
فهرست مطلب
Toggleنکات و ترفندهای ساخت پیکره های کوچک با چاپگرهای سه بعدی متریال فیلامنت
یکی از متداول ترین دلایل استفاده از چاپگر سه بعدی، تهیه وسایل سرگرمی و بازی است. افراد از این طریق میتوانند ابزارها و اسباب بازی های مورد نظرشان را چاپ کنند. همچنین پیکره های مینیاتوری (معمولاً اندازه حدودی 28 میلیمتر) که برای بازی های رومیزی استفاده میشوند.
اغلب اعتقاد بر این است که برای چاپ مدل هایی با جزئیات پیچیده، پرینترهای رزینی بهترین انتخاب هستند، در حالی که تصور میشود پرینترهای FMD برای مدل های بزرگ تر و حجیم تر، که ویژگی های مسطح و ساختمانی دارند، مناسب باشد؛ بله، این حرف صحیح میباشد؛ اما با تنظیم مناسب و صحیح، میتوان مدل هایی با روش FDM تولید کرد که با چاپ رزینی هم قابل مقایسه باشند.
در این مقاله، بخش هایی از پرینت سه بعدی را بررسی می کنیم که تنظیم شان کمی دشوار است و برای کسب نتیجۀ بهتر حیاتی هستند: لایه، سرعت، ساپورت و خنک سازی. در آخر، به تنظیمات پرینتر سه بعدی می پردازیم و منابع بیشتری به شما معرفی میکنیم.
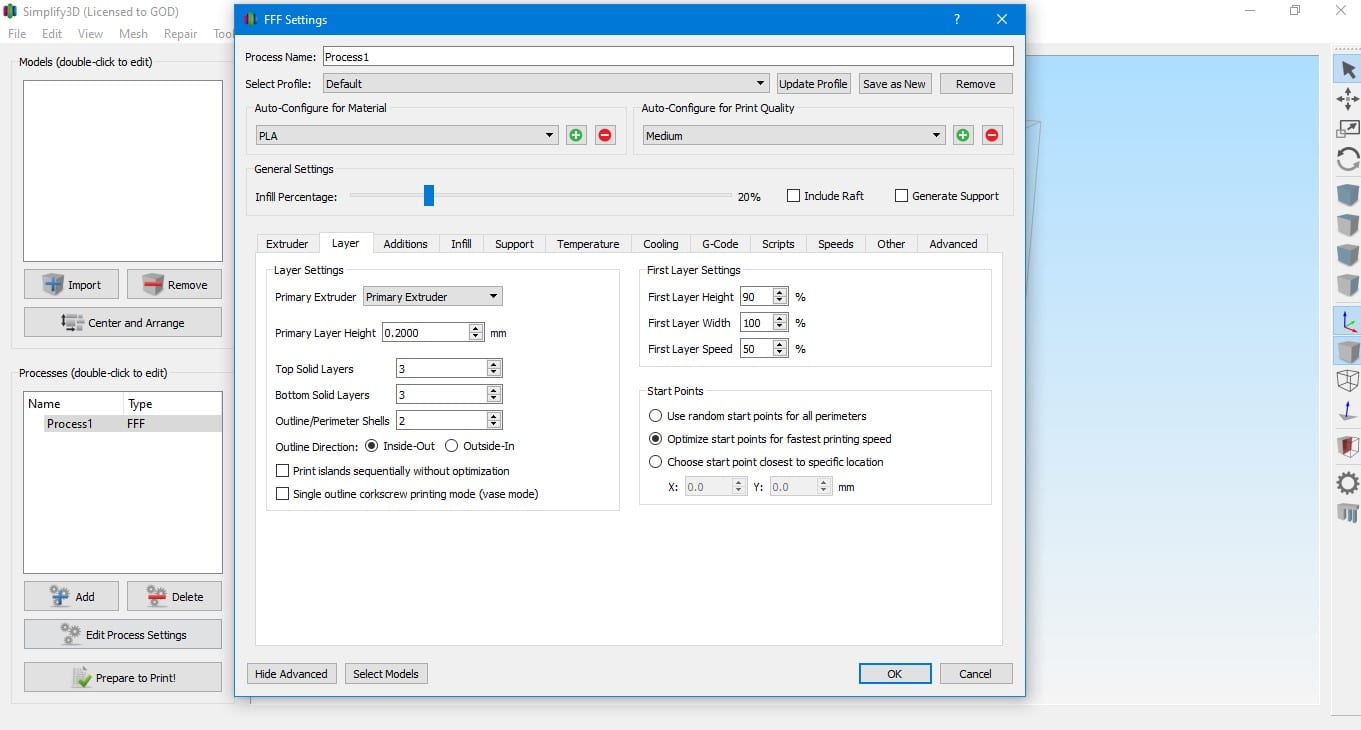
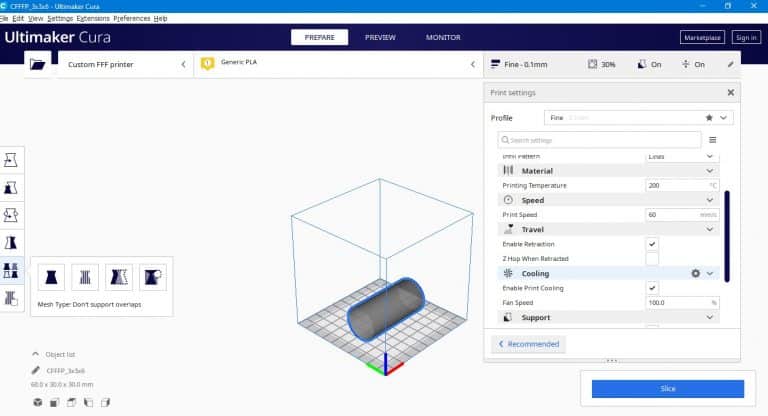
در این مقاله پیش فرض را بر تسلط نسبی خواننده بر مفاهیم و بخشهای تنظیمی نرم افزار اسلایسر گذاشته ایم و همچنین این مقاله بر اساس اسلایسر محبوب جهان یعنی Simplify3D و Cura تدوین شده است و تمامی آیتم هایی که در ادامه می آیند در این اسلایسرها قابل دستیابی هستند؛ البته در صورتی که از اسلایسر دیگری نیز استفاده میکنید موارد تنظیمی کم و بیش قابل مشاهده خواهد بود.
نکته: در صورتی نیاز به توضیحات تکمیلی در هر مبحث روی لینکها کلیک کنید.

لایه ها layers
بزرگ ترین مزیت چاپ سه بعدی البته ارتفاع بعد سوم یا همان محور Z است. ساختار عمودی پرینت از طریق روی هم قرار گرفتن لایه ها ساخته می شود اما همۀ لایه ها هماندازه نیستند.
دو جنبۀ اصلی یک مدل، ارتفاع لایه و لایه های بالایی هستند. ارتفاع لایه یا Layer Height همان ضخامت هر لایه است که با کسری از میلیمتر اندازه گیری می شود. هر چه لایه نازک تر باشد، جزئیات مدل دقیق تر خواهد بود. با این وجود، لایه های بسیار نازک منجر به افزایش زمان چاپ، نقص در لایه ها و حتی خرابی پرینت می شوند. یعنی بین زمان و جزئیات پرینت باید تعادل برقرار شود.
نکات و ترفندها
- Layer Height: با ارتفاع لایه گذاری 0.01 میلیمتر شروع کنید. این مقدار اغلب عالی است و پرینت زیاد طول نمی کشد.
- گاهی اوقات، کمیت به کیفیت ضربه می زند. برای چاپ سریع تر، می توانید مقدار ارتفاع را خیلی تدریجی افزایش دهید که این کار برای پرینتِ گروهی کارایی دارد، مثلا برای چاپ سه بعدی چندین پیکره سرباز کوچک؛ آنها چیز ویژه ای به نظر نمی رسند اما بازیکنان بدشان نمی آید که مهره های بیشتری برای جنگیدن داشته باشند!
- از تطبیق پذیری لایه ها (Adaptive Layers) استفاده کنید. برای بخشهای کوچکی که اهمیت بصری کمتری دارند، مثلاً پایۀ مجسمه، سعی کنید با لایه های تطبیقی کار کنید. با این کار کیفیت چاپ را در بخش های حساس حفظ می کنید و در بخش های کم اهمیت سرعت چاپ بیشتری خواهید داشت.
- لایه های بالایی (Top Layers) را در نظر داشته باشید. هنگام چاپ چیزی با سطح صاف، مانند پایۀ مینیاتور، لایه های بالایی به یک مسئله تبدیل می شوند. («Top Layers» به تعداد لایه های بالای مدل اشاره دارد.) هر چه ارتفاع لایه نازک تر باشد، لایه های بالایی باید سطحی صاف تر و صیقلی تر داشته باشند تا از بروز مشکل بالشتی شدن (Pillowing) جلوگیری شود.
اگرچه همۀ این موارد را باید در نظر داشته باشید، اما لایه ها تنها مورد مهم برای دستیابی به یک مینیاتور خوب نیستند. در مرحلۀ بعد به سرعت چاپ نگاهی می اندازیم.

سرعت چاپ 3D Print Speed
سرعت چاپ یکی از مهم ترین ملاحظات در پرینت سه بعدی و یکی از دشوارترین آنها است. اگر سرعت خیلی بالا باشد، مشکلاتی مانند حبابی شدن، چسبندگی ضعیف لایه ها یا حتی جدا شدن پرینت از بستر چاپ رخ می دهد. اگر سرعت خیلی پایین باشد، در طول زمان، ممکن است کل پرینت خراب شود.
«سرعت چاپ» اصطلاحی است که برای چندین تنظیم ثانویه استفاده می شود و در برخی چاپ ها باید تعدادی از این تنظیمات را تغییر دهید.
نکات و ترفندها
- سرعت لایۀ اولیه را کم کنید. کلید موفقیت یک پرینت خوب، لایۀ اولیۀ محکم است؛ بنابراین، هر چه سرعت چاپ لایۀ اول کم تر باشد، پایه و چسبندگی بقیۀ پرینت بهتر می شود.
- سرعت حرکت (Travel Speed) را بهینه کنید. این اصطلاح به سرعت حرکت سرِ پرینتر، وقتی اکسترود نمی کند، اطلاق می شود. اگر خیلی کم باشد، در چاپ مدل های پر پیچ و خم، زمان زیادی از شما گرفته خواهد شد.
- سرعت زیاد خطرناک است. حواستان باشد اگر سرعت حرکت را زیادی افزایش دهید، ممکن است قطعه در اثر برخورد با نازل از بستر جدا شود.
- سرعت پس کشی (Retraction) را تنظیم کنید. این تنظیم مشخص می کند که پیش از حرکت نازل، فیلامنت با چه سرعتی به درون نازل بازکشیده شود. اگر سرعت به اندازۀ کافی نباشد، پلاستیک داغ روی مدل چکه خواهد کرد.
حالا که در مورد سرعت چاپ صحبت کردیم، نگاهی می کنیم به یکی دیگر از موارد حیاتی پرینت سه بعدی: ساپورت.

ساپورت Support
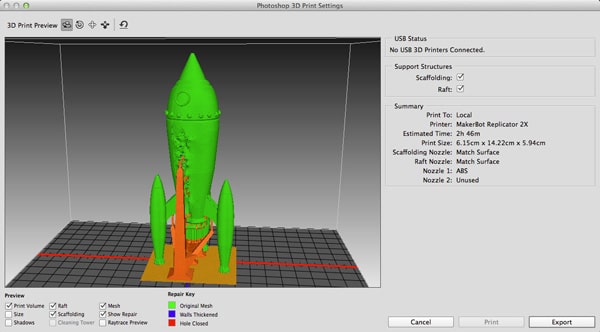
همه گاهی به ساپورت یا بافت نگهدارنده نیاز پیدا می کنند و مدلهای مینیاتورها هم از این قضیه مستثنا نیستند.
در اینجا، ساپورت به ساختارهایی گفته می شود که توسط برنانۀ اسلایسر تولید می شوند تا بخش های آویزان مدل را نگه دارند، مثلاً بال ها یا دست های افراشتۀ مدل Ashen Manticore. بدون ساپورت، مدل هایی شبیه به این احتمالاً دچار مشکل می شوند و به ندرت چیزی بین زمین و هوا، بدون هیچ نگه دارندهای، پرینت می شود.
با این وجود، ساپورت هم مشکلات خود را دارد؛ پس از پرینت باید آنها را جدا کرد که این کار ممکن است ردی به جا بگذارد یا به مدل آسیب بزند. از این بدتر، ساپورت ها ممکن است روی بخش های بصری (مانند دست های برافراشته) رد به جا بگذارند که کاملاً قابل دید است.
نکات و ترفندها
- از ساپورت فقط در بخش های کاملاً آویزان استفاده کنید. منتهای درجۀ استانداردی برای استفاده از ساپورت وجود ندارد اما 60 درجه می تواند نقطۀ شروع خوبی باشد. استفاده از ساپورت در هر بخشی که زاویۀ کمتری از این داشته باشد، هدر دادن وقت، انرژی و فیلامنت است.
- از ساپورت گذاری درختی یا شاخه ای (Tree Support) استفاده کنید. ساپورت درختی ساختارهایی ایجاد می کند که، به جای بالا یا پایین، مدل را از اطراف احاطه یا بغل می کنند. این امر باعث می شود نقاط تماس کمتری ایجاد شود و حذف ساپورت راحت تر صورت بگیرد؛ در حالی که همچنان از قسمت های ظریف مدل مانند آنتن یا نیزه پشتیبانی می شود.
- از افزونه استفاده کنید. افزونۀ Custom Supports را از Marketplace شرکت Cura نصب کنید. این افزونه، به جای تکیه بر الگوریتم، به شما اجازه می دهد که از ساپورت فقط در بخش های ضروری استفاده کنید.
حالا که در مورد استفاده از ساپورت برای بخش های ظریف مدل می دانیم، وقت آن است که به طور کلی در مورد چاپ مدل فکر کنیم.

خنک سازی Cooling
پرینت FDM در اصل فرایندی است که در آن پلاستیک ذوب شده و سپس به شکل دلخواه خنک می شود تا مدل ساخته شود. با این وجود، روش هایی برای کنترل بهتر تغییرات دمایی وجود دارد. چاپگرها معمولاً در بخش Hot End خود دارای فن خنک کنندهای هستند که روی مدل میدمد و آن را خنک می کند.
عملیات خنک سازی برای مینیاتورها مهم تر از مدل های بزرگ است، چون Hot End مدتی طولانی در یک منطقه باقی می ماند، که این امر می تواند باعث بروز ایراد یا حتی تغییر شکل مدل شود.
نکات و ترفندها
- مطمئن شوید که خنک کننده فعال شده باشد. در Cura، به منوی Cooling بروید و مطمئن شوید که کادر «Enable Print Cooling» تیک خورده باشد.
- خنک سازی به فیلامنت بستگی دارد. سطح خنک سازی به نوع پلاستیک مصرفی وابسته است. فیلامنت PLA به خنک سازی در طول چاپ نیاز دارد، در حالی که PETG و ABS به خنک سازی بسیار کمی نیاز دارند یا اصلاً احتیاجی به این کار ندارند، حتی ممکن است خنک شدن بیش از حد مدل را خراب کند. توضیحات رول فیلامنت یا سایت شرکت تولید کننده را نیز چک کنید تا دمای پیشنهادی برای خنک سازی را بیابید.
- نسخۀ به روز شدۀ فن خود را چاپ کنید. برای یافتن نسخه های قابل چاپ، مدل پرینتر خود را در سایت های طراحی مانند com جستجو کنید.
در حالی که جنبه های مختلف اسلایسر را بررسی کردیم، یک مورد حیاتی دیگر نگفته مانده است: خود پرینتر سه بعدی.

تنظیم مکانیکی چاپگر سه بعدی
قطعاً، هیچ کدام از ترفندهای نرم افزار کفایت نمی کند، اگر پرینتر به درستی کار نکند. نگهداری و مراقبت منظم از پرینتر FDM، چاپی مطمئن و دقیق را تضمین می کند، چه یک گروه تندیس ارتش کوچک با کیفیت پایین باشد و چه اژدهایی سه سره با جزئیات کامل. چند نکته که باید در نظر داشته باشید عبارتند از: سطحبندی بستر چاپ، تمیزکاری نازل و بروز رسانی مرتب در صورت لزوم.
نکات و ترفندها
- تمیزی نازل امری ضروری است. یک نازل مسدود شده می تواند روی مدل حباب به جا بگذارد، یا حتی بدتر، باعث افت اکستروژن شود. اگر برای مدتی طولانی فیلامنت را عوض نکرده اید، هم رول فیلامنت روی دستگاه خشک میشود و هم باقیمانده فیلامنت درون نازل سخت و خشک میشود ؛ بنابراین نیاز به تمیزکاری یا تعویض نازل خواهید داشت : پیشنهاد میشود مقاله «خطای نازل پرینتر سه بعدی» را مطالعه کنید.
- چند نازل یدکی بخرید. می توانید نازل های یدکی ارزان قیمت برنجی تهیه کنید تا گهگاهی آنها را تعویض کنید. مزیت جانبی این امر داشتنِ قطرهای مختلف نازل است که به شما امکان می دهد افزایش سرعت جریان یا ارتفاع لایه گذاری نازک تر را آزمایش کنید (نکته تعویض نازل نیاز به مهارت و دقت دارد تا باعث شکستگی یا سوختن دست خود نشوید، مطمئن شوید که قبلا با شرکت سازنده چاپگر خود هماهنگی داشته اید).
- مطمئن شوید که بستر چاپ سطح بندی شده باشد. تراز کردن بستر یا calibration یا کالیبراسیون: احتمالاً اصلی ترین مشکلی است که پرینترهای سه بعدی با آن روبرو هستند، چون جزئی ترین تغییر در تراز، باعث خرابی پرینت میشود. اگر چاپگر سه بعدی شما به صورت دستی سطح بندی می شود، G-Code هایی برای دانلود وجود دارد که این فرایند را برای شما نیمهخودکار می کند. از طرف دیگر، می توانید حسگر خودکار تراز بستر مانند BLTouch را خریداری کنید.
اگر 3D Printer شما، مانند مدل Creality Ender 3، به صورت غیرمونتاژ (کیت ساخت) عرضه می شود، احتمالاً بستر شما تراز نیست. این امر باعث می شود که کالیبراسیون های دیگر شما بی فایده باشد. برای بررسی این مورد، پرینتر را روی سطحی صاف و پایدار مانند میز قرار دهید و هر گوشۀ پایه را به پایین فشار دهید. اگر تکان می خورد، پس نیاز به تنظیم دارد.
منابع دیگر
آنچه برای چاپ مدلهای سه بعدی مینیاتوری گفته شد، اصطلاحا فقط نوک کوه یخ است و شاید نیازهای چاپی شما را برطرف نکند. قطعاً ترفندها و تنظیمات دیگری برای چاپ سه بعدی وجود دارد که چاپ مینیاتوری شما را بهبود می بخشد و باید خودتان به انگلیسی در گوگل جستجو کنید. منابع گسترده ای از اطلاعات بصورت آنلاین، از جمله در یوتیوب و وبسایتهای انگلیسی زبان حوزه 3D Print وجود دارد، باید وقت بگذارید و با حوصله آنها را بررسی کنید؛ اگر زبان انگلیسی هم بلد نیستید سخت نیست چون گوگل سرویس آنلاین ترجمه دارد | translate.google.com | کافیست مطلب انگلیسی که بنظرتان مناسب آمده را در باکس بیندازید تا آنرا برایتان ترجمه کند.
لطفا نظرات یا منابع پیشنهادی خود را در بخش کامنتیگ مطرح کنید.



سلام. بسیار ممنون.. توضیحات خوبی بود
از نظرتان ممنونم