افرادی که به تازگی اقدام به خرید چاپگر سه بعدی متریال پلاستیک از شرکتهای ایرانی میکنند، اغلب دچار درک نادرستی از پارامترهای 3D Print هستند و این امر باعث میشود که به اشتباه فکر کنند دستگاه آنها کیفیت لازم را ندارد. در حالی که مشکل تنها در تنظیمات نادرست نرم افزاری است. ما در این مقاله پارامترها و مفاهیم چاپ سه بعدی و نحوه تنظیم صحیح را توضیح میدهیم.
نحوه تنظیم گزینه های نرم افزار اسلایسر (Slicer) چاپگر سه بعدی FDM (متریال ترموپلاستیک) می تواند تفاوت بین چاپ موفق و چاپ ناموفق را رقم بزند. به همین دلیل، بسیار مهم است که طرز کار و مفاهیم پارامترهای اسلایسینگ را بشناسید و بدانید که چگونه هر تنظیم بر نتایج چاپ سه بعدی تاثیر میگذارد.
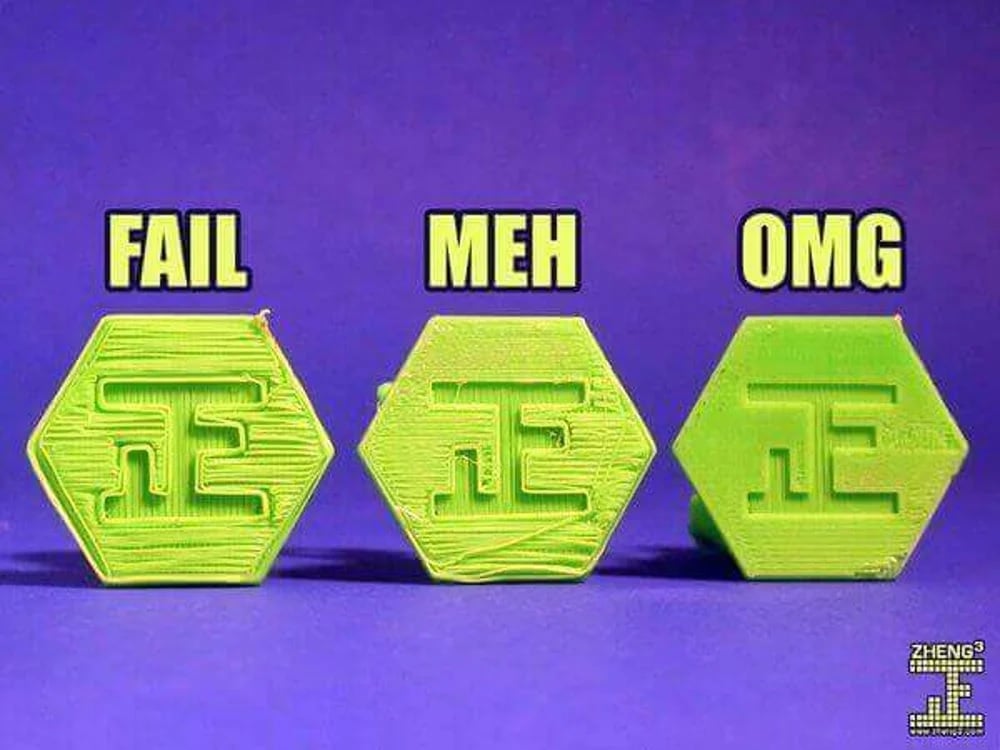
ما میدانیم که بسیاری از تنظیمات مربوط به نرم افزار پرینتر سه بعدی، به خصوص برای کاربران تازه کار، میتواند نگران کننده باشد. گاهی اوقات حتی حرفه ای ها هم اشتباه می کنند و در نهایت با پرینتی شکست خورده مواجه میشوند. تصویری که در زیر می بینید نمونه ای ساده از تفاوت عملکرد تنظیمات اسلایسر سه بعدی را نشان می دهد.
معمولا بخشی از مشکل به پارامترهای اسلایسر مدل سه بعدی مورد نظر و متریالی (فیلامنت) که استفاده میکنید بستگی دارد. بنابراین، یک «تنظیم مناسب همیشگی» وجود ندارد؛ سوال اصلی این است: از کجا باید بدانید که از چه تنظیماتی برای هر طرح سه بعدی و متریال مناسب استفاده کنید؟
برای توضیح این مسئله، برخی ویژگیهای اصلی نرم افزار اسلایسینگ را مرور خواهیم کرد و در مورد چگونگی تاثیرگذاری هر تنظیم بر چاپ صحبت میکنیم؛ سپس چند نمونه نرم افزار اسلایسر معروف را بررسی میکنیم.
گرچه این مقاله بیشتر مقدمه ای برای این موضوعات است تا یک راهنمای جامع؛ ولی در هر مبحث، لینک ارجاع به آموزش تکمیلی هر موضوع را آورده ایم تا مبحث کامل شود.
Slicer چاپگر سه بعدی چیست و چه کاری انجام می دهد؟
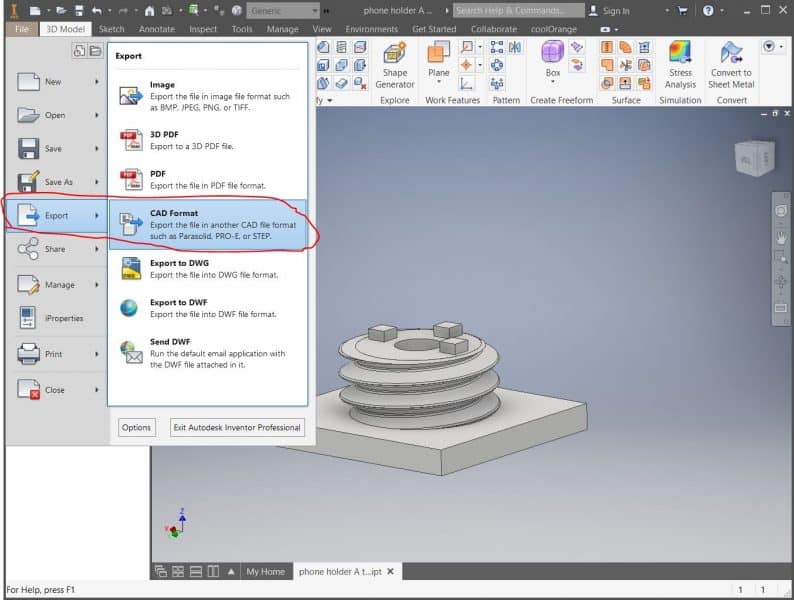
اسلایسر، یک نرم افزار چاپگر سه بعدی است که مدلهای دیجیتالی سه بعدی را به دستورالعمل های چاپی (فایل G-code) تبدیل می کند تا 3D Printer شما بتواند یک جسم را بصورت فیزیکی بسازد. اسلایسر، بر اساس تنظیماتی که شما انتخاب می کنید، مدل CAD را به صورت لایه های افقی برش می دهد و محاسبه می کند که چه مقدار متریال برای اکسترودر و چه اندازه زمان برای انجام فرایند لازم است. تمام این اطلاعات در قالب یک فایل GCode به چاپگر3بعدی شما ارسال می شود. تنظیمات اسلایسر روی کیفیت چاپ تاثیر دارد، بنابراین داشتن نرم افزار مناسب و تنظیمات صحیح باعث می شود شما بهترین کیفیت پرینت را داشته باشید.
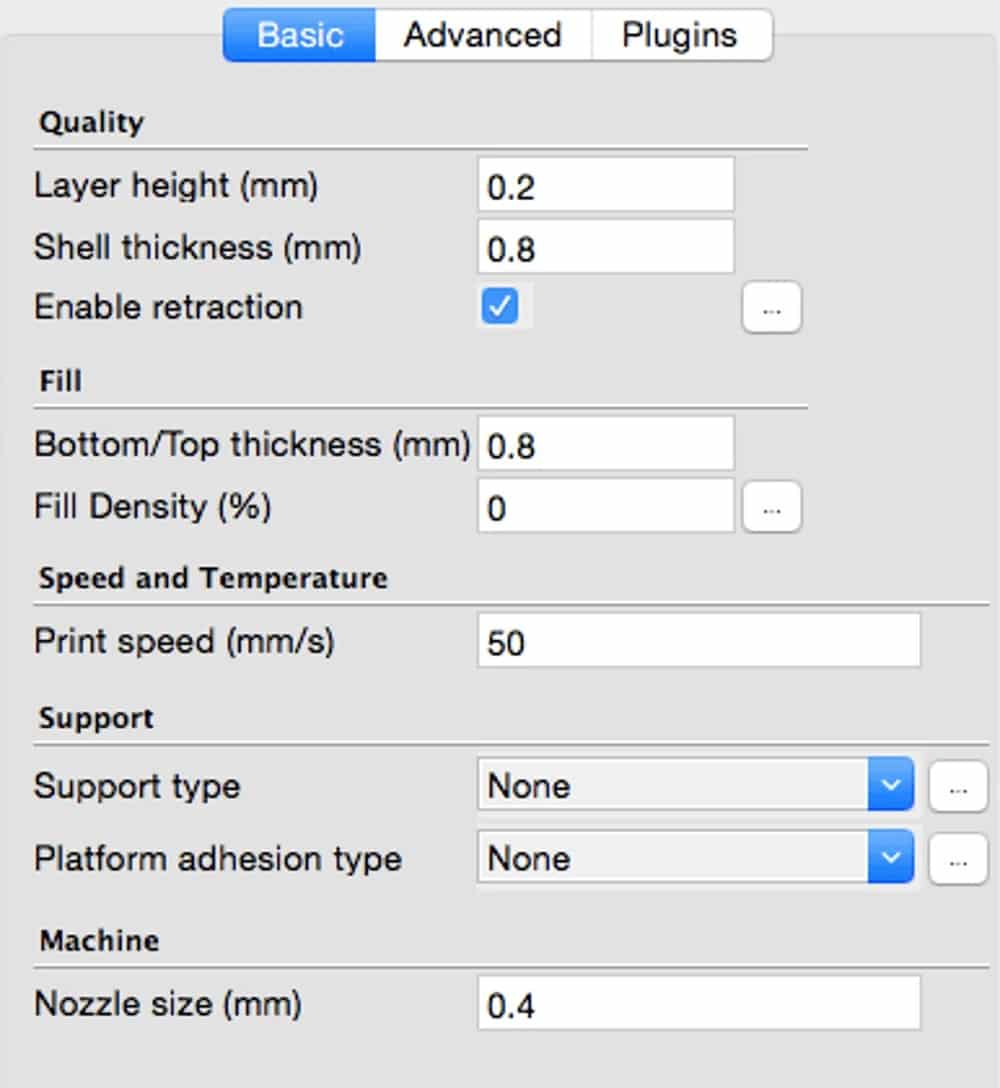
برای مثال، ما در این مقاله از نرم افزار Cura استفاده میکنیم؛ اسلایسر محبوب و رایگانی که ویژگیهایی شبیه به باقی اسلایسرها دارد و در ایران همه آنرا میشناسند؛ البته پارامترهایی که در زیر می آیند، اصلی کلی در همه انواع دیگر اسلایسرهاست.
منوی تنظیمات Basic نرم افزار cura به این شکل است:
هشت تنظیم اسلایسینگ که باید بدانید و طرز کار آنها
ارتفاع لایه گذاری را باید به عنوان رزولوشن یا وضوح پرینت در نظر بگیرید. این تنظیم، ارتفاع هر لایه فیلامنت را در پرینت مشخص می کند. هر چه لایه ها نازک تر باشند، پرینت با جزئیات بیشتری انجام می شود و سطح نهایی صاف تری خواهید داشت، به صورتی که دیدن خطوط بین لایه ها با چشم دشوار می شود. عیب لایه های نازک و بیشتر این است که زمان پرینت را افزایش می دهد، چون شیء شما از تعداد لایه های بیشتری ساخته می شود.
اگر مدل شما جزئیات خاصی ندارد، استفاده از لایه های ضخیم تر باعث سریع تر شدن فرایند چاپ می شود، اما سطح نهایی سخت تر و خطوط بین لایه ها نمایان تر خواهند بود. چاپ با رزولوشن پایین برای مواردی مانند نمونه سازی مناسب است که در آنها جزئیات نقش مهمی ندارند.
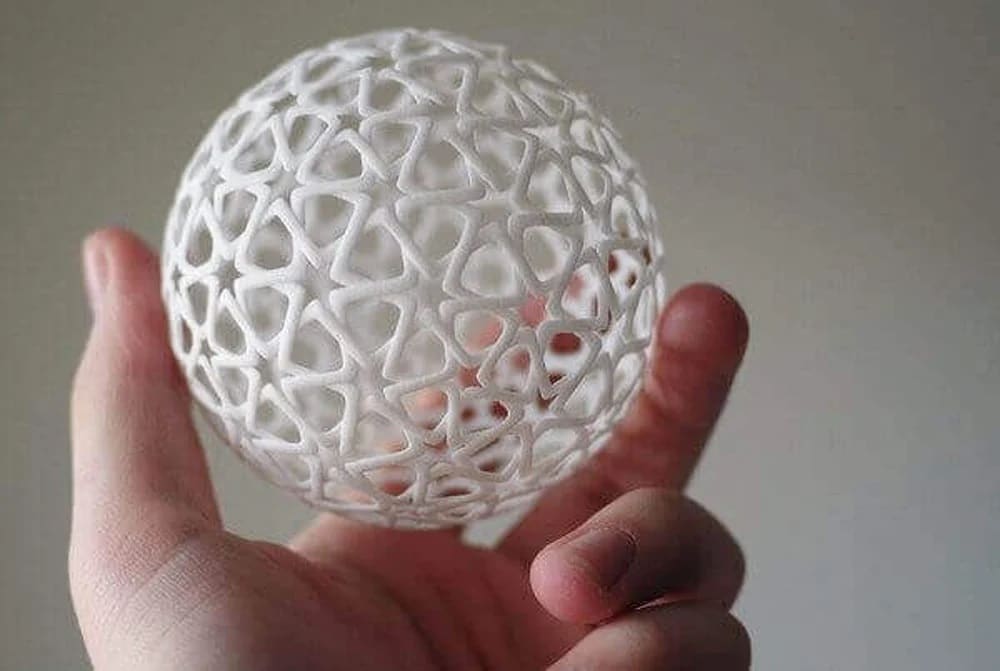
اگر میخواهید طرحی با جزئیات پیچیده چاپ کنید، با ارتفاع لایه گذاری نازک بهترین نتیجه را خواهید گرفت. نرم افزار Cura برای چاپ مدلی مانند The Tudor Rose که جزئیات زیادی دارد، تنظیم 0.03 میلیمتر را برای ارتفاع لایه گذاری توصیه می کند.
- نازل 0.4 میلیمتری- خوب=0.1 میلیمتر، متوسط=0.2 میلیمتر، زبر و سخت= 0.34 میلیمتر
نازل 0.35 میلیمتری- خوب=0.1 میلیمتر، متوسط= 0.2 میلیمتر، زبر و خشن= 0.3 میلیمتر

نرم افزار Cura برای طرحهایی با وضوح متوسط، تنظیم 0.1 میلیمتر را پیشنهاد می کند. اگر مدل شما جزئیات بسیار زیاد و پیچیده ای نداشته باشد، تنظیم متوسط در اکثر موارد برای طرحهایی مانند Spiral Chess که دارای مقداری جزئیات هستند، کاملاً کارایی دارد.

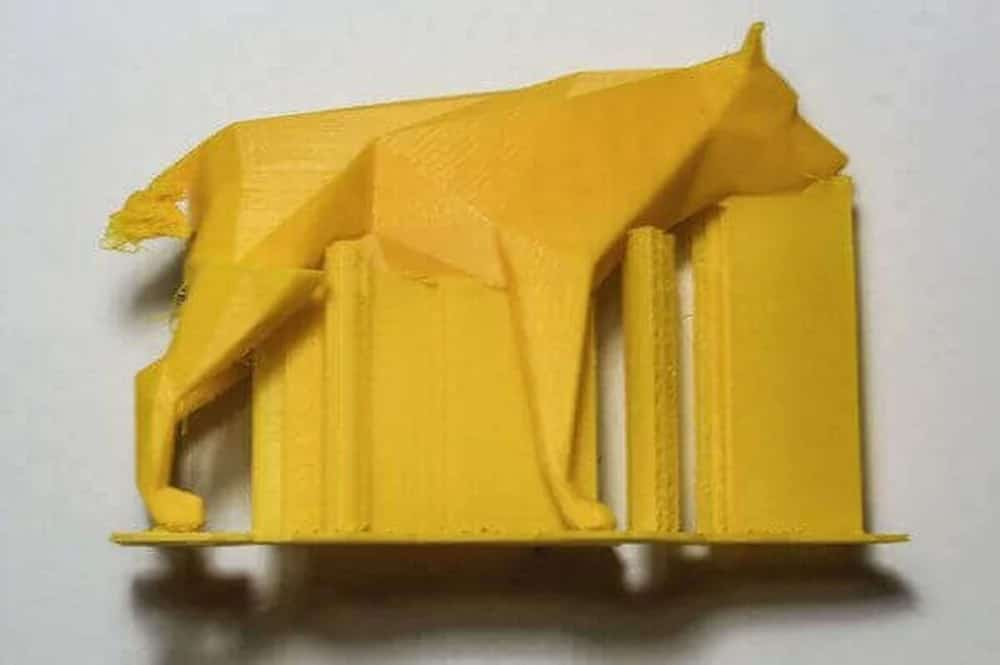
لایه های بزرگتر برای چاپهایی که جزئیات زیادی ندارند، بهتر عمل می کنند. نرم افزار Cura برای چاپهایی با «وضوح پایین» که جزئیات کمی دارند، مانند مدل Elephant، تنظیم 0.2 میلیمتر را توصیه می کند.

نکته: یکی از افراد کهنهکار در پرینت سه بعدی، توصیه می کند که هر دفعه یک تنظیم را تغییر دهید و تاثیر آن را روی پرینت بررسی کنید (البته اگر در بازار ایران دغدغه قیمت فیلامنت را ندارید)!
این گزینه به ضخامت دیواره های خارجی مدل اشاره دارد که 3D Printer پیش از فضای توخالی داخلی روی آنها کار میکند. این تنظیم ضخامت دیواره های جانبی را مشخص می کند و یکی از اصلی ترین عوامل استحکام مدل محسوب می شود. با افزایش این رقم، دیواره های ضخیم تری ایجاد می شوند و استحکام چاپ افزوده می شود. این تنظیم به صورت خودکار روی 0.8 میلیمتر تنظیم شده است و برای چاپ مدل های تزئینی نیازی به تغییر آن ندارید. اگر چیزی را پرینت می کنید که به دوام بیشتری نیاز دارد یا مدلی ضدآب مانند گلدان را چاپ می کنید، ممکن است افزایش ضخامت دیواره مفید باشد (البته برای چاپ با فیلامنتهایی مثل PETG یا پلی پروپیلن یا نایلون).
زمانی که سطوح ناپیوسته در چاپ وجود داشته باشد، این ویژگی به چاپگر می گوید که فیلامنت را در نازل به عقب برگرداند و اکسترود را متوقف کند. مانند تصویر پایین:
بازکشش معمولاً همیشه فعال است، مگر این که پرینت شما دارای سطوح ناپیوسته نباشد. این تنظیم گاهی اوقات می تواند باعث شود که فیلامنت در نازل گیر کند، در این صورت بهتر است آن را غیرفعال کنید. اگر متوجه شدید که مقدار زیادی فیلامنت از نازل نشت می کند یا این که رشته ها و تکه های زیادی در لبه های بیرونی مدل وجود دارند (خطای پرز یا ریسمانی شدن)، حتماً باید این تنظیم را دوباره بررسی کنید.
Fill Density یا تراکم یا ضریب پرشوندگی :
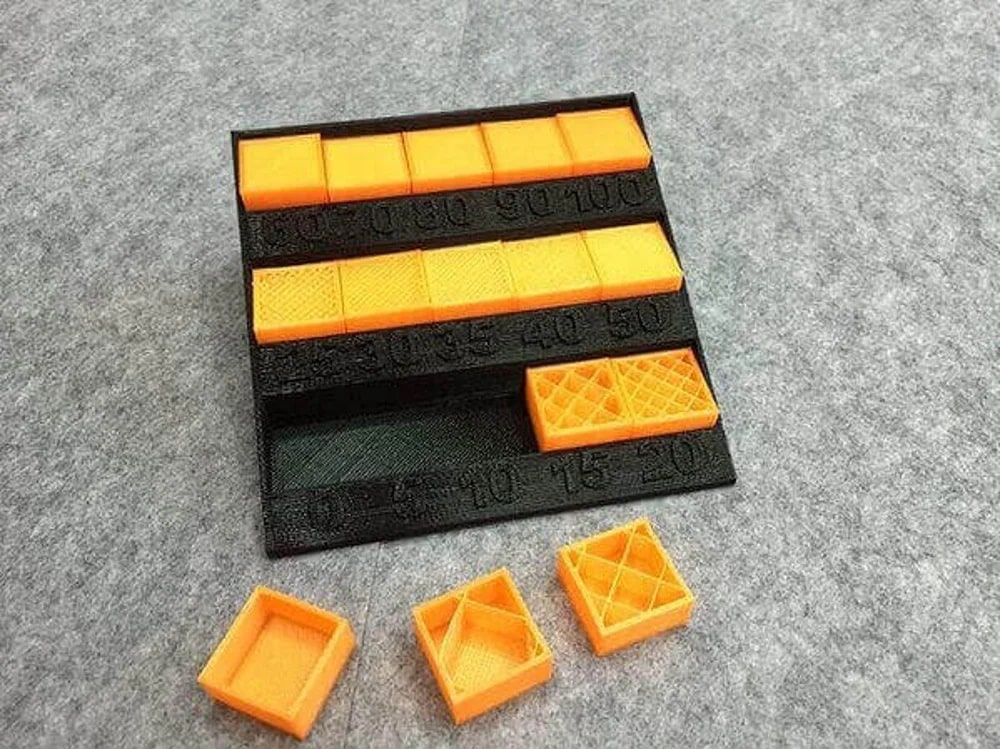
پرشوندگی یا Infill، به تراکم فضای داخلی مدل اشاره دارد. متوجه شده اید که این گزینه به جای مقیاس «میلیمتر» از «درصد» استفاده می کند. اگر یک جسم با 100 درصد پرشوندگی چاپ شود، بخش داخلی کاملاً محکم خواهد بود. هر چه درصد Infill بیشتر باشد، جسم قوی تر و سنگین تر می شود و زمان و فیلامنت (متریال) بیشتری برای پرینت لازم است. پس اگر چاپ با 100 درصد پرشوندگی انجام شود، گران تر و وقتگیرتر خواهد شد؛ بنابراین استفاده و کاربرد مدل را در نظر بگیرید. مثلا:
- اگر مدل هایی صرفاً برای نمایش می سازید، 10 تا 20 درصد پرشوندگی کفایت می کند.
- اگر به چیزی کاربردی تر و محکم تر نیاز داید، پرشوندگی 75 تا 100 درصد مناسب تر است. ویژگی پرشوندگی اغلب اسلایسرها، شبکه ای بر اساس الگوهای هندسی در داخل جسم ایجاد می کند که باعث تقویت دیواره های مدل میشود.
یکی از همکاران خدمات پرینت سه بعدی که طرفدار پرشوندگی بیشتر است می گوید: «به ندرت از افزایش Infill احساس پشیمانی کرده ام، در حالی که اغلب از کم بودن پرشوندگی ناامید شده ام. برای مدلی که سطح بزرگی در بالای آن باشد، حداقل از 18 درصد پرشوندگی استفاده می کنم. برای چیزی که می خواهم از نظر مکانیکی قوی باشد، یک دیوارۀ اضافی و 40 درصد پرشوندگی در نظر می گیرم.»
Print Speed یا سرعت پرینت :
ویژگی Print Speed به سرعت حرکت اکسترودر در زمان اکسترود لایه ها اشاره دارد. تنظیمات بهینه با طرح3بعدی، نوع فیلامنت، ساختار پرینتر و ارتفاع لایه گذاری و عوامل دیگر بستگی تام دارد. صد البته که همه می خواهند پرینت خود را هر چه سریع تر انجام دهند، اما افزایش سرعت چاپ در مدلهای متوسط تا پیچیده میتواند عوارضی داشته باشد و باعث خراب شدن ظاهر پرینت تا خطای کامل شود (پس هنگام خرید چاپگر3بعدی، گول تبلیغات فریبنده سرعت بالای چاپ را نخورید).
برای چاپ های پیچیده، سرعت کمتر به پرینت شما کیفیت بهتری میبخشد؛ نقطۀ شروعی که اسلایسر Cura پیشنهاد میکند 50 میلیمتر در ثانیه است. همچنان می توانید این تنظیم را به صورت تدریجی تغییر دهید تا بهترین گزینه را برای چاپگر خودتان پیدا کنید.
ساپورتها، ساختارهایی هستند که به نگه داشتن قطعه هایی کمک می کنند که متریال پایه یا نگهدارنده کافی در زمان ساخت ندارند (یعنی هنگام چاپ دارای بخشهای آویزان یا منحنی هستند، مثلا دست یک مجسمه در حالت باز افقی). از آنجا که در فرآیند 3D Print، اشیاء به صورت لایه به لایه چاپ می شوند، بخشهایی از شی که زاویه ای بیش از 45 درجه دارند، چیزی زیرشان وجود ندارد که لایۀ اول روی آن بنا شود؛ به این موارد Overhangs یا بخش های آویزان میگویند و بدون استفاده از ساپورت ظاهرشان دچار افتادگی میشود یا کلا پرینت را خراب میکنند.
از کجا بدانید که طرح شما به ساپورت نیاز دارد یا خیر؟
قانون YHT را به یاد داشته باشید:
- چاپ هر چیزی که شکل «Y» داشته باشد بی خطر است زیرا شیب تدریجی است و هنوز هم به اندازه کافی متریال زیر آن قرار دارد تا از افتادگی جلوگیری کند. این یک روش دیگر برای قانون 45 درجه است که نشان می دهد به طور کلی، بخش های آویزانی که زاویۀ آنها بیش از 45 درجه است نیاز به ساپورت دارند.
- در طرح هایی که شکل «H» داشته باشند، جایی که بخش overhang میانی به دو طرف وصل می شود را Bridging (پل) می نامند. برای چاپ هر نوعی از Bridge باید از ساپورت استفاده کرد تا از افتادگی و خرابی ظاهر پرینت جلوگیری شود.
- برای چاپ هر طرحی با شکل «T» باید از ساپورت استفاده کرد تا از افتادگی جلوگیری شود.
نکته: اسلایسرها گزینه ساپورت سازی خودکار (هوشمند) را دارند که باید فعال کنید.
انواع ساپورت
در منوی کرکره ای، دو نوع ساپورت برای انتخاب وجود دارد:
- Touching Build Plate- این گزینه مربوط به طرح هایی است که در آنها بخش هایی از طرح که به ساپورت نیاز دارند، می توانند به بستر ساخت متصل شوند. مانند تصویر پایین:
- Everywhere- این گزینه برای طرح های پیچیده تر است. در چنین طرح هایی ممکن است لایه ای overhang وجود داشته باشد که نمی تواند به ساپورتی که از بستر ساخت می آید متصل شود. در این حالت، بخش بالایی دارای overhang است اما به دلیل این که بخشی دیگر از مدل در زیرش قرار گرفته، نمی تواند به بستر چاپ وصل شود. در عوض، این گونه ساپورت ها بین دو قسمت از طرح قرار می گیرند و از دو سمت مدل را لمس می کنند.

Platform Adhesion Type یا نوع چسبندگی بستر:

این تنظیم روی چسبیدن مدل شما به بستر چاپ تاثیر می گذارد. یکی از اصلی ترین دلایل خطای تاب برداشتن مدل یا wrapping در بخش پایینی، نچسبیدن پرینت به بستر ساخت است، اما دو تنظیم برای کمک به این موضوع وجود دارد:
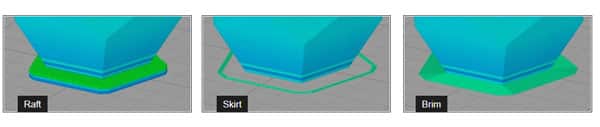
- Raft: یک شبکۀ افقی که در زیر شیء قرار می گیرد و به عنوان سکو عمل می کند تا به بستر بچسبد و پرینت روی آن انجام شود. این گزینه همچنین برای زمانی مناسب است که مدل شما بخش های کوچکی در قسمت پایین دارد، مثلاً پاهای حیوانات. اگر تصمیم به استفاده از گزینۀ Raft دارید، باید بدانید که لبه های پایینی پرینت نهایی زبر و خشن خواهند بود.
- Brim: همانند لبۀ کلاه، Brim به خطوطی گفته می شود که دورِ انتهای شیء ساخته می شوند و گوشه های مدل را نگه می دارند، بدون این که ردی از آنها در پایین مدل باقی بماند. اگر هدف اصلی شما این است که مدل را به بستر بچسبانید، این گزینه ای بهتر است. همچنین می توان از Brim برای تثبیت قسمت های ظریف یک شیء که از بقیۀ مدل جدا هستند استفاده کرد، مانند پایه های میز.
- Skirt: لایه ای است که اطراف مدل سه بعدی شما را احاطه میکند اما مماس نمیشود و هدف آن تست میزان درصد جدا شدن کف مدل هنگام چاپ میباشد (تخمین و اطمینان چسبندگی به بستر). لایه «اسکِرت» قبل از شروع چاپ قطعه، روی پلیت پرینتر، اکسترود شده و سپس لایه های قطعه در نزدیکی آن چاپ میگردد.
Initial Layer Thickness یا ضخامت لایۀ اولیه :
این گزینه در تنظیمات پیشرفتۀ Cura قرار دارد و به ضخامت اولین لایه روی بستر چاپ مربوط است. اگر می خواهید پایۀ محکم تری برای پرینت خود داشته باشید، می توانید لایۀ اولیه را ضخیم تر کنید. این گزینه به صورت پیش فرض روی 0.3 میلیمتر قرار دارد که لایه ای ضخیم در انتهای مدل ایجاد می کند و به راحتی به بستر می چسبد.
تفاوت بین تنظیمات Initial Layer Thickness و Bottom/Top Thickness در بخش تنظیمات پایه چیست؟ در حالی که تنظیم Initial Layer Thickness به ضخامت اولین لایه مربوط است، تنظیم Bottom/Top Thickness به این مورد اشاره دارد که پیش از شروع Infill چند میلیمتر متریال جامد باید پرینت شده باشد.
این ها تنظیمات پایه برای یک برنامۀ اسلایسر است. اگر می خواهید وارد محدودۀ پیشرفته شوید، تنظیمات بیشتری وجود دارد اما این ها اصلی ترین مواردی است که یک تازه کار باید از آنها آگاه باشد.
نکته: اگر به سراغ پرینت های پیچیده می روید، یکی از حرفه ای های این عرصه به نام Zheng3 پیشنهادی چند مرحله ای برای شما دارد:
- تمام تنظیمات خود را بنویسید. این تنظیمات را به صورت گروهی با حروف بزرگ برچسب گذاری کنید. به عنوان مثال، rex_A، rex_B، rex_C. عکس گرفتن از صفحۀ تنظیمات هم می تواند کار را راحت تر کند.
- حروف برچسب را روی پرینت نهایی بنویسید، تا زمانی که می خواهید نتایج را مقایسه کنید، بدانید کدام مدل مربوط به کدام تنظیم است.
- فقط یک تنظیم را تغییر دهید و مراحل را از اول تکرار کنید تا به زمانی که از نتیجۀ پرینت راضی شوید.
چهار برنامۀ متفاوت اسلایسر سه بعدی
اگر نمی دانید که کدام برنامۀ اسلایسر با پرینتر شما بهتر کار می کند، چند گزینه در بازار وجود دارد که در اینجا به شما معرفی می کنیم:
Cura (رایگان)
 نرم افزار Cura توسط Ultimakerساخته شده و بسیار کاربرپسند و کاربردیست، بنابراین برای افراد مبتدی تا حرفه ای گزینه ای عالی است. این نرم افزار با انواع پرینترهای معروف جهان و ساخت ایران کاربردپذیر است. استفاده از این برنامه بسیار آسان است البته برخی مواقع شما کنترل کمتری روی برخی تنظیمات جزئی دارید. با این وجود، گزینه های افزودنی (پلاگین) زیادی وجود دارد که در صورت نیاز به هر یک از این ویژگی ها میتوانید آنها را اضافه کنید.
نرم افزار Cura توسط Ultimakerساخته شده و بسیار کاربرپسند و کاربردیست، بنابراین برای افراد مبتدی تا حرفه ای گزینه ای عالی است. این نرم افزار با انواع پرینترهای معروف جهان و ساخت ایران کاربردپذیر است. استفاده از این برنامه بسیار آسان است البته برخی مواقع شما کنترل کمتری روی برخی تنظیمات جزئی دارید. با این وجود، گزینه های افزودنی (پلاگین) زیادی وجود دارد که در صورت نیاز به هر یک از این ویژگی ها میتوانید آنها را اضافه کنید.
طبق تجربه برخی کاربران، کیفیت چاپ قطعات کوچک و ظریف با این اسلایسر چشمگیرتر است (نرم افزار Cura کیفیت سطح بسیار بهتری را نسبت به سایر اسلایسرها ممکن میکند). همچنین به خاطر OpenSource بودن اسلایسر کاربران ایرانی به راحتی در هر سیستم عاملی بدون دغدغه فعالساز میتوانند آنرا نصب کنند.
اسلایسر کیورا، پیشنهاد اول هم برای تازه کاران و هم حرفه ای های دنیای چاپ سه بعدی FDM است.
Slic3r (رایگان)
این یک پروژه با منبع باز ضعیفتر از Cura است که توسط RepRap آغاز شد و با اکثر چاپگرها سازگار است. تمرکز و هدف اصلی آنها سهولت استفاده و حفط طرح اصلی است. یکی از ویژگیهای Slic3r در امکان تغییر الگوهای پرشوندگی است که این امر باعث بالا رفتن استحکام پرینت می شود. رابط کاربری این برنامه از زمان شروع پیشرفت چشمگیری داشته است و اکثر کاربران از آن راضی هستند.
Simplify3D (تجاری)
رقیب سرسخت اسلایسر Cura شناخته میشود و یکی از گزینه های پولی موجود در بازار جهان است ولی در ایران آخرین ورژنهای آن با فعالساز، از اکثر سایتهای دانلود ایرانی قابل بارگذاریست. خب وقتی گزینه ای رایگان در اختیار دارید، چرا باید این اسلایسر تجاری را استفاده کنید؟ مهمترین ویژگی اسلایسر «سیمپلیفای» قدرت بالای پنل «شبیه ساز پیش از چاپ» یا «سیمولیتور» آن است.
نکتۀ دیگری که ما در مورد این برنامه از کاربران شنیدیم، سرعت و کنترل است؛ این نرم افزار تنظیمات مفصل زیادی دارد که شامل قابلیت مشاهده و تنظیم هر لایه از مدل و تولید ساپورت های باکیفیتی است که می توان نحوه اتصال آنها را به صورت دستی یا اتوماتیک تنظیم کرد و حذف آنها از روی قطعه راحت تر است (البته برای تنظیم این گزینه ها باید کمی کار کنید تا حرفه ای شوید).
همچنین فرایند اسلایس سریع تر انجام می شود و گویا این سریعترین برنامۀ موجود در بازار است. امتیاز دیگر این است که نرم افزار با بسیاری از پرینترهای ایرانی سازگار است و نزدیک به 200 چاپگر سه بعدی دنیا را هم پشتیبانی میکند.
نکته: اسلایسر سیمپلیفای امکان اکسپورت مستقیم برای چاپگرهای سه بعدی MakerBot را فراهم کرده است.
اگر سازندۀ حرفه ای هستید و کنترل و سرعت اسلایسینگ برایتان اهمیت بالایی دارد، تمرکز روی اسلایسر سیمپلیفای ارزشش دارد.
Makerbot (Print) Desktop
این نرم افزار که قبلاً با نام Makerware شناخته می شد و مربوط به شرکت Makerbot (سازنده آمریکایی چاپگر3بعدی) است، با نام Makerbot Desktop دوباره معرفی شد و سپس منسوخ و هم اکنون با عنوان MakerBot Print توسط این برند بازطراحی شده است! تنظیمات و کار با آن بسیار ساده و راحت میباشد (چون هیچ گزینه پیچیده ای ندارد و همه چیز هوشمند تنظیم میگردد). البته بازخورد جامعه کاربران در مورد این نرم افزار میگوید که در مقایسه با گزینه های دیگر کند و محدود است.
طبق تستی که ما انجام دادیم، اگر فاقد چاپگر سه بعدی MakerBot هستید، استفاده از اسلایسر makerbot گزینه جالبی حتی برای افراد مبتدی نیست، چون سازگاری آن با چاپگرهای ساخت خود این برند است.
ترکیب MakerBot 3D Printer و اسلایسر MakerbotDesktop، باعث ساده سازی و رفع دغدغه کاربران میشود و با خیال راحت میتوانید یک چاپ موفق را شروع، اتاق را ترک کرده و به کارهای دیگرتان بپردازید، چون:
- قابلیت کنترل از راه دور با اپلیکیشن موبایلی یا دسکتاپ فراهم است.
- امکان ایمورت مستقیم فایلهای نرم افزاری CAD
- ساده سازی و بهینه سازی هوشمند فایل برای راحتی کاربر
اما وقتی چاپگری متفرقه را با این اسلایسر ترکیب کنید، دردسرهای شما آغاز میشود: این نرم افزار با پلتفرم بسته و محدودش، هیچ گزینه حرفه ای تری ندارد. در ضمن برای کاربران ایرانی مشخص نیست که اسلایسر رایگان است یا تحریم شده؛ چون گاهی شما را حین کار با خطاهای سیستمی عجیبش دچار سردرگمی میکند. پس اگر چاپگر ساخت «makerbot» ندارید به اسلایسر «میکربات» هم اصلا فکر نکنید.
نتیجه گیری: هنوز در انتخاب اسلایسر مردد هستید؟ پس گزینه ها را کنار هم بگذارید:
با توضیحات بالا، اسلایسرهای کمتر محبوب مثل Sli3r و Makerbot Print را کنار میگذاریم. میماند دو اسلایسر معروف Cura و Simplify3D که رقیب سرسخت یکدیگر هستند؛
اسلایسر Cura برای چه کسانی مناسب است؟
- اگر عاشق دنیای نرم افزاری open source و ماجراجویی هایش هستید.
- اگر از سیستم عاملی همچون لینوکس یا Mac OS استفاده میکنید.
- حوصله تنظیمات نصب و دردسرهای کرک کردن یا فعالسازهای نرم افزاری را ندارید.
- به دنبال اسلایسری معتبر و آینده دار هستید.
- سادگی رابط کاربری برایتان مهم است.
- اکثر قطعات پرینتی شما شامل قطعاتی ظریف و کوچک میشود.
اسلایسر Simplify3D برای چه کسانی مناسب است:
- اگر عاشق سیستم عامل ویندوز هستید.
- اگرچه این اسلایسر برای لینوکس و MacOs هم عرضه شده ولی به جهت تجاری بودن، فعالسازی آن برای کاربران ایرانی لینوکس یا مکینتاش سخت است (معمولا سایتهای دانلود ایرانی فقط فعالساز ویندوزی را دارند).
- اگر از نرم افزارهای متن باز متنفر هستید.
- اگر دوست دارید جدیدترین نرم افزارهای تجاری را بدون پرداخت پول استفاده کنید و لذت ببرید.
- اگر ترکیب شبیه ساز چاپ و سرعت اسلایس و کارایی بالا برای شما مهم است.
سخن آخر: ما در اینجا دو نرم افزار اسلایسینگ محبوب را توصیه کردیم؛ اگر با نرم افزار دیگری راحت تر هستید همان را انتخاب کنید ، مهم این است که کاملا به نرم افزار دلخواهتان تسلط داشته باشید.
نکته ای را هم فراموش نکنید: «وقتی به تازگی چاپگری خریده اید یا جابجایی داشته اید، برای تست کارکرد دستگاه، تعداد زیادی مکعب 20 میلیمتری چاپ کنید؛ این کار خسته کننده است اما میتواند به شما اطمینان دهد که دستگاه شما به خوبی تنظیم و کالیبره شده است.» پیشنهاد میشود مقاله «دقت ابعاد در پرینت سه بعدی» را مطالعه کنید.
امیدواریم این مباحث برای شما مفید واقع شود. لطفا سوالات و نظرات خود را در بخش کامنتینگ مطرح فرمایید.
مهرداد سینایی