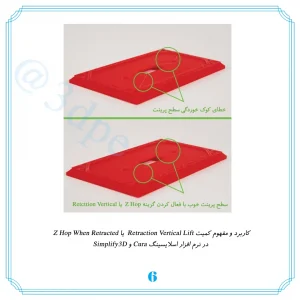
آموزش تنظیم بهترین حالت ضریب ریترکشن (بازکششی) اکسترودر پرینتر سه بعدی و جلوگیری از خطای oozing یا رشته ای شدن پرینت اطراف مدل) در نرم افزار اسلایسر.
کسانی که به تازگی یک چاپگر خریده و شروع به ساخت قطعات با آن میکنند، حتما با مشکل فیلامنت ریسمانی در بخشهایی از مدل مواجه میشوند.
در فناوری ساخت لایه افزایشی FDM با فرآیند نسبتا پیچیده اکسترود (جهش و خروج با فشار) متریالهای ترموپلاستیک مواجه هستیم و عوامل متنوعی نیز روی این امر تاثیرات جانبی دارند. با این حال راه حل رفع یک خطای موسوم به stringing چیز چندان پیچیده ای نیست.
توضیح بازکشش یا ریترکشن فیلامنت نازل در فرآیند پرینت سه بعدی
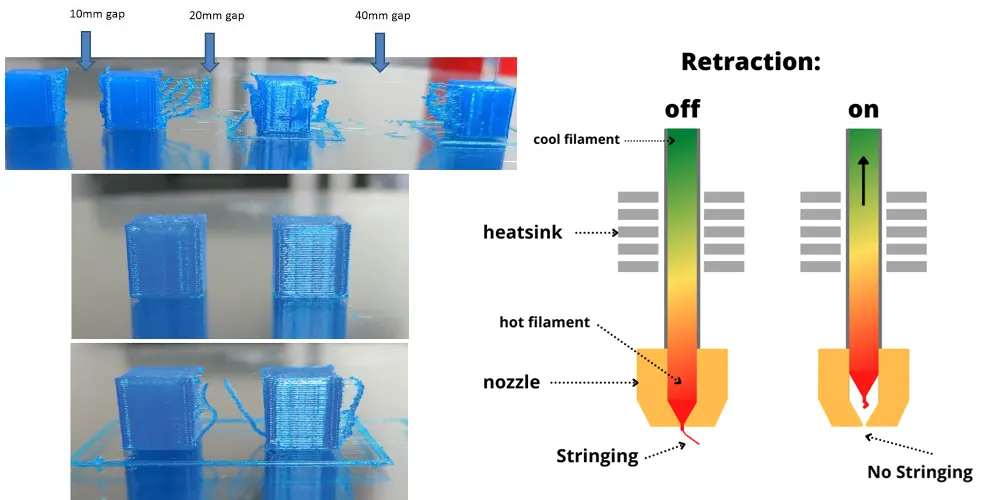
- تصور غلط: Retraction یعنی مکش دوباره فیلامنت ذوب شده به بخش hot end نازل، پس هر چه میزان ریترکشن بالاتر رود، خطای ریسمانی شدن یا oozing کمتر می شود.
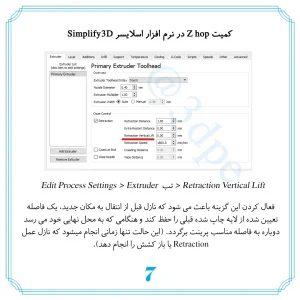
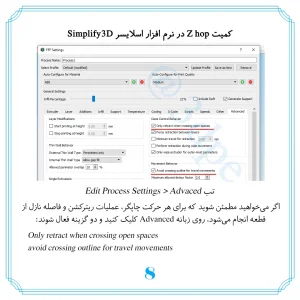
- واقعیت: وقتی فیلامنت در ناحیه melt zone نازل ذوب می گردد، نمی تواند بازمکش گردد. همچنین ریترکشن، فشار منفی ایجاد نمیکند. ناحیه Hot ends اکسترودر نیز وکیوم نیست؛ که اگر بود، فشار منفی آن سبب بازمکش فیلامنت مذاب و ده ها اختلال دیگر می شد. پس ریترکشن به میزان داخل شدن یا توقف تزریق رشته فیلامنت قبل از ورود به هات اند اکسترودر و ذوب شدن اشاره دارد.
درباره موم شمع کمی فکر کنید؛ فرض کنید یک استوانه مومی را درون یک محفظه موم مذاب فرو کنید، آیا میتوانید دوباره آنرا به همان حالت قبل بیرون بیاورید؟! البته که نه. در فرآیند پرینت نیز رشته فیلامنت جامد بالای فیلامنت مذاب، قادر به بازمکش این جریان حرارت دیده نیست.
گیج کننده است؟ اگر فرآیند ریترکشن، فیلامنت مذاب را در طول نازل بازکشش نمی کند، دقیقا چه کاری انجام میدهد؟
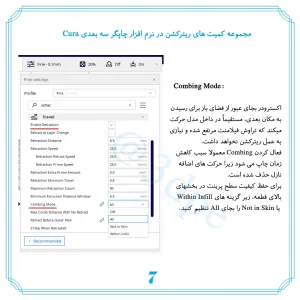
هدف از عملیات Retraction، دفع فشار جریان مذاب فیلامنت در هنگامی می باشد که نازل حرکت پرینت را متوقف کرده است (یعنی ایجاد مکث در ترزیق رشته فیلامنت).
-
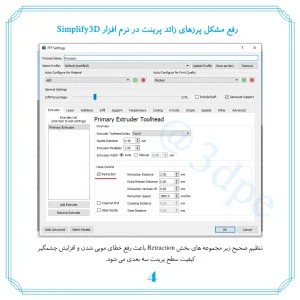
پیکربندی ریترکشن در نرم افزار اسلایسر پرینت سه بعدی
با کمی جستجو در اینترنت انبوهی از اطلاعات صحیح و غلط درباره ضریب ریترکشن فیلامنت قابل مشاهده است؛ فرضا برخی توصیه میکنند میزان حداقل ۱ و حداکثر ۲۰ میلیمتر در نظر گرفته شود، پس مقدار دقیق چقدر است؟
برخی چاپگرها با توجه به ساختار «هات اند» نازل، میزان retraction بیشتری می خواهند یا هر متریال فیلامنت، مقدار خاص خود را نیاز دارد. بنابراین گاهی اوقات، مقدار صحیح این ضریب بیشتر از ۲۰ یا کمتر از ۱ میلیمتر خواهد شد.
خطای ریسمانی شدن (رشته ای شدن) فیلامنت اطراف مدل به عوامل متعددی بستگی دارد ولی ما در این مقاله روی عامل ریترکشن تمرکز کرده ایم. اما فراموش نکنید که کالیبره بودن دقیق اکسترودر و پلیت پرینتر سه بعدی، بسیار مهم است. پس مطمئن شوید که دستگاه شما در بهترین شرایط تنظیم و ترازگذاری قرار دارد.
برای مشاهده تصاویر در ابعاد بزرگ راست کلیک کرده و open link in new tab را انتخاب کنید



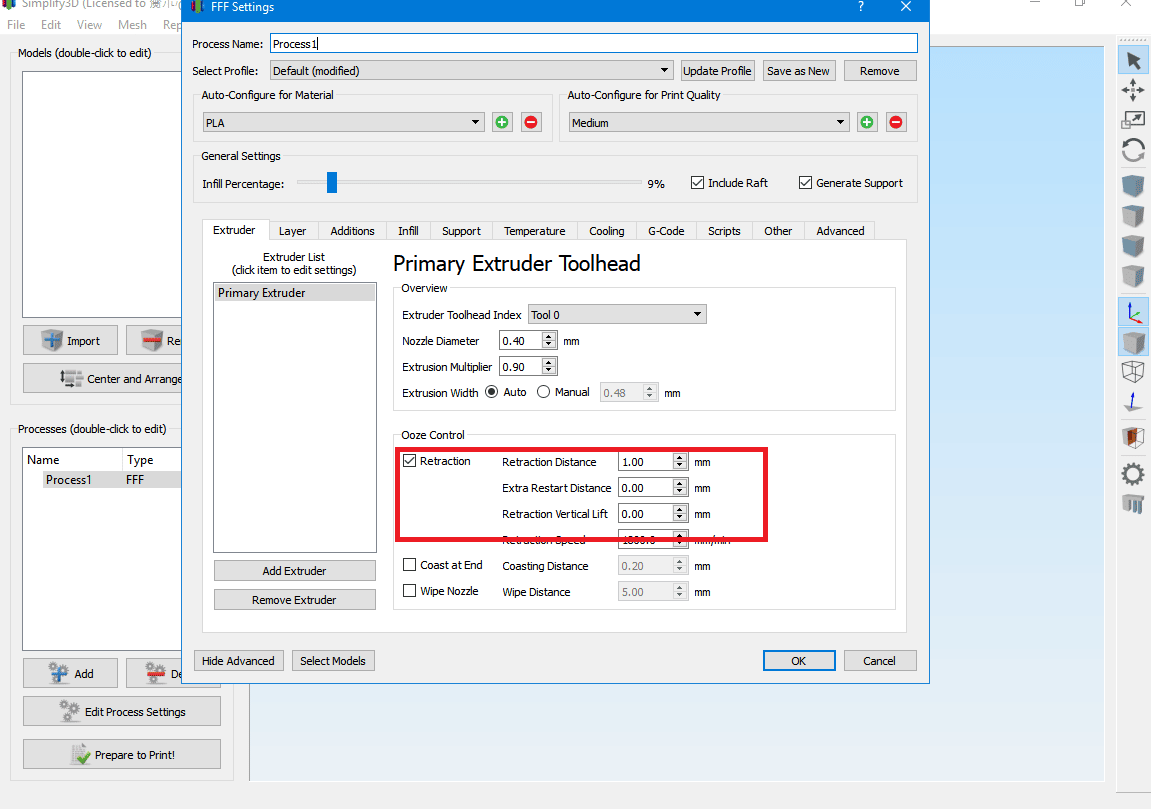
برای رفع خطای oozing یا رشته ای شدن فیلامنت با توجه به ریترکشن، در نرم افزار slicer عوامل زیر را در نظر می گیریم:
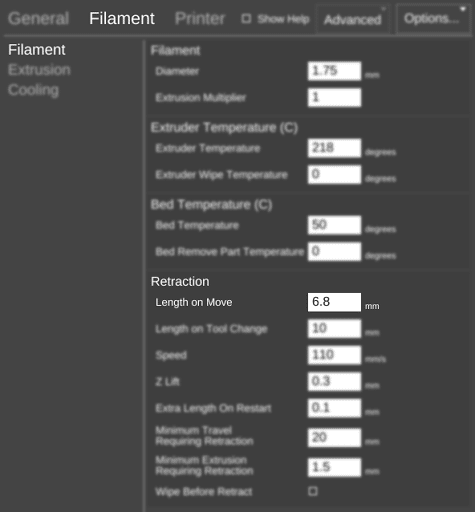
- Retraction: Length on Move یا طول حرکت
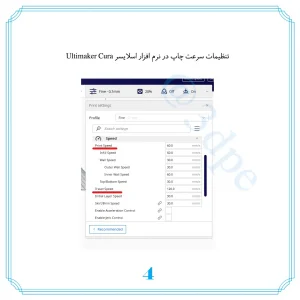
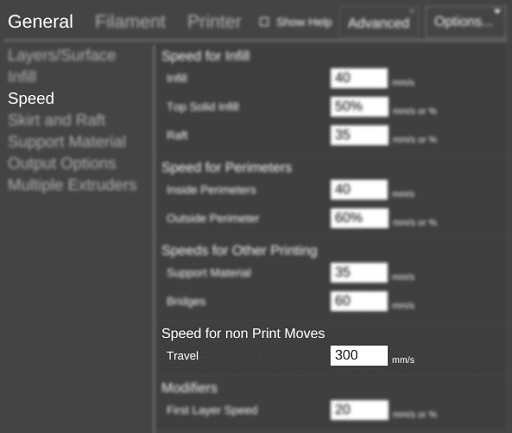
- Speed: Travel – speed for non-Print moves یا سرعت کورس یا گام برای مکث های نازل
همانطور که گفتیم عوامل دیگری نیز در oozing یا رشته ای شدن تاثیر دارند ولی دو عامل فوق مهمتر هستند.
در این مقاله به جهت نشان دادن شرایط مختلف خطای ریسمانی شدن فیلامنت و ضریب ریترکشن از یک مدل خاص استفاده می کنیم. فایل سه بعدی Retraction Cubes را دانلود کنید.
بیشتر بخوانید: ۵ نکته مهم هنگام کار با فیلامنت فلکسیبل پرینتر سه بعدی
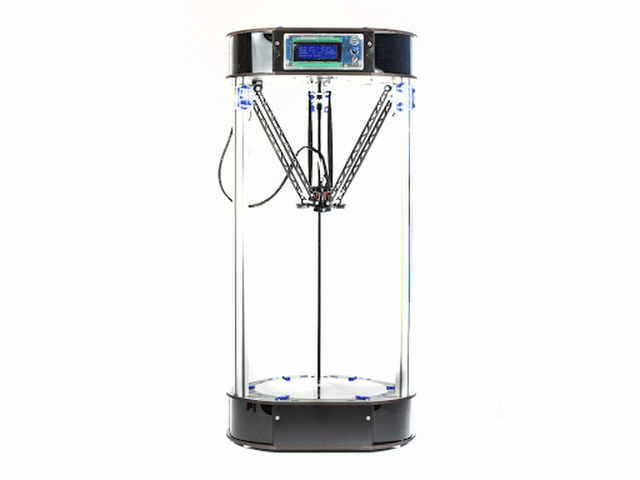
این فایل شامل مجموعه مکعبهای ۱۰ میلیمتری است که در فاصله های ۱۰ – ۲۰ و ۴۰ میلیمتر از هم قرار گرفته اند. در این آزمایش، از پرینتر سه بعدی دلتایی مدل SeeMeCNC Rostock MAX و فیلامنت PLA استفاده شد.
تنظیماتی که در تمام مراحل آزمایش، یکسان می باشد:
- Layer Height: 0.25mm
- Infill: 25% – Triangle
- Perimeters: 2
- Solid Top Layers: 2
- Solid Bottom Layers: 2
- Infill and Perimeter Speeds: 40mm/s
- استفاده از لایه اولSkirt
- مرحله اول تست پرینت:
در نرم افزار اسلایسر، میزان retraction برابر صفر و مقدار travel speed :non-print moves برابر ۴۰ میلیمتر بر ثانیه در نظر گرفته شد. با نگاه به عکس زیر متوجه میشوید که این تنظیم، بدترین شرایط خطایی ریسمانی شدن فیلامنت را موجب میشود.
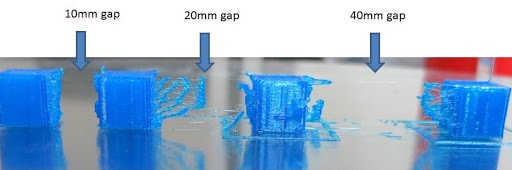
به عکس بالا دقت کنید؛ مکعبهای با فاصله ۲۰ تا ۴۰ mm میزان خطای بیشتری از مکعب ۱۰ mm دارند، چرا؟ چون فیلامنت زمان بیشتری برای رشته ای شدن از بخش hot end داشته است. اینجا به عامل مهم travel speed for non-print moves می رسیم؛ پس هر چه اکسترودر سریعتر به موقعیت بعدی پرینت برود، زمان کمتری برای oozing یا ریسمانی شدن فیلامنت باقی می ماند.
بنابراین در تست پرینت بعدی، این عامل را بهبود میدهیم. توجه کنید که چاپگرهای سه بعدی دراینباره محدودیتهای خاص خود را دارند ولی میانگین ۱۵۰-۲۵۰mm/s در اکثر دستگاهها پشتیبانی میشود.
- مرحله دوم تست پرینت:
دوباره پرینت را با شرایط جدید انجام دادیم. در عکس زیر نتیجه را در حالت retraction=0 و travel speed = 150mm/s مشاهده کنید.
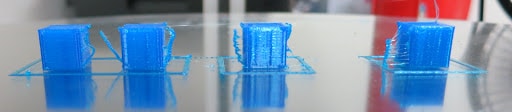
شرایط از مرحله قبل بهتر شده است ولی هنوز راضی کننده نیست. حالا بد نیست میزان retraction را بالا ببریم. هدف اینست که یک مقدار حداقل لازم برای این ضریب بررسی شود، چون میزان بیش از حد باعث خطاهای دیگری مثل jams, blobs و غیره میشود.
- مرحله سوم تست پرینت:
میزان ریترکشن برابر ۱ میلیمتر و travel speed را همان ۱۵۰ میلیمتر بر ثانیه (بدون تغییر) در نظر گرفتیم. عکس زیر نتیجه پرینت را نشان میدهد.
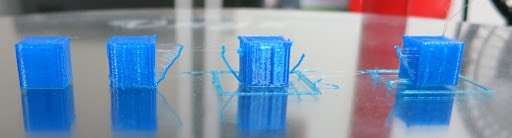
مشکل ریسمانی شدن فیلامنت کاهش چشمگیری داشته (مکعب با فاصله ۱۰ mm) ولی هنوز کامل برطرف نشده است. بنابراین باز هم کمیت ریترکشن را افزایش میدهیم.
- مرحله چهارم تست پرینت:
مقدار retraction برابر ۲ میلیمتر و سرعت گام همان مقدار ۱۵۰ mm/s باقی می ماند. نتیجه آزمایش در عکس زیر مشخص است؛ هیچ خطای رشته ای شدن بین مکعبها وجود ندارد.
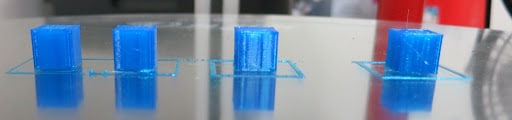
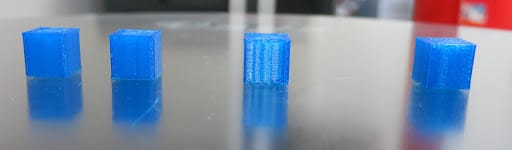
- مرحله پنجم تست پرینت:
برای آخرین بار، میزان ریترکشن را در نرم افزار اسلایسر افزایش میدهیم ( ۳ mm). ولی travel speed را بدون تغییر رها کنید. نتیجه کاملا راضی کننده است. هیچ خطایی در مکعبهای پرینت شده مشاهده نمی شود.
نتیجه گیری:
هنگام تغییر کمیتهای «ریترکشن» یا travel speed، بهتر است در هر مرحله، میزان آنرا یک درجه افزایش یا کاهش دهید. از این طریق، نتایج تغییر به خوبی قابل بررسی می باشد. به طور کلی، retraction با مقدار حداقل ۰٫۵ و حداکثر ۵ میلیمتر حالت ایده آل بوده (با توجه به متریال و ساختار چاپگر) و مقادیر خارج از این محدوده پیشنهاد نمی شود.