدیدترین گزینۀ فهرست است. در این هاتاند، Heat Break از اجزای ساختاری جدا نگه داشته شده، که نتیجۀ آن عملکرد حرارتی بهتر و بهبود کیفیت چاپ است. این گزینه ای گران قیمت به شمار می رود، اما ارزش صرف هزینه را دارد.