مطمئنا، پرینت موفقیت آمیز لایه اول، تاثیر مستقیمی در ادامه فرآیند چاپ دارد. در این مقاله، نکات مهمی را یاد خواهید گرفت تا مطمئن شوید که لایه اول پرینت سه بعدی، به خوبی به بستر می چسبد.
قبل از شروع فرآیند چاپ، مطمئن شوید که پرینتر سه بعدی کالیبره و ترازگذاری مناسب را داراست. با توجه به مدل و شرکت سازنده دستگاه، کالیبراسیون و leveling متنوع می باشد و باید به راهنمای شرکت سازنده مراجعه کنید. ولی یک قاعده کلی، سفت کردن فنرها و پیچهای قسمت زیرین پلیت می باشد، با شل کردن یا سفت کردن این بخش، بخشی از ترازگذاری انجام می گردد.
-
ابزار Machine Control Panel نرم افزار Simplify3D:
برای تنظیم ارتفاع بستر چاپ (bed level)، نرم افزار اسلایسر سیمپلیفای را باز کرده و به مسیر زیر بروید:
Tools > Machine Control Panel یا از بخش تولبار، آیکن چرخ دنده را انتخاب نمایید.
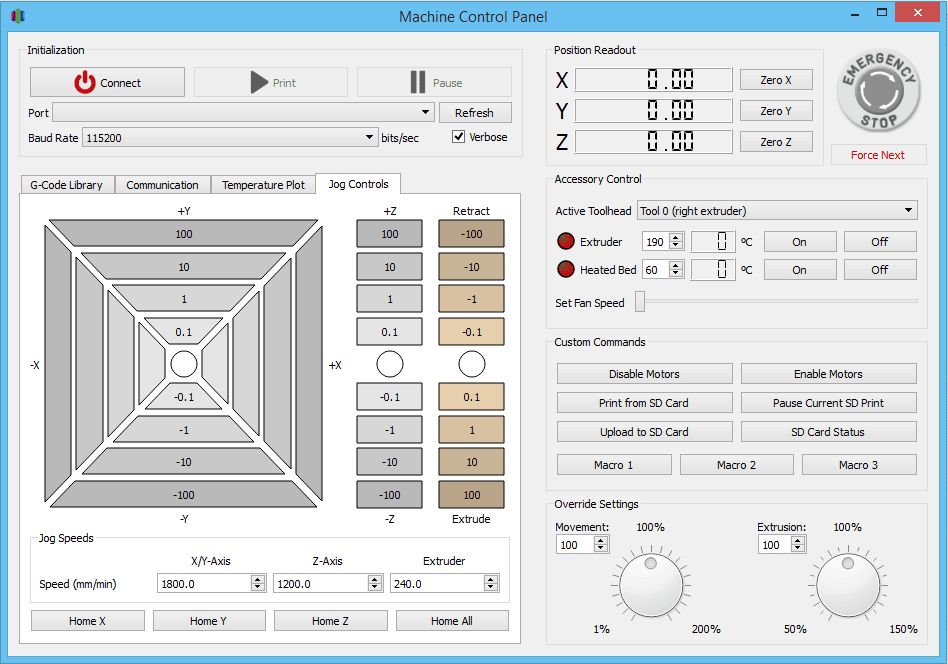
حالا تب Jog Controls را باز کرده، کابل USB چاپگر سه بعدی را به کامپیوتر متصل کنید. دکمه refresh را فشار دهید تا دستگاه توسط نرم افزار شناخته شود. از منوی «دراپ دان»، پرینتر را انتخاب و connect کنید؛ در اولین اتصال، دوباره روی تب Jog Controls کلیک و سپس Home All را کلیک نمایید.
اکنون که در حالت Home هستید، پنجره Machine Control Pane را minimize کنید. بعدا به این بخش برمی گردیم.
-
ابزار Bed Leveling Wizard نرم افزار سیمپلیفای:
برای اجرای نرم افزاری ترازبندی، ابتدا پیچ یا فنرهای زیر پلیت را تا آنجایی سفت نمایید که فاصله بستر از نوک نازلها در حدود ۰٫۲ میلیمتر گردد. اکنون از نوار بالای نرم افزار، گزینه tools و سپس Bed Leveling Wizard را انتخاب کنید؛ بخش Begin Leveling را فشار دهید تا موقعیت اکسترودر در حالت home قرار گیرد.
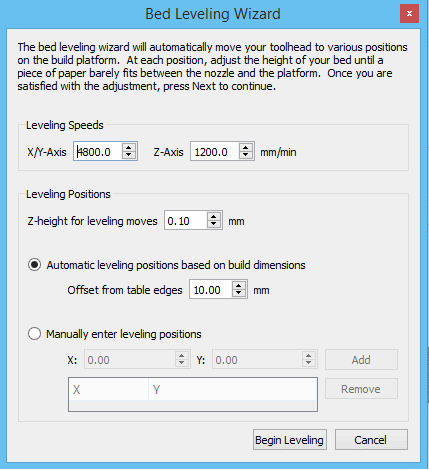
حالا روی Next کلیک کرده تا اکسترودر به موقعیت first leveling position در گوشه بستر منتقل شود. پیشنهاد می شود یک برگ کاغذ A4 را به عنوان فضادهنده بین بستر و نازل در نظر گرفته و به عنوان معیاری برای سفت کردن چهار پیچ یا فنر گوشه های بستر استفاده کنید (این شیوه موسوم به Paper Test در تنظیم اغلب پرینترهای سه بعدی استفاده میشود)؛ پس وقتی اکسترودر در موقعیت لایه اول است، کاغذ را به روی بستر حرکت دهید و پیچهای پلیت را طوری شل یا سفت کنید که کاغذ با سر نازل مماس شود ولی امکان حرکت داشته باشد.
گزینه Next را فشار دهید؛ مشاهده می کنید که اکسترودر به گوشه مخالف پلیت حرکت میکند. leveling را در تمام گوشه ها اجرا کنید. پیشنهاد میشود کل فرآیند دوباره تکرار شود تا بهترین تنظیم سطح چاپ انجام شود (هر گوشه دوبار).
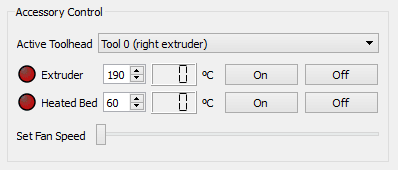
حالا به پنجره Machine Control Panel برمی گردیم. در تب Jog Controls، سمت چپ، بخشی با عنوان Accessory Control وجود دارد؛ این قسمت برای pre-heat اکسترودرها و پلیت به کار می رود.
از منوی کشویی Active Toolhead، اکسترودر دلخواه را برای افزایش دما انتخاب نمایید. در زیر این منوی کشویی، تنظیمات دمای Extruder و Heated Bed اعمال می گردد. با توجه به نوع فیلامنت، دمای دلخواه را وارد کنید. روی on کلیک تا افزایش دما شروع شود. در این حین، المان قرمز رنگ با هر لحظه افزایش دما، تغییر رنگ می یابد.
نکته ۱: حین این عملیات لازم نیست، دست به سینه منتظر بمانید! می توانید بقیه کارها را پیش ببرید؛ فرضا مدل سه بعدی دلخواه را import کرده و تنظیمات Edit Process Setting را اعمال کنید و بخش preview را ببینید.
نکته ۲: کاربران حرفه ای پیشنهاد می کنند، همیشه از مواد چسبنده روی پلیت استفاده شود؛ مواردی مثل چسب ماتیکی، اسپری، Blue tape و غیره.
-
روش انجام تست پرینت سه بعدی:
حالا که از کالیبراسیون (calibrating) صحیح چاپگر خود اطمینان یافته اید و دماها نیز به درستی اعمال شده است، نوبت به انجام یک چاپ آزمایشی می رسد. این گام با عنوان test 3D print مرسوم می باشد. پیشنهاد می شود از یک مدل سه بعدی نسبتا بزرگ با بخشهای قرینه استفاده کنید تا تمامی گوشه های پلیت درگیر شوند. پس، مدل سه بعدی Square and Circle را دانلود کنید.
فایلی با نام Double.stl ۱۰x10x5 را در نرم افزار import نمایید.
-
فرآیند Adding a Process نرم افزار سیمپلیفای:
بعد از واردسازی مدل سه بعدی فوق، گام بعدی تعریف یک پراسس به این قطعه می باشد. شاید این سوال پیش بیاید که منظور از process در نرم افزار اسلایسر چاپگر سه بعدی چیست؟ پراسس مجموعه دستورات مورد نیاز برای تعیین چگونگی عملکرد دستگاه شما حین تکمیل سلسله مراتب ساخت می باشد.
پس امکان ایجاد چندین پراسس در یک فرآیند چاپ نیز وجوددارد. البته در این آموزش به جهت اینکه می خواهیم یک تست ساده انجام دهیم به حالت single Process بسنده می کنیم. ولی پیشنهاد میشود حتما مقاله «آموزش تنظیم چندگانه برای هر بخش مدل سه بعدی در نرم افزار سیمپلیفای» را مطالعه کنید.
نکته: مطمئن شوید که از مسیر help و بخش Configuration Assistant، پرینتر مورد نظر شما انتخاب شده است.
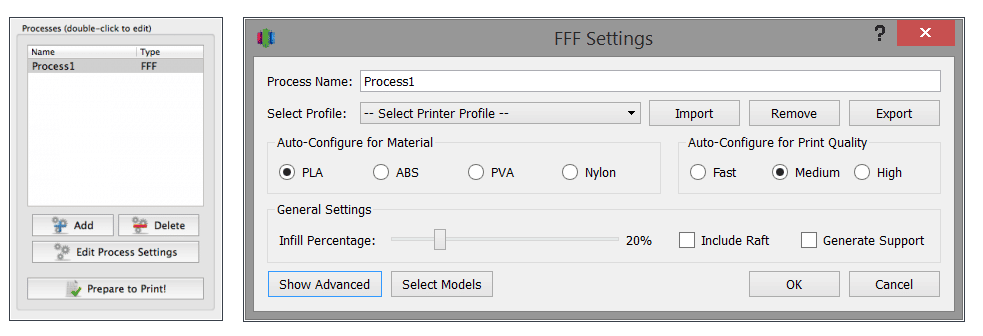
در ستون سمت راست محیط نرم افزار و در بخش Process باید یک فرآیند موجود باشد، اگر نبود، روی دکمه Add کلیک کنید تا یک پراسس اضافه شود. روی آن دابل کلیک کنید تا پنجره تنظیمات FFF یا Edit Process Setting باز شود.
ممکن است این پنجره در حالت ساده باز شود، روی دکمه Show advanced کلیک کنید تا تمامی گزینه های پیشرفته نمایش یابد.
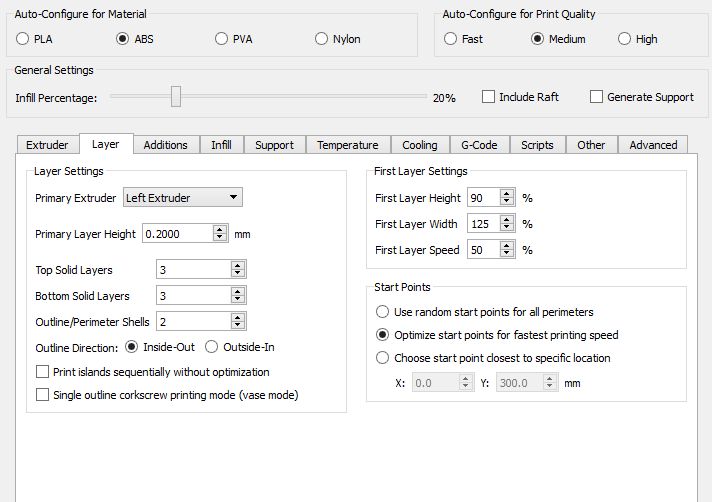
به تب Layer بروید. در اینجا دو المان مهم لایه اول، قابل تنظیم است: layer height و سرعت پرینت. به صورت پیش فرض مقادیری اعمال شده اند ولی ما برای مدل سه بعدی این آموزش، آنها را تغییر میدهیم.
پس First Layer Speed را روی ۳۵ درصد (۳۵ تا ۵۰ درصد در مدلهای معمول) می گذاریم. این سرعت به فیلامنت امکان زمان مناسب جهت سفت شدن و چسبیدن به پلیت را اعطا میکند.
درصد layer height تغییرات متنوعی را ایجاد میکند. حالت کمتر از ۱۰۰ درصد، ارتفاع لایه پرینت را بدون کاهش میزان خروجی اکسترودر کاهش میدهد. فرضا مقدار ۷۵ درصد یعنی first layer height وقتی اکستروژن ۱۰۰ درصدی است، کاهش یابد؛ به عبارت دیگر، ۱۰۰ درصد خروجی اکسترودر در فضای layer height 75% اعمال میشود. پس کاهش height ، باعث افزایش فشار و میزان سطح (surface area) در آن لایه شده که بهبود زیادی روی چسبندگی بستر چاپ خواهد گذاشت.
برعکس مقادیر بالاتر از ۱۰۰% First layer height نیز در شرایط خاص خود، کمک کننده است. فرضا اگر layer heights کلی مدل سه بعدی در حالت بالا بوده و روی ۰٫۰۵ میلیمتر تنظیم شده است، تغییرات جزیی bed leveling باعث خطای چسبندگی لایه اول در این مدل میشود. در این حالت First Layer Height بالای ۱۰۰ درصد موثر است؛
اغلب چاپگرها برای ارتفاع لایه بین ۰٫۰۵ تا ۰٫۱ میلیمتر، امکان تنظیم first layer height با مقادیری بین ۱۰۰ تا ۳۰۰ درصد را فراهم کرده اند. برای مدلهای خاص هر چه ضخامت لایه اول افزایش یابد، فضای سطح تماس بالاتر رفته و در نتیجه چسبندگی افزایش می یابد.
حالا به First Layer Width می پردازیم؛ اگر مقدار این بخش را افزایش دهید، طبق تجربه اکثر کاربران، شرایط چاپ لایه اول آسانتر شده و چسبندگی بهتر میشود. البته با توجه به متریال و فرمت هندسی مدل این شرایط متغیر است ولی ما پیشنهاد میکنیم روی ۱۰۰ درصد یا حداکثر ۲۰۰ باشد.
حالا به مدل سه بعدی این آموزش برمی گردیم. چون یک test print ساده در پیش داریم، مقادیر زیر را تنظیم کنید:
First Layer height : 90%
First Layer Width: 125%
First Layer Speed: 35 تا ۵۰ درصد
اکنون به تب Aditions رفته و تیک Skirt را فعال کنید. برای آشنایی بیشتر با skirt ، مقاله « لایه SKIRT و BRIM پرینت سه بعدی چیست؟ » را مطالعه کنید.
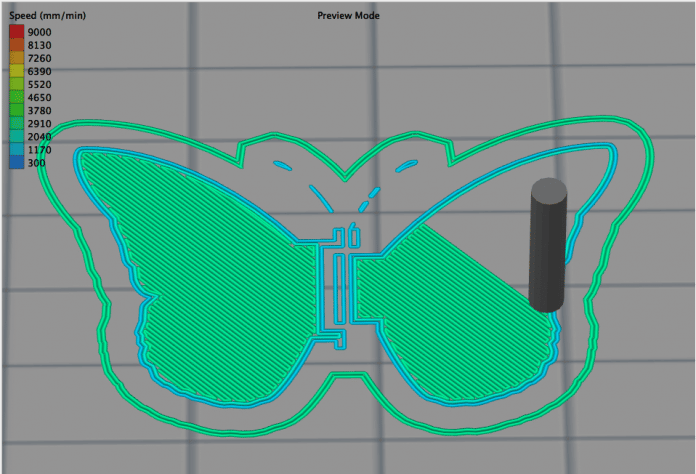
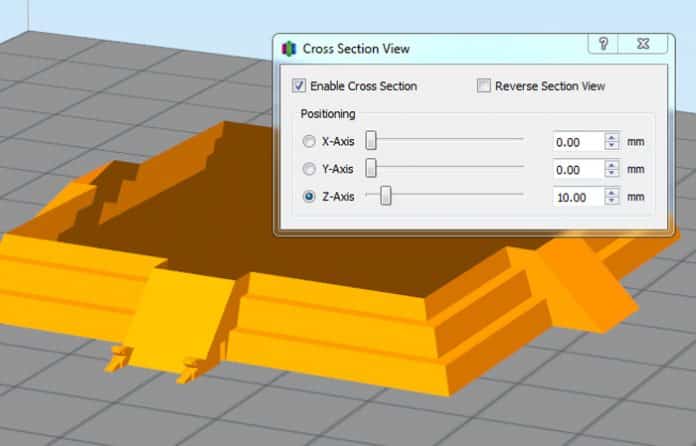
Ok را زده و گزینه Prepare to Print را از گوشه سمت چپ نرم افزار انتخاب نمایید. اینجا کل فرآیند چاپ شبیه سازی میشود.
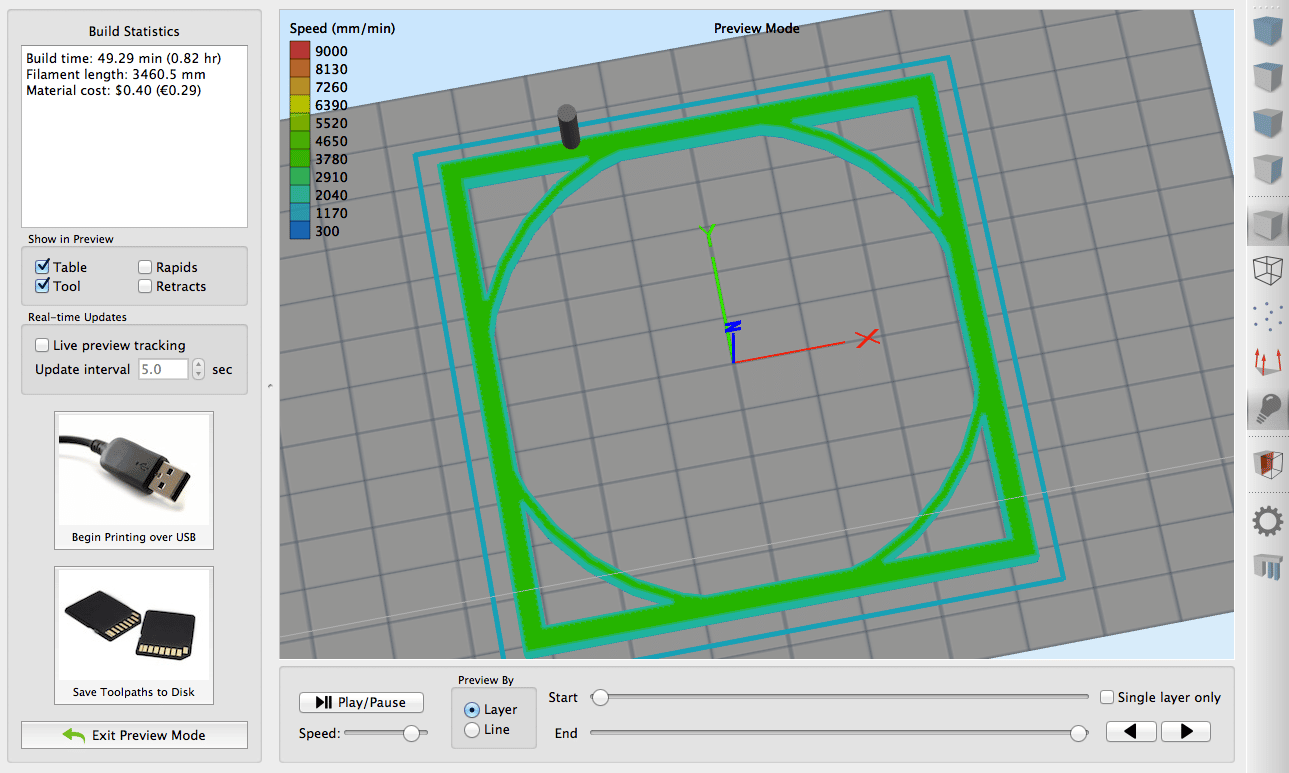
در Preview mode مدل سه بعدی تکمیل شده قابل مشاهده است (به انضمام skirt که محیط مدل را احاطه کرده است). می توانید با ابزار درگ، مراحل چاپ را عقب و جلو ببرید.
بیشتر بخوانید: لایه RAFT چاپگر سه بعدی چیست و چه زمان استفاده شود؟
پیشنهاد میشود، قبل از شروع پرینت سه بعدی، همیشه این بخش را با دقت مرور کنید. این بخش به اصلاح خطاهای احتمالی، حذف بخشهای اضافه، فهمیدن موارد لازم برای کاهش متریال یا زمان چاپ کمک شایانی میکند.
همچنین سه گزینه نهایی پیش روی شماست:
۱- Begin Print over USB : پرینت از کابل usb، وقتی چاپگر به سیستم متصل است.
۲- Save toolpath to disc: یعنی خروجی به SD Card یا فلش مموری
۳- Exit Preview mode: وقتی می خواهید تغییرات جدیدی اعمال کنید یا یک خطا را اصلاح نمایید.
فرض میکنیم که شرایط چاپ بهینه بوده و پرینتر در نرم افزار آنلاین می باشد، Begin Print over USB را کلیک میکنیم. چاپگر زمان کوتاهی را برای آماده سازی نیاز دارد، اکسترودرها کمتر از چند دقیقه گرم میشوند، در حالی که معمولا بستر چاپ تا ۲۰ دقیقه زمان گرم شدن را نیاز دارد.
مزیت چاپگر متصل به نرم افزار در امکان باز کردن پنجره Machine Control Panel و مشاهده لحظه ای این تغییرات می باشد.
فرآیند ساخت شروع شده است، به حرکات اکسترودر توجه کنید تا مشکلات احتمالی قابل پیش بینی باشد:
۱- اگر فیلامنت جاری نمی شود:
احتمالا نازل و بستر بیش از حد نزدیک یکدیگر هستند. پرینت را به طور کامل قطع کرده و فنرهای زیر پلیت را کمی سفتر کنید تا فاصله افزایش یابد. دوباره چاپ را شروع و به دقت شروع پرینت بازبینی شود.
۲- اگر فیلامنت به جای اینکه به بستر بچسبد، دور نازل چسبیده یا پیچ می خورد:
یک علت می تواند به خاطر فاصله بیش از حد پلیت و نازل ها باشد. پس پرینت را متوقف و پیچ یا فنرهای زیر پلیت را شلتر کنید تا سطح پلیت بالاتر رود. همچنین، می توان درصد first layer را در نرم افزار کاهش داد.
بیشتر بخوانید: خطاهای پرینتر سه بعدی
در صورتی که هیچکدام از خطاهای بالا رخ نداد، بدین معنی است که فرآیند چاپ لایه های اول به درستی در حال طی شدن است و شما آنرا به خوبی تنظیم کرده اید!



سلام بسیار عالی و ممنون از توضیحات خوب و کاربردی
تشکر