برخلاف پرینترهای سه بعدی فیلامنتی، که اغلب از یک نازل ۰٫۴ میلیمتر استفاده میکنند (البته قطر نازل از ۰٫۲ تا ۰٫۸ متغیر است)، اندازۀ نقطۀ لیزری که در چاپگرهای سه بعدی رزین SLA استفاده میشود کیفیت آنرا تعیین میکند. نتیجه؟ این یعنی، روان ترین و دقیق ترین پرینتر سه بعدی که تا به حال دیده اید.
۱- پیشزمینه ترفندهای پرینت سه بعدی رزینی

« استریولیتوگرافی یا SLA » قدیمی ترین و همچنان یکی از دقیقترین تکنیکهای تولید افزایشی (برای قطعات کوچک و بسیار ظریف) است.
چاپگرهای۳بعدی قدیمی SLA دارای یک بستر ساخت بودند که در مخزن فتوپلیمر مایع فرو میرفت. یک لیزر UV، با تمرکز روی سطح رزین هر لایه را ترسیم می کرد و مایع را به صورت جامد پرداخت می کرد. حین ساخته شدن لایه ها، بستر ساخت پایین می آمد و یک تیغه رزین جدید را روی لایۀ قبلی پخش می کرد تا لایۀ بعدی ترسیم شود.
یکی از معایب اینگونه بستر ساخت قدیمی پرینتر این است که حجم رزین موجود در مخزن باید همیشه کمی بیشتر از حداکثر حجم ساخت باشد؛ بنابراین، حتی برای چاپهای کوچک هم به مقدار زیادی resin نیاز است.
اکثر پرینترهای سه بعدی SLA جدید که با مایعات رزین کار می کنند، برعکس پرینترهای قدیمی هستند؛ آنها با چاپ «وارونه» ، مشکل مخزن بزرگ را حل کردند: لیزر از قسمت پایین مخزن، که کف آن شفاف است، هدایت می شود و بستر ساخت به صورت لایه به لایه به سمت بالا حرکت می کند. این امر باعث می شود که با حجم کمی رزین در مخزن بتوان چاپ سه بعدی را انجام داد.
در این مطلب نکات مهم پرینت سه بعدی رزینی، ویژۀ مدلهای معکوس (آخرین تکنیک استاندارد) را برای شما آوردهایم.
۱- مدلسازی سه بعدی برای چاپ SLA
راهنمای جامعی در سایت 3D Hubs (آی پی اینترنت ایران در این سایت تحریم است و به فیلترشکن نیاز دارید) این دستورالعملها را برای طراحی سه بعدی قطعات مخصوص پرینت SLA توصیه می کند:
-
دیواره های ساپورت شده (یعنی دیواره هایی که از هر دو سو به ساختاری متصل هستند) باید حداقل ۰٫۴ میلیمتر ضخامت داشته باشند.
-
دیواره های بدون ساپورت باید حداقل ۶ میلیمتر ضخامت داشته باشند و در پایه پُر شوند.
-
اگر بدون ساپورت پرینت می کنید، تمام برآمدگی های بدون ساپورت باید طولشان کمتر از ۱ میلیمتر و حداقل ۱۹ درجه از سطح فاصله داشته باشد.
-
جزئیات برجسته (از جمله متن نوشتاری) باید حداقل ۰٫۱ میلیمتر بالاتر از سطح محیط باشد.
-
جزئیات حکاکی شده (از جمه متن نوشتاری) باید حداقل ۰٫۴ میلیمتر عرض و ۰٫۴ میلیمتر عمق داشته باشند.
-
در هنگام پل زنی (bridging)، پلهای عریض را کوتاه تر از پل های باریک طراحی کنید.
-
سوراخ ها باید حداقل ۰٫۵ میلیمتر قطر داشته باشند.
-
بین بخش های متحرک ۰٫۵ میلیمتر فاصله بگذارید.
-
میزان ۰٫۲ میلیمتر فاصله برای اتصالات مونتاژی در نظر بگیرید.
-
میزان ۰٫۱ میلیمتر فاصلۀ برای یک چفت کننده در نظر بگیرید.
۲- پرینتر سه بعدی رزینی خود را آماده کنید
دقیقاً همانند پرینت سه بعدی FDM، تنظیم بستر ساخت در فرایند SLA نیز حیاتی است. از آنجا که پرینت SLA وضوح بالاتری از FDM دارد، حتی کوچکترین انحرافی باعث جدایی مدل از بستر می شود.
علاوه بر این، حواستان باشد که مخزن رزین و خود رزین تمیز و قابل مصرف باشند و در دمای مناسب مناسب نگهداری شوند (طبق توصیههای شرکت سازنده رزین).
۳- مدل سه بعدی را آماده کنید
اسلایس (بُرش) مدل در پرینت سه بعدی رزینی با فرایند اسلایس در پرینت FDM متفاوت است. شباهت آنها در این است که معمولاً برای صرفه جویی در مصرف متریال و زمان، از ضریب پرشوندگی ۱۰۰ درصد صرف نظر می شود؛ با این وجود، الگوی پرشوندگی Honeycomb که معمولاً در FDM استفاده میشود، برای پرینت سه بعدی رزینی مناسب نیست.
مشکل این است که رزین مایع اضافی عموماً در بخش های توخالی گیر می افتد. بنابراین، برای جلوگیری از ایجاد مشکل در پرینت، این رزین ها باید پس از پرینت تخلیه شوند. شما باید این کارها را پیش از اسلایس کردن مدل به صورت دستی انجام دهید، مگر این که نرم افزار اسلایسر شما قادر به انجام کارهای زیر باشد:
-
اگر مدل شما چند ایراد غیرمجاز دارد، باید اول آن را تعمیر کنید (برای مثال، مدل هایی که بخش هایی از آنها ضخامت ندارند یا دارای سطوح داخلی هستند یا لبه ها و رئوس جدا شده دارند.) متاسفانه، چنین مدل هایی به وفور در سایتهای دانلود رایگان مدل سه بعدی همانند وبسایت محبوب Thingiverse.com و دیگر سایت های مشابه یافت میشود؛ مثلا مدل Medieval Castle در Thingiverse اینگونه است. اسلایسرهایی مانند Cura معمولاً چنین مدلهایی را بدون مشکل مدیریت می کنند اما دیگراسلایسرهای معروف به مشکل برخورد می کنند. در این موارد، ابتدا باید مدل ها را به وسیلۀ Netfabb یا MakePrintable و سرویس هایی مشابه تعمیر کرد (مقاله آموزش تعمیر فایل سه بعدی STL ).
-
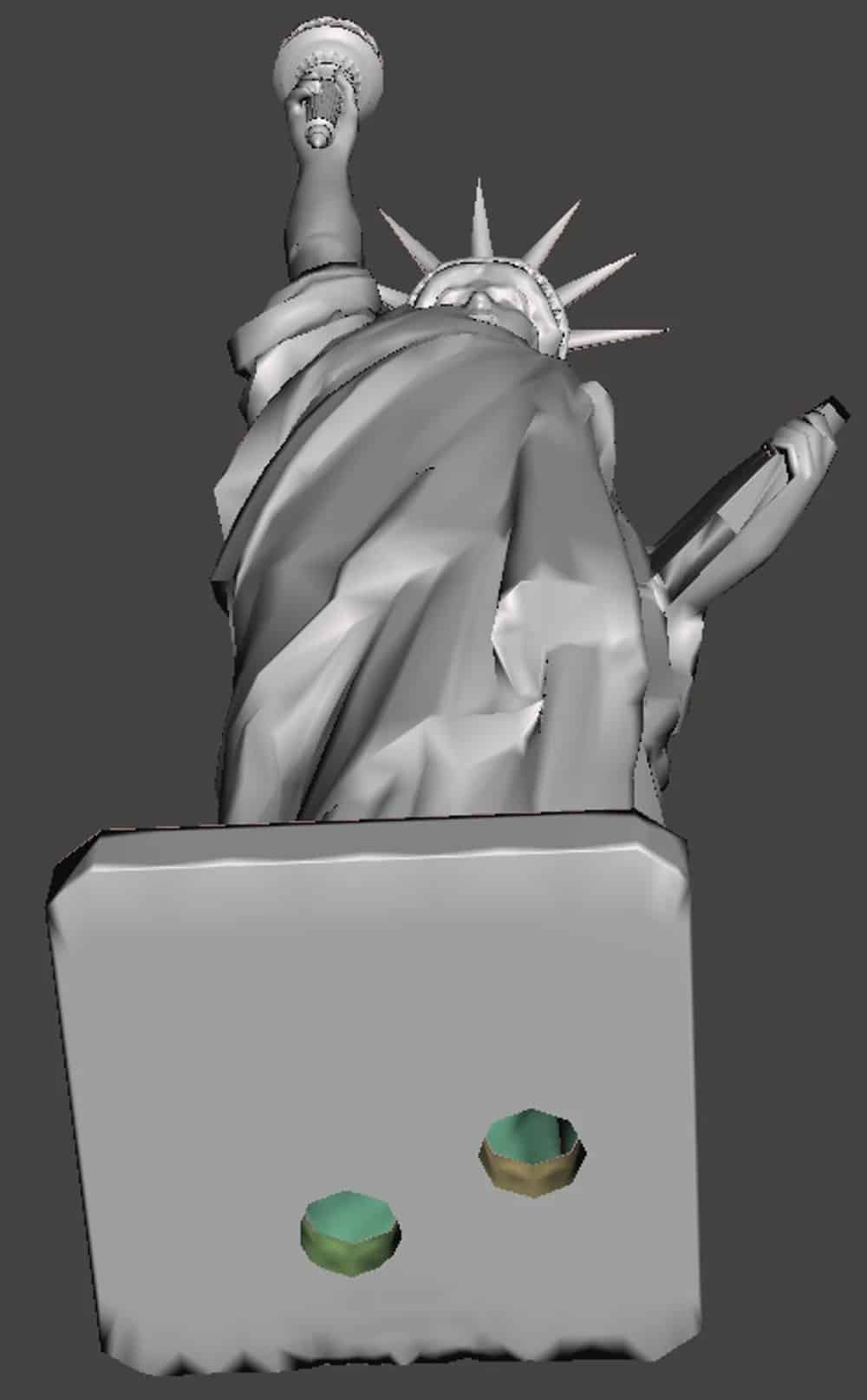
اگر مدل شامل بخش های جامد بزرگی (منظور توپر بودن) می باشد، با استفاده از Autodesk Meshmixer (رایگان برای ویندوز و Mac) آن را خالی کنید و سوراخ های تخلیه برای عبور رزین اضافه در انتهای آن ایجاد کنید. استاندارد مناسب برای این امر ایجاد دو سوراخ است که هر کدام شعاع ۱٫۵ میلیمتری داشته باشند. حواستان باشد که پیش از خالی کردن مدل، اندازۀ آن را به سایز دلخواه تغییر دهید. در غیر این صورت، ممکن است دیوارها ضخیم تر یا نازک تر از آنچه در نظر گرفته اید، شوند.
-
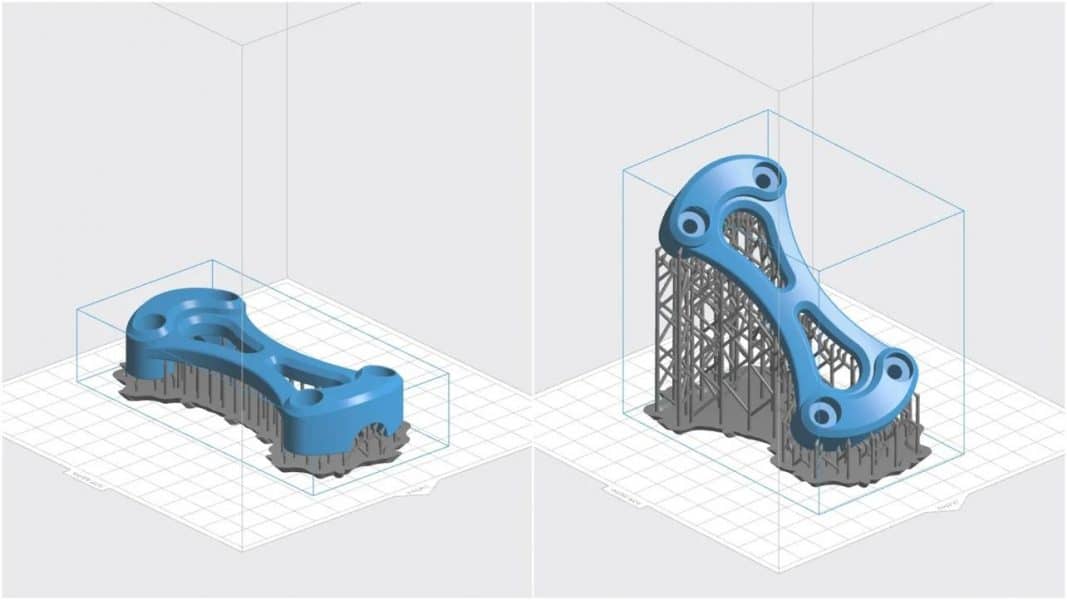
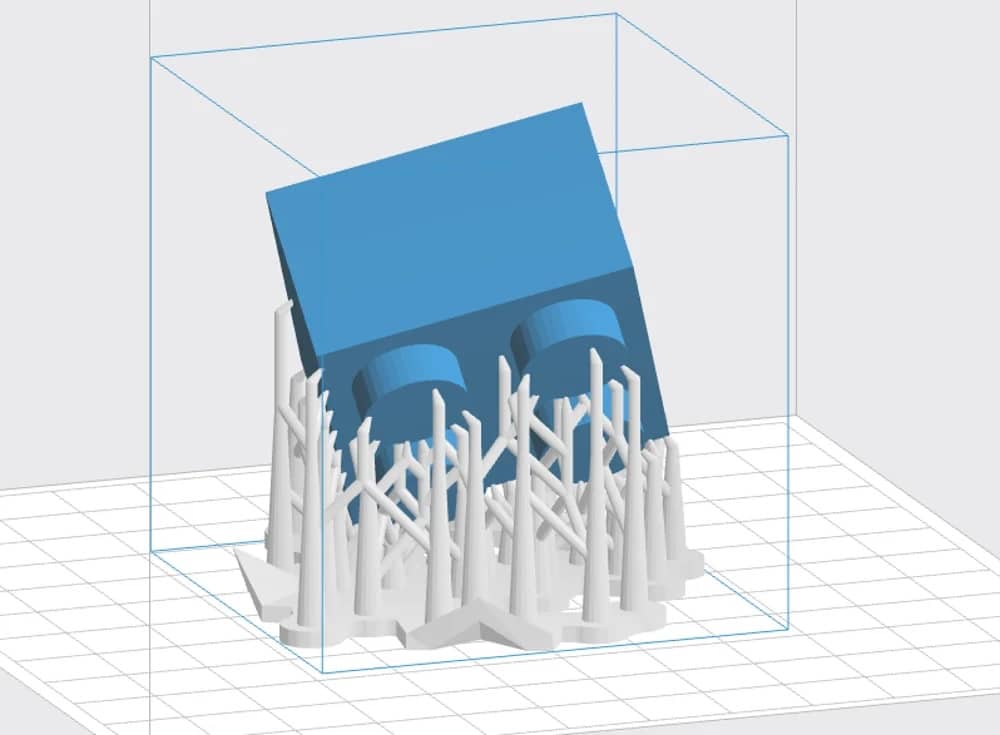
مقالۀ سایت ۳D Hubs همچنین توصیه می کند که جهت دهی (orienting) را به منظور حداقل رساندن مقطعهای بزرگ در محور Z انجام دهید. این کار باعث می شود که پوسته شدن لایه ها در زمان بالا رفتن بستر برای شروع لایۀ جدید کمتر شود. توجه داشته باشید که چرخاندن مدل برای دستیابی به جهت مناسب ممکن است نیازمند ساپورت باشد که اگر قطعه موازی با بستر قرار داشته باشد چنین ضرورتی وجود نخواهد داشت.
۴- جدا کردن حرفه ای و تمیز کردن پرینت

هنگام جدا کردن و تمیز کردن مدل از دستکش نیتریل برای محافظت از دستان خود استفاده کنید. برای جدا کردن مدل از بستر، تیغ موکتبری شماره ۱۷ و ۱۸ بهتر از کاردک عمل می کند اما برای جلوگیری از تراشیدن مدل باید خیلی آرام کار کنید. می توانید اجازه دهید که رزین اضافی (از جمله رزین داخل بخش های توخالی) درون مخزن تخلیه شود. کندن رزین های اضافی از روی بستر ساخت به وسیلۀ ابزار پلاستیکی شیشه پاککن قابل انجام است.

مدل را در الکل ایزوپیل بشویید. اگر مدل توخالی است و سوراخ های تخلیه دارد، اجازه دهید الکل تا حدودی مدل را پر کند، سوراخ های تخلیه را بپوشانید و سپس مدل را به آرامی تکان دهید تا داخل آن شسته شود. هرچه بیشتر مدل را در الکل بگذارید، اصطلاحا کُندتر و کدرتر خواهد شد، بنابراین بهتر است زمان شتسشو را کوتاه کنید و هرگز بیش از ۱۰ دقیقه این کار را انجام ندهید. میتوانید مدل را در الکل بگذارید و به وسیلۀ مسواک، رزین های اضافی را تمیز کنید و سپس اجازه دهید مدل تخلیه شود.
اگر به دنبال یک راه حل برای شستشوی پیشرفته هستید، ممکن است یک همزن مغناطیسی به کار شما بیاید. این ابزار از یک میدان مغناطیسی چرخنده استفاده می کند تا باعث شود که کپسول های مغناطیسی در الکل ایزوپروپیل غوطهور شوند و با هم زدن الکل قطعه را تمیز میکند.
این روش شستشو با دستگاه Formlabs Form Wash برابری می کند، به غیر از این که تایمر ندارد و قطعه به صورت خودکار از الکل بیرون می آید.
اگر برای تعیین زمان از بین رفتن محلول الکل ایزوپروپیل و نیاز به جایگزینی آن کمک میخواهید، می توانید غلظت رزین را با استفاده از یک چگالی سنج مخصوص اندازه بگیرید. (این کار برای محلول های الکل اایزوپروپیل تا ۹۳ درصد کارایی دارد.) انجام این اندازه گیری در استوانه های پلاستیکی درجه دار بسیار راحت است. در اینجا می توانید صفحه ای را ببینید که چگالی مربوط به غلظت های مختلف رزین در الکل ایزوپروپیل را نشان می دهد.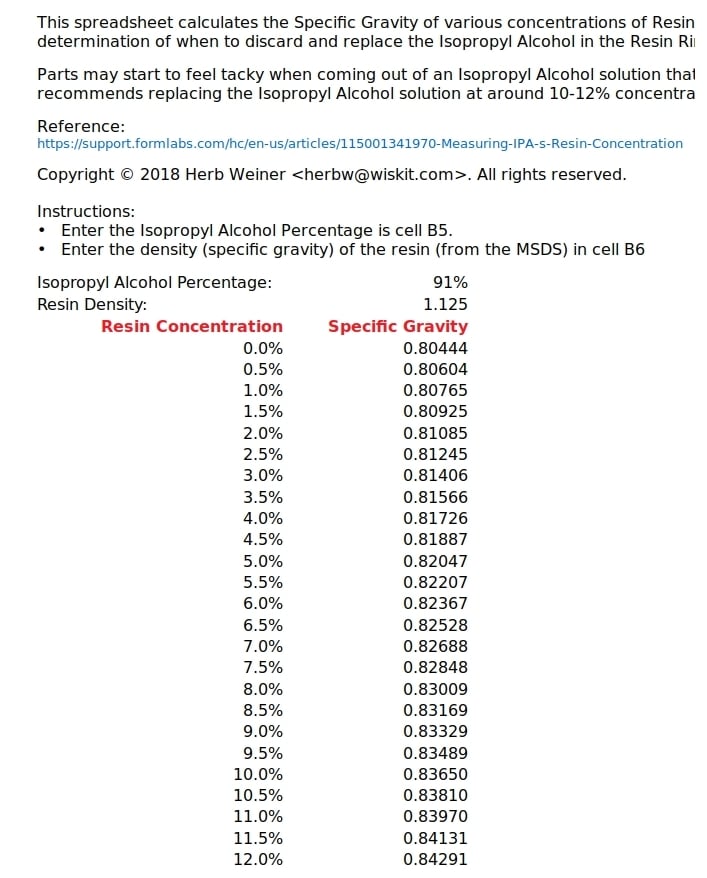
مقاله مرتبط: آموزش پرینت سه بعدی رزینی
اگر از ساپورت استفاده کرده اید، آنها را پس از شستشو حذف کنید. می توانید از دو انبردست کوچک برای این کار استفاده کنید.
۵- پرداختکاری درست پرینت رزینی

برای دستیابی به بهترین کیفیت، باید پرینت را پس از خشک شدن با استفاده از نور UV 450-nm پرداخت کرد. روشهای تجاری مانند Formlabs Form Cure و XYZprinting UV Cure Chamber وجود دارد اما شما می توانید با هزینۀ بسیار کمتری محفظۀ پرداخت خود را بسازید. در اینجا چند نمونه را می بینید:

- UV curing station for SLA printers (ایستگاه پرداخت UV برای پرینترهای SLA)
- DLP UV cure box (دانلود مدل سه بعدی قابل پرینت جعبۀ پرداخت UV برای فرایند DLP که از سایت Thingiverse برداشته ایم.)
- Curing chamber for resin print (دانلود مدل سه بعدی قابل پرینت محفظۀ پرداخت برای چاپگرهای رزینی که از سایت Thingiverse برداشته ایم.)

۳dpe.ir/shop/product/best-dental-and-orthodontics-3d-models
در اینجا مقاله را به پایان میبریم، امیدواریم مطالب آن برای شما کاربردی باشد. لطفاً نظرات یا تجربیات خود درباره چاپ سه بعدی رزینی را در کامنتینگ مطرح کنید.