هنگام آماده سازی فایل سه بعدی برای چاپ در هر نرم افزار slicing پرینت سه بعدی، حتما با یکسری گزینه ها روبرو میشوید که ممکن است برای شما گیج کننده باشد، در این مقاله می خواهیم این اصطلاحات و موارد کاربردی که تاثیر زیادی در کیفیت چاپ دارند را به شما توضیح دهیم:
مهمترین مفاهیم پرینت سه بعدی در نرم افزار اسلایسر
Layer Height – Shell Thickness – Retraction – Bottom/Top Thickness – Fill Density – Fill Pattern – Print Speed – Printing (Nozzle) Temperature – Bed Temperature – Support Type – Platform Adhesion Type -Flow Percentage – Nozzle Size – Filament Diameter – G-code
-
مفهوم Layer Height یا ارتفاع لایه چاپ سه بعدی:
ارتفاع لایه گذاری یا رزولوشن یا Layer Height
از این گزینه برای تعیین ضخامت هر لایه استفاده میشود. ضریب کمتر تعداد لایه بیشتری را باعث خواهد شد، که کیفیت پرینت سه بعدی را نیز افزایش میدهد (در این حالت زمان چاپ و هزینه بالاست). حالت بالانس مناسب بین ۰٫۱۵ تا ۰٫۲ میلیمتر میباشد. در چاپ سه بعدی با کیفیت بسیار بالا احتمالا ویژگی Layer Height به میزان ۰٫۰۵ میلیمتر تنظیم میگردد، که البته زمان چاپ شدیدا افزایش می یابد. پیشنهاد میشود یک ارتفاع لایه با کمی ضخامت برای لایه رویین به کار ببرید تا چسبندگی چاپ افزایش یابد.
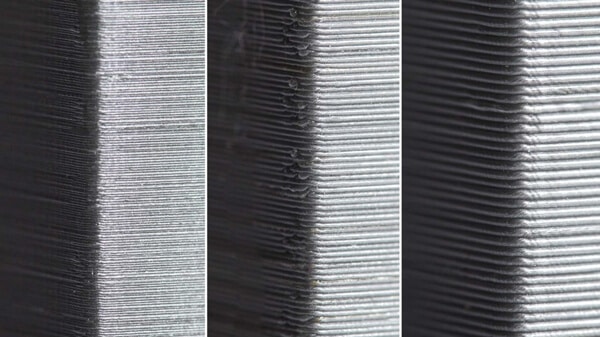
در عکس زیر تفاوت Layer Height را از چپ به راست (عالی به بد) مشاهده میکنید. هر چه به طرف راست میرویم، رگه شدن لایه ها بیشتر مشهود است:

-
مفهوم Shell Thickness یا ضخامت دیواره پرینت سه بعدی:
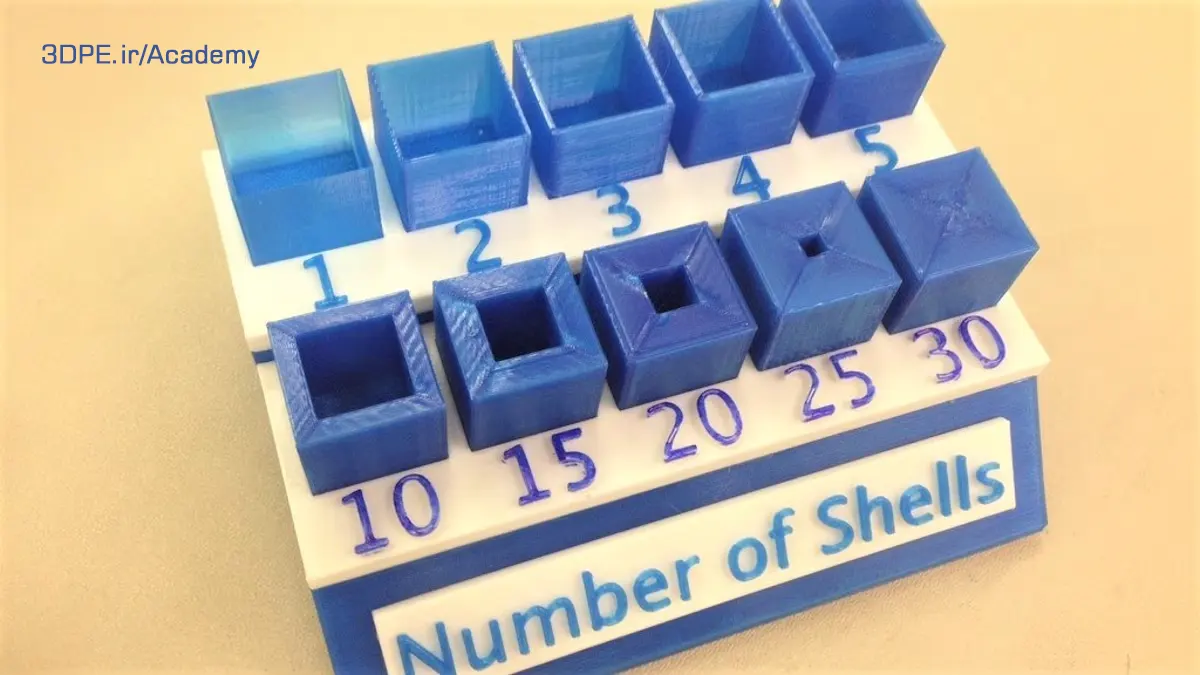
به معنی میزان ضخامت دیواره بیرونی مدل در حال چاپ میباشد. این ویژگی باید به میزان هوشمندانه ای تنظیم گردد، در غیر این صورت نمای بخش بیرونی مدل نامناسب خواهد شد. در حالت عادی، بسته به مدل سه بعدی، wall thicknesses بین ۲ تا ۴ قابل قبول است.
-
Retraction یا پس کشی نازل پرینتر سه بعدی:
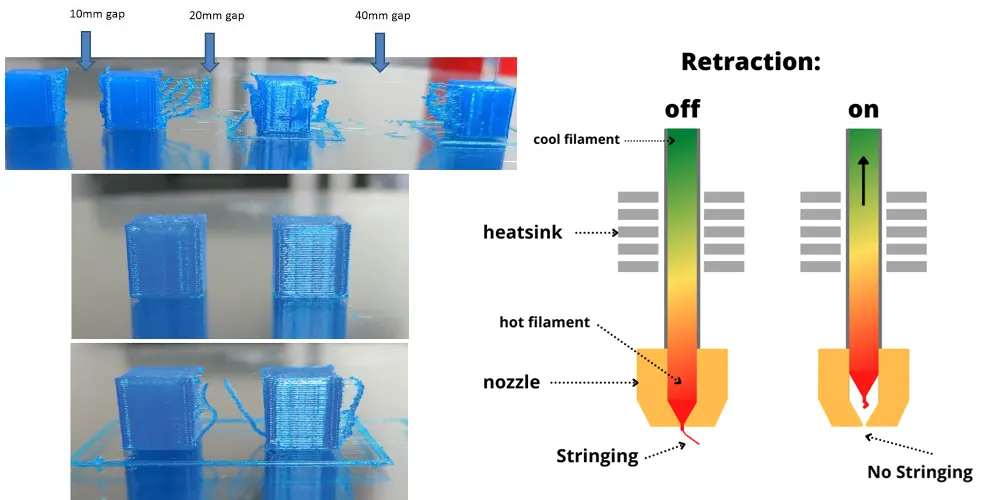
ریترکشن در پرینت سه بعدی چیست؟
ویژگی Retraction باعث میشود که چاپگر سه بعدی فرآیند تمیزتری هنگام پرینت، بواسطه عقب کشیدن جزیی جریان فیلامنت نازل داشته باشد (فرض کنید نازل نیاز به یک gap در حین چاپ داشته باشد). افراد مبتدی به سختی قادر هستند بهترین تنظیم را برای این گزینه پیدا کنند، پس پیشنهاد میشود حالت پیش فرض یا سفارش شده توسط سازنده دستگاه را باقی بگذارید.
-
مفهوم Bottom/Top Thickness پرینت سه بعدی:
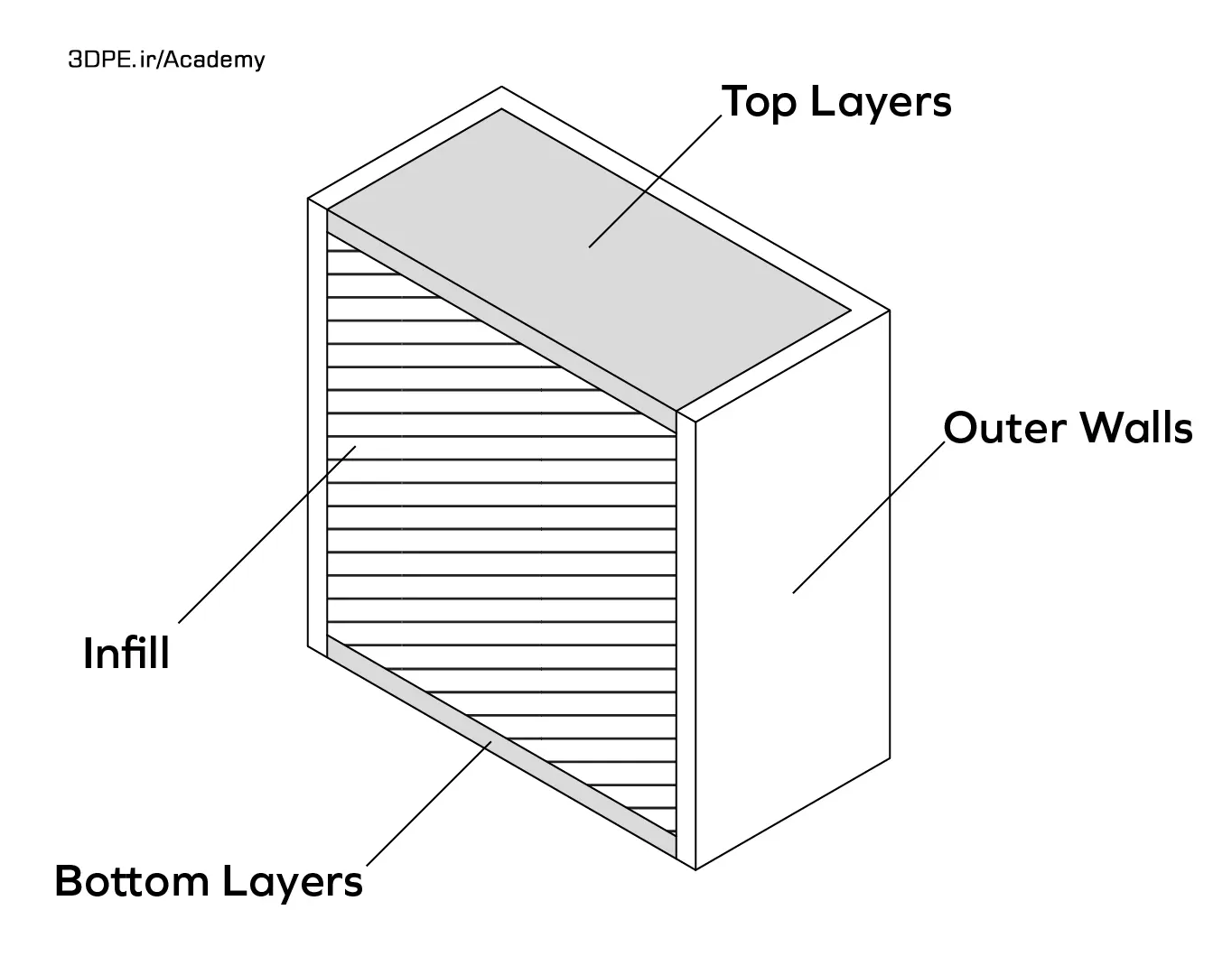
اشیایی که میخواهیم پرینت سه بعدی کنیم به ندرت به ۱۰۰ درصد جامدی (solid) در بخش داخلی نیاز دارند؛ این کار صرفه جویی زیادی در زمان و هزینه فیلامنت خواهد داشت. لایه بالایی و پایین هر مدل به حالت solid تکمیل میشود؛ پس میتوانید به دلخواه این ضریب را تعیین کنید. به طور معمول میزان ۶ لایه مناسب است، چون در ضریبهای کمتر از این مقدار ممکن است با خطای حبابی شدن یا توخالی شدگی (hollow – bubbling) در سطح این قسمتها مواجه شوید.
-
ویژگی infill (توپری) یا Fill Density:

ضریب «اینفیل» بصورت درصد تعریف میشود و به معنی میزان پرشدگی یا جامدسازی قسمت درونی مدل است. طراحان مدل سه بعدی معمولا این ویژگی را در طراحی به سلیقه خود تعریف میکنند و هنگام پرینت سه بعدی باید حتما آنرا بررسی و اندازه مناسب تعیین گردد؛ این امر بسته به فرم هندسی مدل، کاربری مدل (مکانیکی بودن با در معرض فشار قرار داشتن) متفاوت است. بنابراین در برخی قطعات، مقدار آنرا بالا در نظر بگیرید. در موارد معمول، میزان ۲۰ تا ۳۰ درصد برای Fill Density کاملا مناسب است.
-
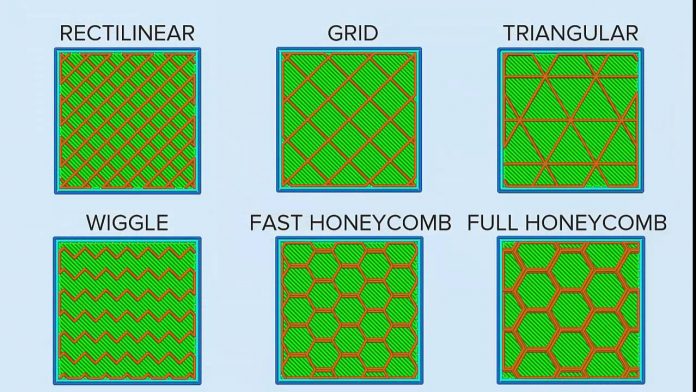
اصطلاح Fill Pattern یا الگوی بافت چاپ:
الگوهای پرشوندگی در پرینت سه بعدی >>
از این ویژگی برای تعیین الگوی بافت چاپ لایه های بخش درونی مدل استفاده میگردد. به طور معمول الگوی honeycomb کاربرد زیادی دارد. به صورت پیش فرض نیز در نرم افزارهای پرینتر سه بعدی نیز همین گزینه فعال است. در عکس زیر انواع الگوهای بافت بیرونی لایه داخلی مدل را مشاهده میکنید:
-
گزینه Print Speed در پرینتر سه بعدی:
سرعت چاپ پرینتر سه بعدی تا چه حد است؟
یکی از مهمترین ویژگیها در تنظیمات نرم افزار اسلایسینگ، تعیین میزان سرعت چاپ است. معمولا هر چه سرعت چاپ بالاتر برود، کیفیت چاپ کاهش خواهد یافت (پرینت سه بعدی با سرعت پایین، دقت چاپ بهتری را حاصل میکند هر چند همیشه چنین نیست). بنابراین یک درصد میانگین برای سرعت و کیفیت در نظر بگیرید. باز هم پیشنهاد میکنیم افراد مبتدی، تنظیمات پیش فرض سرعت چاپ را در نرم افزار تغییر ندهند. به طور مثال ضریب ۷۰ میلیمتر بر ثانیه سرعت چاپ نسبتا بالایی است و میزان ۴۰ میلیمتر بر ثانیه جز سرعتهای پایین بوده و زمان چاپ افزایش میبابد، گرچه کیفیت چاپ بالاتر و خطای کمتری خواهید داشت.
-
گزینه Printing Temperature یا دمای اکسترودر پرینتر سه بعدی:
دمای نازل حین چاپ، یک بخش دیگر در نرم افزار است که تاثیر بسیار زیادی در روند چاپ قطعه شما خواهد گذاشت، پس باید کاملا صحیح تنظیم گردد. به خاطر وجود متریالهای متفاوت و تنوع عوامل موثر، کمی پیچیده نیز هست! فرضا با توجه به سازنده پرینتر سه بعدی و نوع فیلامنت دمای زیر را در نظر بگیرید:
فیلامنت PLA با دمای پرینت ۲۱۰ درجه و فیلامنت ABS با دمای پرینت ۲۳۰ درجه
اگر دمای چاپ را خیلی زیاد تنظیم کنید، مدل شما اصطلاحا شل و ول یا نرم به نظر خواهد رسید یا سوخته شده و انواع خطاهای چاپ اتفاق می افتد. در صورت نیاز، دما را به میزان هر ۵ درجه کاهش یا افزایش دهید.
-
گزینه Bed Temperature در چاپگر سه بعدی:
اکثر پرینترهای سه بعدی مجهز به بستر گرم شونده هستند، این ویژگی در چاپ فیلامنتهای حساس به دما مثل ABS و PETG به کمک شما خواهد آمد، البته اگر درست تنظیم شود. معمولا فیلامنت ABS نیاز به بستر گرم شونده و چسب بستر حین چاپ دارد. با توجه به دستور العمل دستگاه و متریال خریداری شده، این قسمت را تنظیم کنید. به طور معمول، تنظیمات پیش فرض نرم افزار اسلایس (دمای ۷۰ درجه) مناسب است.
علت استفاده از بستر گرم شونده، اطمینان از چسبیدن لایه کف به پلیت ساخت و گرم ماندن آن است. در غیر این صورت، لایه کف از بستر جداشده و باعث خطای لایه های رویین در حال چاپ نیز می گردد (خطای wraping پرینت سه بعدی).
-
کالیبره یا تراز بودن بستر چاپگر سه بعدی:
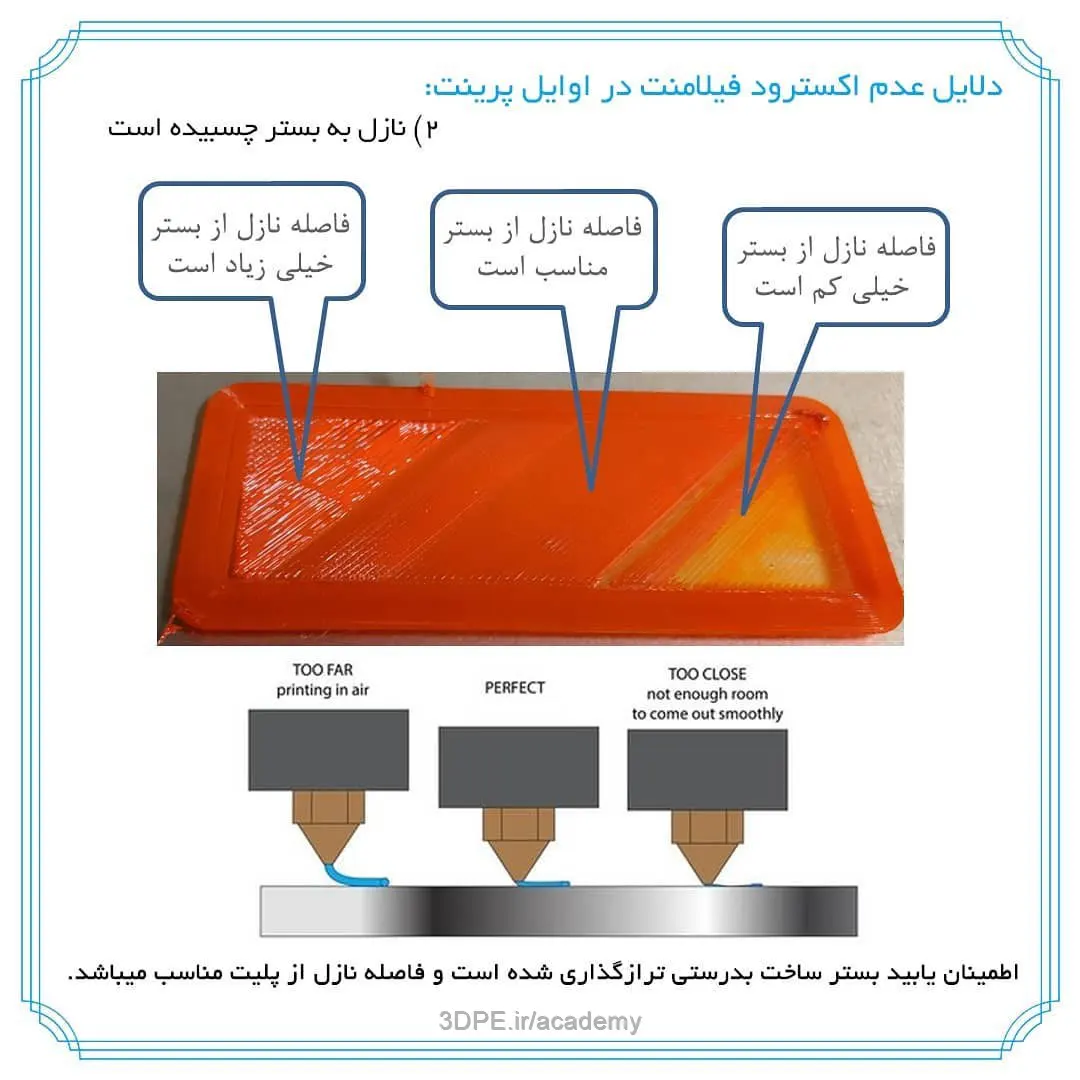
اگر برای به تازگی پرینتر سه بعدی خود را تحویل گرفته اید و به اتاقتان آورده اید. اولین کاری که باید بکنید اطمینان از تراز بودن بستر ساخت است. بنابراین قبل از شروع پرینت با شرکت سازنداه راجع به نحوه کالیبراسیون دستگاه مشورت کنید. بی توجهی به این امر سبب خطای پرینت سه بعدی میشود.
-
Support Type یا انواع ساختار نگهدارنده در پرینت سه بعدی:
تنظیمات ساپورت در نرم افزار Simplify3D
ساپورت، ساختاری است که به صورت خودکار توسط نرم افزار اسلایس برای مدلهایی با فرم هندسی پیچیده که دارای بخشهای معلق هستند، به کار میرود. ساپورت ابتدا در زیر بخشهای آویزان (overhang) ساخته شده و سپس بافت این قسمتها تکمیل میشود.
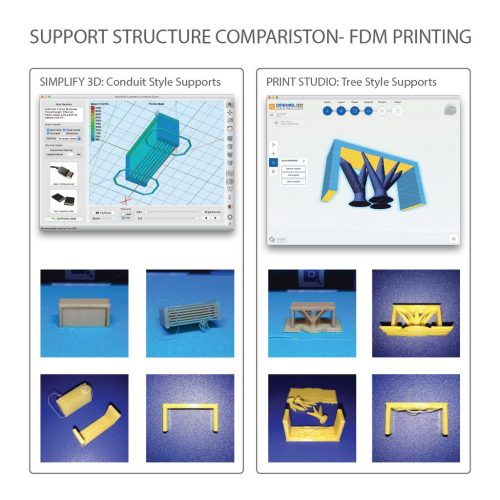
به طور کلی دو نوع ساختار ساپورت گذاری مرسوم است: درختی مرسوم در فناوری چاپ استریولیتوگرافی (متریال رزین) و ستونی رایج در فناوری FDM (متریال فیلامنت). اگر از نرم افزار Cura استفاده می کنید خبر خوش این است که در آخرین ورژنT هر دو نوع ساپورت ستونی و درختی (tree) قابل انتخاب است.
بیشتر بخوانید: مقایسه ساختار ساپورت بر اساس فناوری پرینت سه بعدی
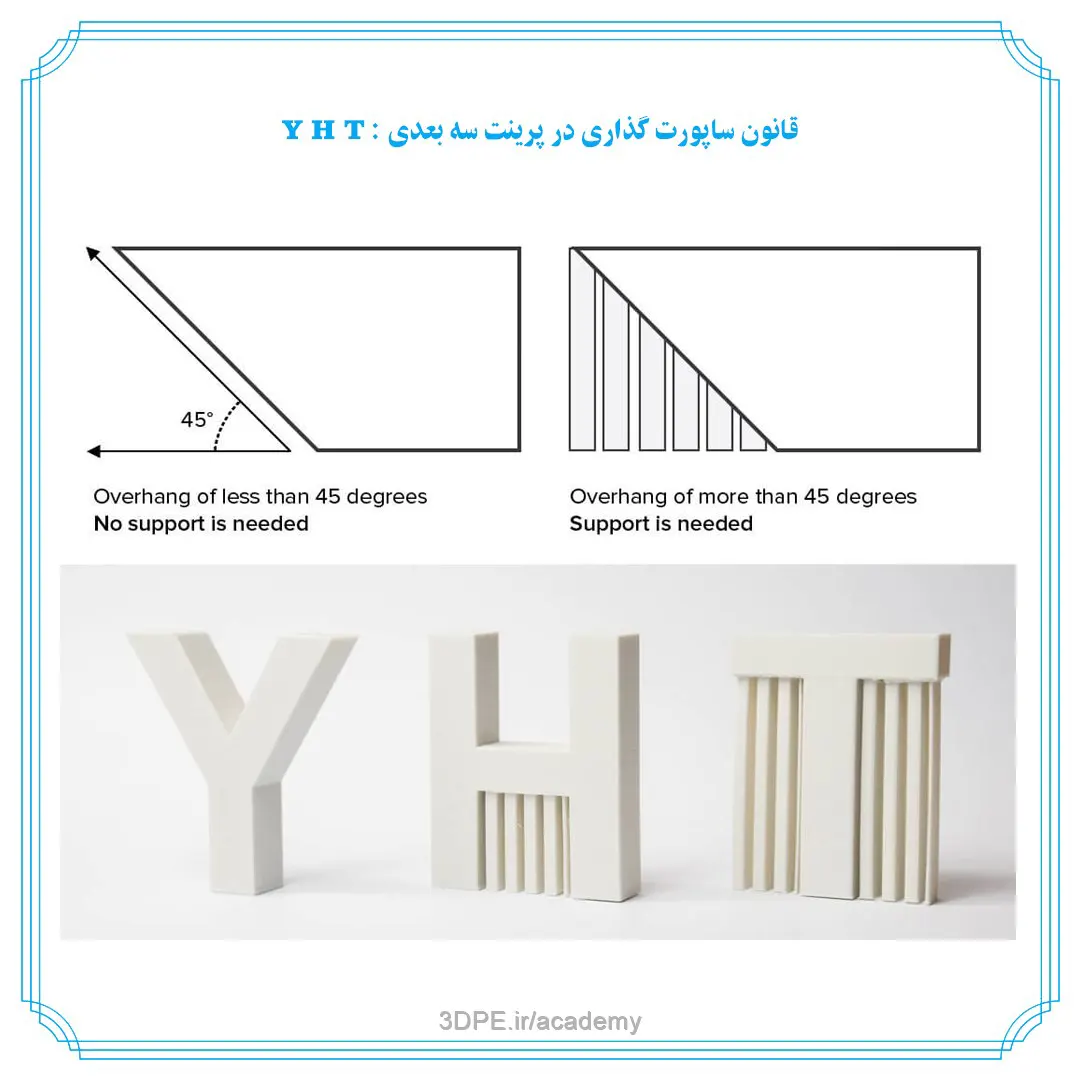
توجه کنید که همیشه نیاز به تنظیم کردن ساپورت ندارید و برای مدلهای خاص و پیچیده کاربرد دارد، اگر مدل سه بعدی دارای ساختاری با زوایای بیش از ۴۵ درجه باشد، استفاده از ساپورت الزام آور است. در غیر این صورت این بخشها حین چاپ بدون تکمیل، فرو میریزد.
ساختار ساپورت پس از اتمام فرآیند چاپ، به راحتی از بافت اصلی مدل جدا میشود، هر چند ممکن است نشانه هایی ریز را روی سطح باقی بگذارد.
بیشتر بخوانید: خطای آویزان شدن مدل پرینت سه بعدی
نکته: ساپورت در پرینت سه بعدی، عملکردی شبیه داربست را در معماری یا مهندسی عمران بازی میکند. عکس زیر این مفهوم را نشان میدهد:
-
مفهوم Platform Adhesion Type در چاپ سه بعدی:
در فرآیند پرینت سه بعدی دو نوع ساختار مرسوم «چسبندگی کف» وجود دارد: لایه Raft و لایه Brim. این دو لایه برای اطمینان از چسبندگی لایه اول چاپ در مدل به کار میروند.
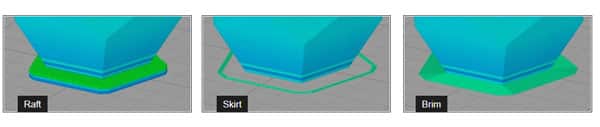
ساختار Raft قبل از شروع چاپ لایه اولیه مدل، تکمیل شده و کل مدل روی این ساختار تکمیل میشود. بدین ترتیب خطاهای سطح بستر پرینت ایجاد نخواهد شد. البته در همه مدلهای چاپی نیازی به لایه RAFT ندارید، حتی برخی پرینترهای سه بعدی پیشرفته نیز مشکل چسبندگی سطح را حل کرده اند. ساختار Raft همچون ساپورت، ممکن است در کف مدل آثار خود را بر جای بگذارد.
بیشتر بخوانید: لایه Skirt و Brim در چاپ سه بعدی چیست؟
لایه Brim همچنان در فرآیند پرینت سه بعدی، کاربرد داشته و اغلب استفاده میگردد. ساختاری است که همچون یک دامن زیر مدل را در برگرفته و سطح کار را افزایش میدهد. این ساختار در جلوگیری از خطای wraping بسیار موثر است. در این ساختار، layer hight حداکثر به میزان ۲ میباشد.
-
ویژگی Flow Percentage یا درصد مکش فیلامنت در پرینتر سه بعدی:
به میزان مکش یا جریان یافتن فیلامنت ذوب شده (فشار یا سرعت خروج فیلامنت از سر نازل) بر حسب درصد میگویند. در اکثر نرم افزارهای اسلایسینگ این گزینه بنام Extrusion Multiplier یا Flow rate قابل مشاهده و تنظیم میباشد (مثلا در نرم افزار Simplify3d در تب Extruder). به طور معمول این میزان باید در حدود ۱۰۰ درصد یا ۰٫۹ (حالت پیش فرض یا اتوماتیک اسلایسرها) باقی بماند. البته گاهی در برخی از مدلهای هندسی خاص یا فیلامنتهای غیرمعمول مثلا منعطف یا TPU Flexible … نیاز دارید که مقدار این پارامتر کاهش یا افزایش یابد تا اکستروژن دچار خطاهای موسوم به Under-extrusion و over-extrusion نگردد.
-
مفهوم Nozzle Size یا قطر نازل در چاپگرهای سه بعدی:

انواع نازل و اکسترودر پرینتر سه بعدی
در اغلب پرینترهای سه بعدی، نازل (قسمتی که فیلامنت مذاب از آن خارج میشود و لایه را میسازد) با قطر سوراخ ۰٫۴ میلیمتر ساخته میشود. هر چه قطر مجرای نازل کمتر باشد، دقت چاپ بالاتر خواهد رفت (عامل سرعت را فراموش نکنید). امروزه نازل با قطر ۰٫۳ میلیمتر در حال همه گیر شدن است.
نکته ۱: قطر نازل در حالت معمول چندان مهم نیست و عامل اصلی تنظیم صحیح نرم افزار اسلایسر با توجه به نازل نصب شده روی پرینتر سه بعدی شماست.
نکته ۲: اگر تازه کار هستید و از تنظیمات نرم افزار اسلایسینگ خود بی اطلاع هستید، کافیست نام نرم افزار را به همراه جمله “Printer model slicer settings” در گوگل جستجو کنید.
بیشتر بخوانید: آموزش تعویض نازل پرینتر سه بعدی
-
Filament Diameter یا قطر رشته فیلامنت:
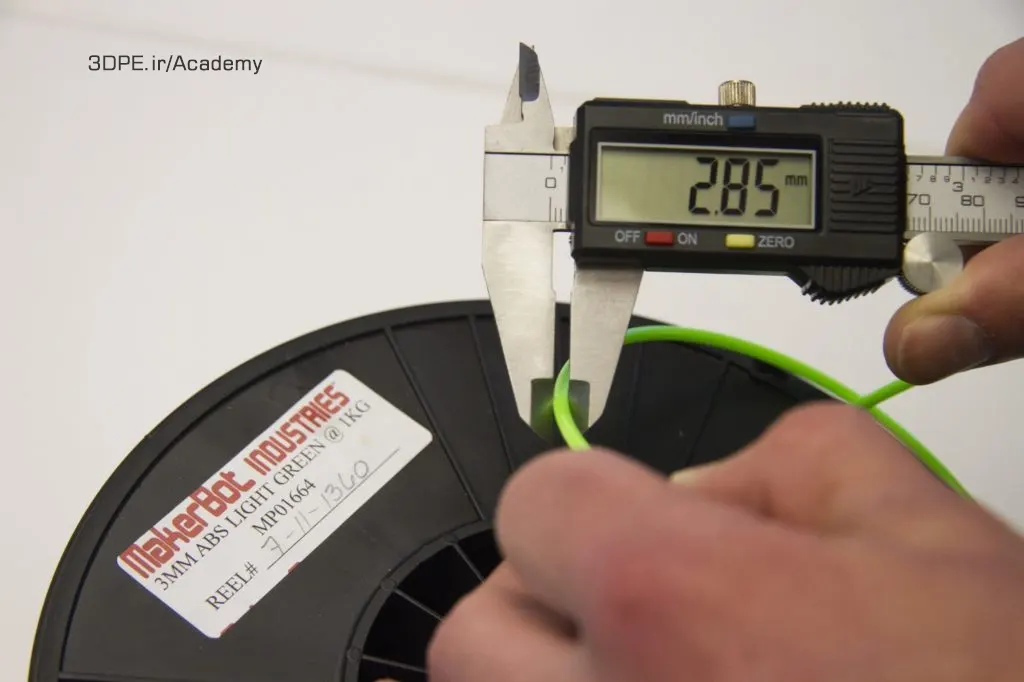
فیلامنت متریال مورد استفاده در پرینتر سه بعدی با فناوری Fused Deposition Modeling: FDM یا Fused Filament Fabrication: FFF با ترجمه فارسی «مدلسازی لایه گذاری ذوب شونده» است. هر رول فیلامنت به وزن یک تا سه کیلوگرم بوده و رشته های پلاستیک (همچون ماکارونی) به دور این رول پیچیده میشود. این رشته در نازل قرار گرفته و ذوب شده، خارج گردیده تا لایه مدل را بسازد.
سازندگان پرینتر سه بعدی دو نوع فیلامنت را به فروش میرسانند:
- قطر ۱٫۷۵ میلیمتر
- ۲٫۷۵ تا ۳ میلیمتر
در ایران و اغلب کشورها، فیلامنت با قطر رشته ۱٫۷۵ میلیمتر مرسوم است. نوع ۳ میلیمتری در چاپگرهای برندهای خاص مثل Ultimaker به کار میرود.
بیشتر بخوانید: مقایسه میکربات رپلیکیتور با آلتی میکر
کاربران حرفه ای پرینتر سه بعدی اعتقاد دارند که فیلامنت با قطر ۱٫۷۵ راحتتر گرمادهی میشود. توجه کنید که یک پرینتر سه بعدی FDM هر چقدر هم که پیشرفته باشد، فقط با یک مدل از قطر فیلامنت طراحی و ساخته شده است.
با توجه به ساختار سخت افزاری پرینتر سه بعدی، باید فیلامنت مناسب را بخرید و در نرم افزار اسلایسینگ تنظیمات را به درستی تعیین کنید.
-
فرمت فایل G-Code پرینتر سه بعدی:
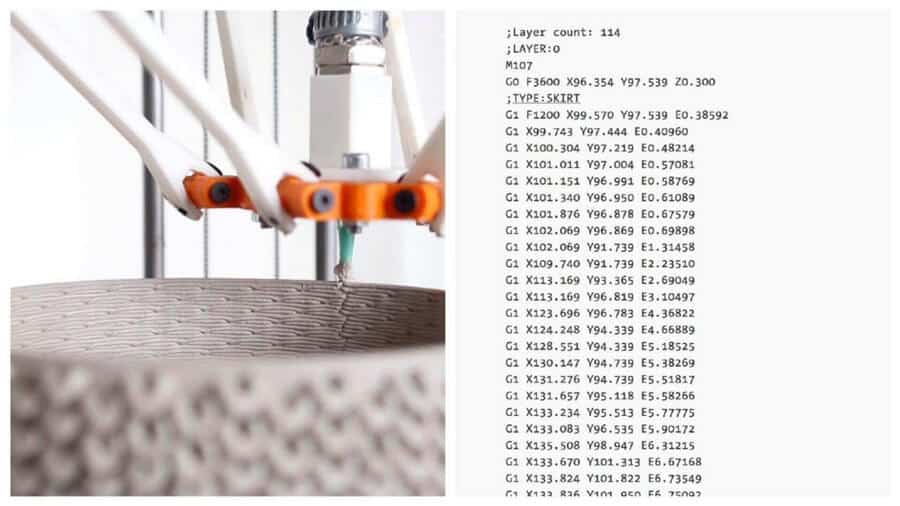
تمام گزینه هایی که در بالا توضیح دادیم و در نرم افزار اسلایسر تنظیم میکنید، برای این است که در آخر یک فایل با فرمت «جی کد» از نرم افزار، خروجی گرفته شده و مستقیما در پرینتر سه بعدی، فرآیند چاپ شروع گردد.
این فرمت تمامی ساختار هندسی مدل و تنظیمات را به صورت کدهای دستوری خطی (دستورالعمل) درآورده تا توسط پردازشگر چاپگر سه بعدی قابل خوانش باشد. فرمت G-Code گام نهایی در فرآیند چاپ است.
در انتها چند نکته مهم را هنگام نهایی کردن فایل پرینت۳بعدی در نظر بگیرید:
- اگر پرینتر سه بعدی مستقیما در نرم افزار تعریف شده و اصطلاحا آنلاین باشد، فایل جی کد، بدون نیاز به دخیره در SD Card یا درایور USB به چاپگر۳بعدی فرستاده شده و فرایند چاپ شروع میشود. در این نوع اتصال آنلاین هرگز کامپیوتر نباید ریست شود یا هنگ کند در غیر اینصورت، پرینت نیز متوقف میشود.
- چاپگرهایی با درگاه USB خطای کمتری را حین پردازش فایل «جی کد» نسبت به SD Card بروز میدهند.
- نام فایل GCode باید به انگلیسی با ساختاری منظم که یادآور نوع فایل شما در آینده یا بین انبوهی از دیگر فایلها در کارت حافظه، هنگام انتخاب برای چاپ، باشد.
- قبل از خروجی گرفتن فرمت G-Code در نرم افزار Slicing، امکان پیش نمایش چاپ، زمان و مقدار فیلامنت مصرفی به صورت تقریبی وجود دارد. موارد را با دقت مشاهده کنید تا از خطا جلوگیری شود.
- هنگام انتقال فایل جی کد به کارت حافظه، چند ثانیه صبر کنید و سپس آنرا از درگاه سیستم خارج کنید. زیرا هر چه فایل جی کد حجیم تر باشد حتی پس از نمایش پیغام موفقیت ارسال نیز ممکن است هنوز سیستم درگیر انتقال اجزای مانده فایلها باشد. در صورت عدم دقت، ممکن است چاپ شما در اواسط کار بطور ناگهانی قطع شود.