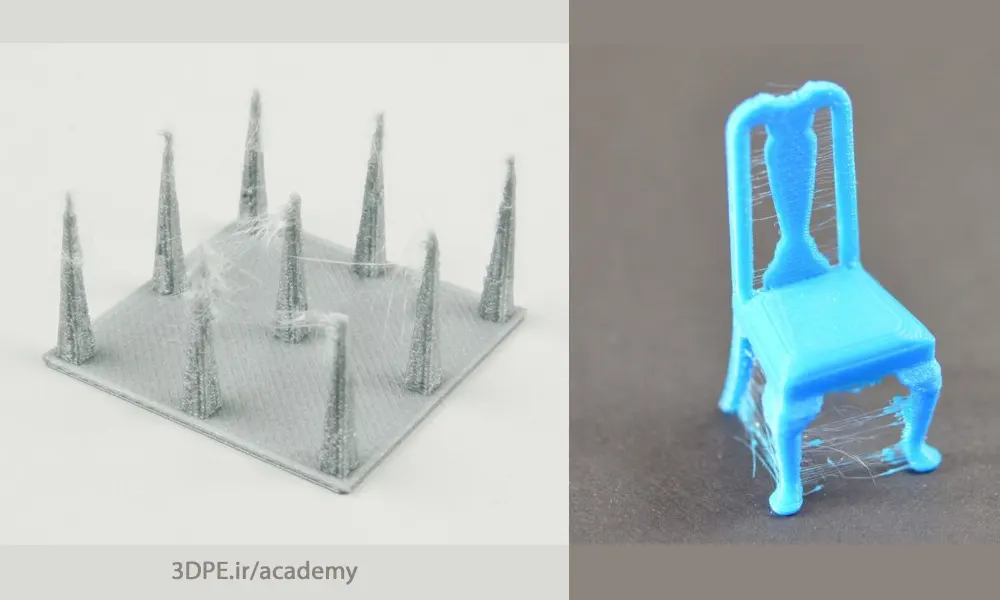
مشکل رشته شدن، ریسمانی شدن یا Stringing چاپ سه بعدی (انگلیسی با نامهای oozing، whiskers یا hairy print خوانده می شود) به حالتی گفته می شود که رشته های نازکی از پلاستیک روی مدل سه بعدی باقی بماند. عمده ترین دلیل این ایراد به این دلیل رخ میدهد که در زمان حرکت اکسترودر به مکانی جدید، پلاستیک به آرامی از نازل خارج شده یا اصطلاحا تراوش میکند ولی موارد دیگری نیز ممکن است باعث این خطا شوند. برای رفع این مشکل چهار روش وجود دارد که در این مقاله آنها را توضیح میدهیم.

این مشکل به دو صورت ظهور میکند که هر دو در واقع یک ایراد محسوب میشود:
– مویی شدن و پرزهای زائد
– رشته ای شدن فیلامنت در هنگام پرینت سه بعدی
مشکل مویی بودن در ظاهر شبیه به رشته ای شدن است ولی در اصل رشته ها آن بسیار نازکتر است واین پرزها در راستای حرکت اکسترودر نمی باشد.



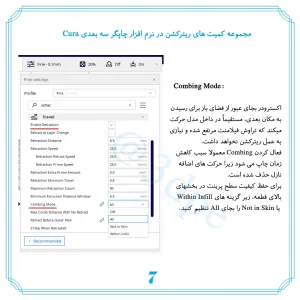
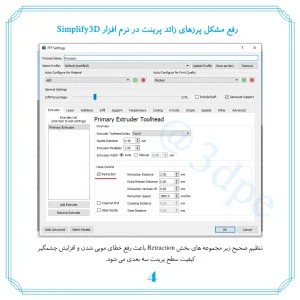
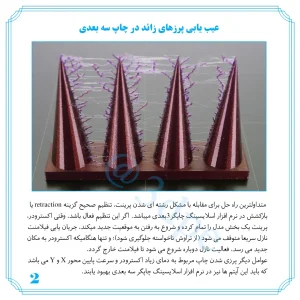

متداولترین تنظیمی که برای مقابله با رشته شدن پرینت سه بعدی استفاده می شود، گزینه retraction یا بازکشش نام دارد. اگر این تنظیم فعال باشد، هنگامی که اکسترودر پرینت یک بخش از مدل را تمام می کند، جریان فیلامنت در نازل متوقف می شود تا از تراوش جلوگیری شود. زمانی که پرینت باید دوباره شروع شود، فیلامنت به جلوی نازل فشار داده شده تا اکستروژن مجددا از نوک نازل انجام شود.
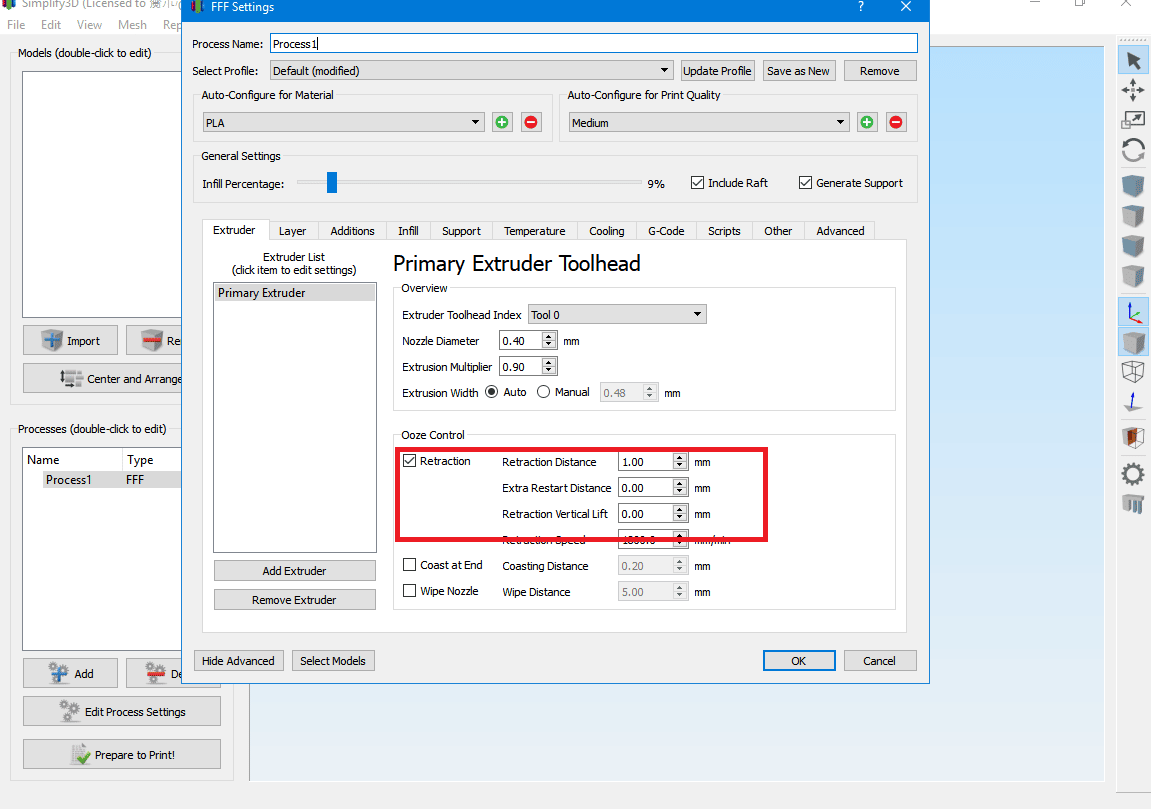
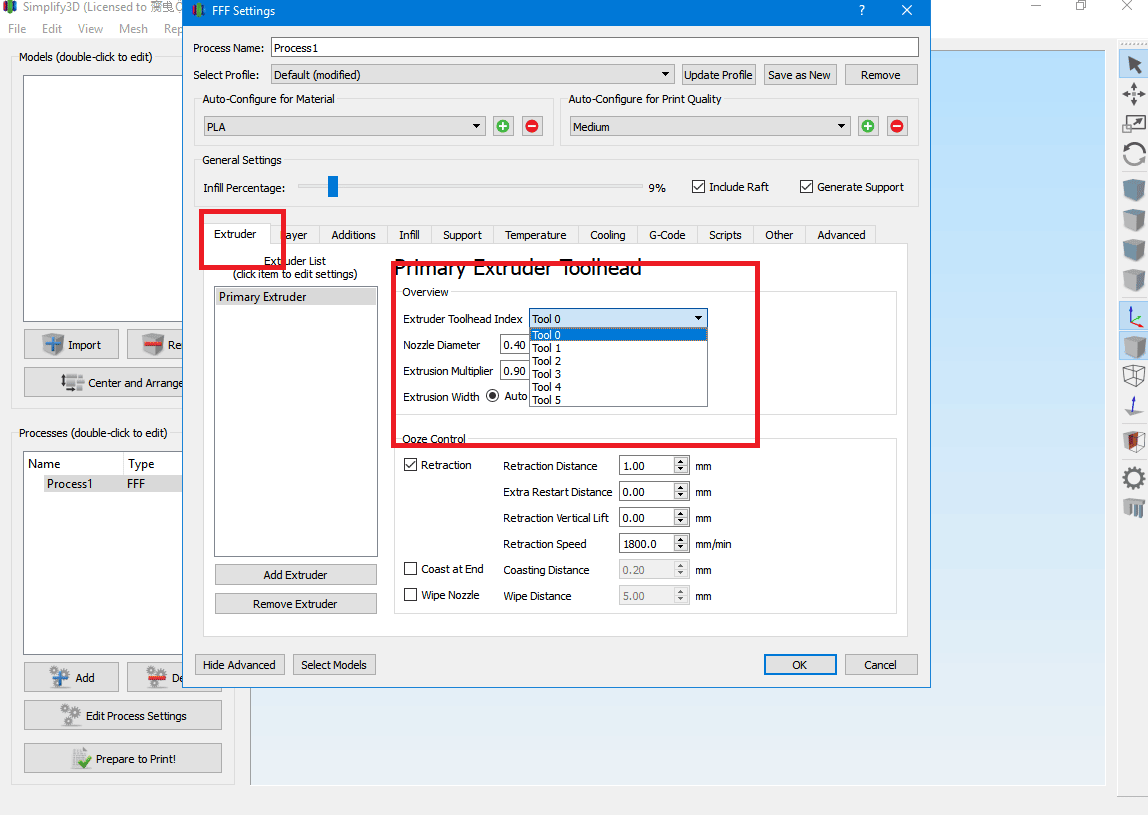
برای فعال کردن retraction روی گزینه Edit Process Setting در نرم افزار simplify3D کلیک کنید و سپس روی تب Extruder کلیک کنید. مطمئن شوید که گزینه retraction برای تمام اکسترودرها فعال باشد. در بخش های پایین تر این مقاله، در مورد تنظیمات مهم retraction و همچنین تنظیمات دیگر قابل استفاده برای جلوگیری از stringing صحبت خواهیم کرد (پیشنهاد میشود مقاله تکمیلی درباره Retraction را نیز مطالعه کنید).
نکته: برخی اعتقاد دارند این مشکل بیشتر به فیلامنت و مواد تشکیل دهنده آن بستگی داره شاید با تغییر نوع فیلامنت مشکل حل شود. حتما مطمئن شوید سر نازل در هنگام پرینت تمیز باشد زیرا ممکن است در هنگام پرینت مقداری از فیلامنت یه نازل چسبیده باشد و همان مقدار باعث بوجود آمدن پرزها شده است. خوشبختانه این پرزها به راحتی پاک می شوند. فقط کافیست به ارامی انها را با انگشتان خود بسایید.
-
اصلاح خطای پرزهای زائد پرینت سه بعدی از طریق ریترکشن:
Retraction Distance (فاصله بازکشش)
مهم ترین تنظیمِ بازکشش، retraction distance یا فاصله بازکشش است. این تنظیم اندازه فاصله عقب کشیده شدن فیلامنت در نازل را تعیین می کند.
به صورت کلی هر چه پلاستیک بیشتر در نازل بازکشیده شود، احتمال تراوش در هنگام حرکت کمتر است. اکثر اکسترودرهای Direct Drive تنها به فاصله ۰٫۵ تا ۲٫۰ میلیمتری نیاز دارند، در حالی که این عدد در اکسترودرهای Bowden باید در حد ۱۵ میلیمتر باشد زیرا در این نوع اکسترودرها فاصله بین چرخدنده های اکسترودر و نازل بیشتر است.
اگر در پرینت با مشکل رشته شدن مواجه شدید، retraction distance را به اندازه ۱ میلیمتر افزایش دهید و عملکرد دستگاه را دوباره امتحان کنید.
Retraction Speed (سرعت بازکشش)
تنظیم بعدی مربوط به Retraction که باید آن را بررسی کنید Retraction Speed یا همان سرعت بازکشش است. این گزینه سرعت بازکشش فیلامنت در نازل را مشخص می کند. اگر بازکشش به آرامی انجام شود، این احتمال وجود دارد که پیش از این که اکسترودر به محل جدید برسد پلاستیک از نازل عبور کرده و چکه کند. اگر بازکشش با سرعت زیاد انجام شود، ممکن است فیلامنت از پلاستیک داغِ درون نازل جدا شود، یا حتی حرکت سریع چرخدنده باعث خرد شدن فیلامنت گردد.
معمولا در بازه ۱۲۰۰ تا ۶۰۰۰ میلیمتر در دقیقه (۲۰ تا ۱۰۰ میلیمتر در ثانیه) یک نقطه مناسب برای بهترین عملکرد بازکشش وجود دارد. خوشبختانه، Simplify3D پروفایل های از پیش آماده ای (حالت پیش فرض دستگاه) را فراهم کرده است که در آنها بهترین مقدار برای سرعت بازکشش تعیین شده است، اما با این حال مقدارِ ایده آل تا حد زیادی به متریال مورد استفاده شما بستگی دارد، بنابراین بهتر است که به صورت تجربی سرعت بازکشش را تغییر دهید تا ببینید مقدار رشته شدن کاهش می یابد یا خیر.
-
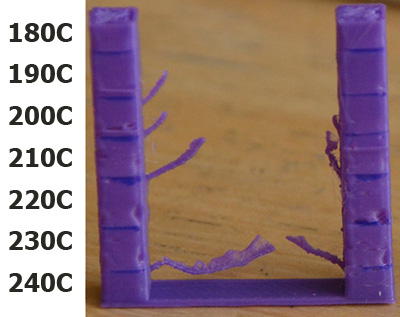
Temperature is too high (خطا به علت دمای بسیار بالا)
حالا که تنظیمات Retraction را بررسی کردید، می رسیم به دومین دلیل مهم بروز مشکل Stringing که دمای اکسترودر است. اگر دما بیش از حد بالا باشد، پلاستیکِ درون نازل چسبناکی خود را از دست می دهد و به راحتی از نوک نازل چکه می کند. از طرف دیگر، اگر دما بیش از اندازه پایین باشد، پلاستیک به حالت نیمه جامد می ماند و فرآیند اکسترود شدن از نازل به مشکل برخورد می کند.
اگر تنظیمات Retraction را انجام داده اید اما هنوز با مشکل مواجه هستید، دمای اکسترودر را ۵ تا ۱۰ درجه کاهش دهید. این کار تاثیر چشمگیری در کیفیت پرینت نهایی خواهد داشت.
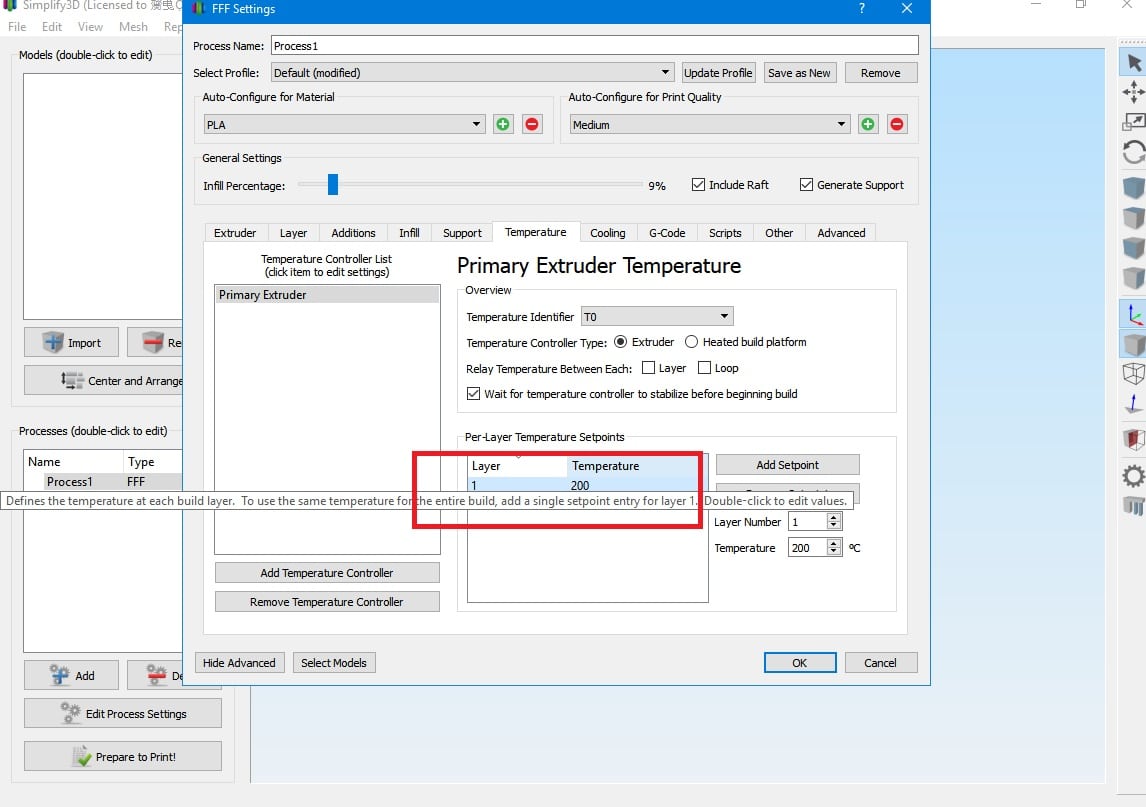
برای این کار روی گزینه Edit Process Setting کلیک کرده و سپس تب Temperature را انتخاب کنید. در لیست سمت چپ اکسترودر خود را انتخاب کنید و سپس روی دمای مورد نظر دبل کلیک کنید تا تغییرات انجام شود.
-
Movement behavior (ایجاد خطا به علت حرکت طولانی روی فضای باز)
همانطور که در بالا گفته شد، مشکل رشته ای شدن پرینت، زمانی رخ می دهد که پلاستیک در حین حرکت اکسترودر، از نازل به بیرون تراوش می کند. طول این حرکت می تواند تاثیری بزرگ روی مقدار تراوش پلاستیک داشته باشد. حرکتهای کوتاه آنقدر سریع انجام می شود که پلاستیک فرصت تراوش پیدا نمی کند. اما در حرکت های طولانی امکان بروز رشته شدن بیشتر است.
خوشبختانه، Simplify3D دارای یک ویژگی بسیار مفید برای اکسترودر است که باعث میشود طول حرکت کاهش پیدا کند. این نرم افزار به صورت هوشمند و خودکار مسیر عبور را طوری تنظیم می کند که نازل مسیر کوتاهی را از روی فضای باز طی می کند تا به مکان مورد نظر برسد.
در واقع، در بسیاری موارد نرم افزار قادر است مسیری را تعیین کند که نازل اصلا از روی فضای باز عبور نکند. به این معنی که امکان رشته شدن دیگر وجود ندارد زیرا نازل همیشه از روی پلاستیک جامد عبور کرده و از روی قطعه خارج نمی شود.
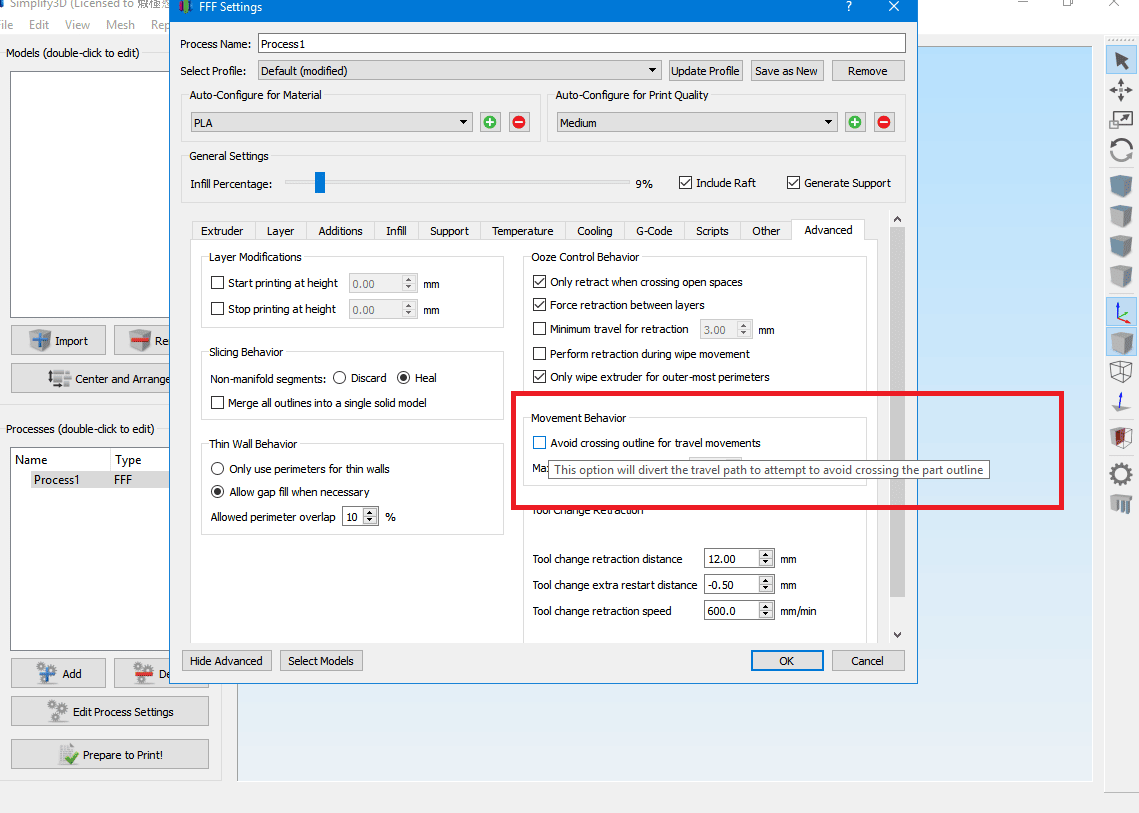
برای استفاده از این ویژگی، روی تب Advance کلیک کنید و گزینه Avoid crossing outline for travel movement را فعال کنید.
-
Movement Speed (سرعت حرکت)
در نهایت، ممکن است متوجه این قضیه شده باشید که سرعت حرکت دستگاه نیز می تواند باعث کاهش زمان حرکت بین دو نقطه و در نتیجه کاهش احتمال تراوش شود.
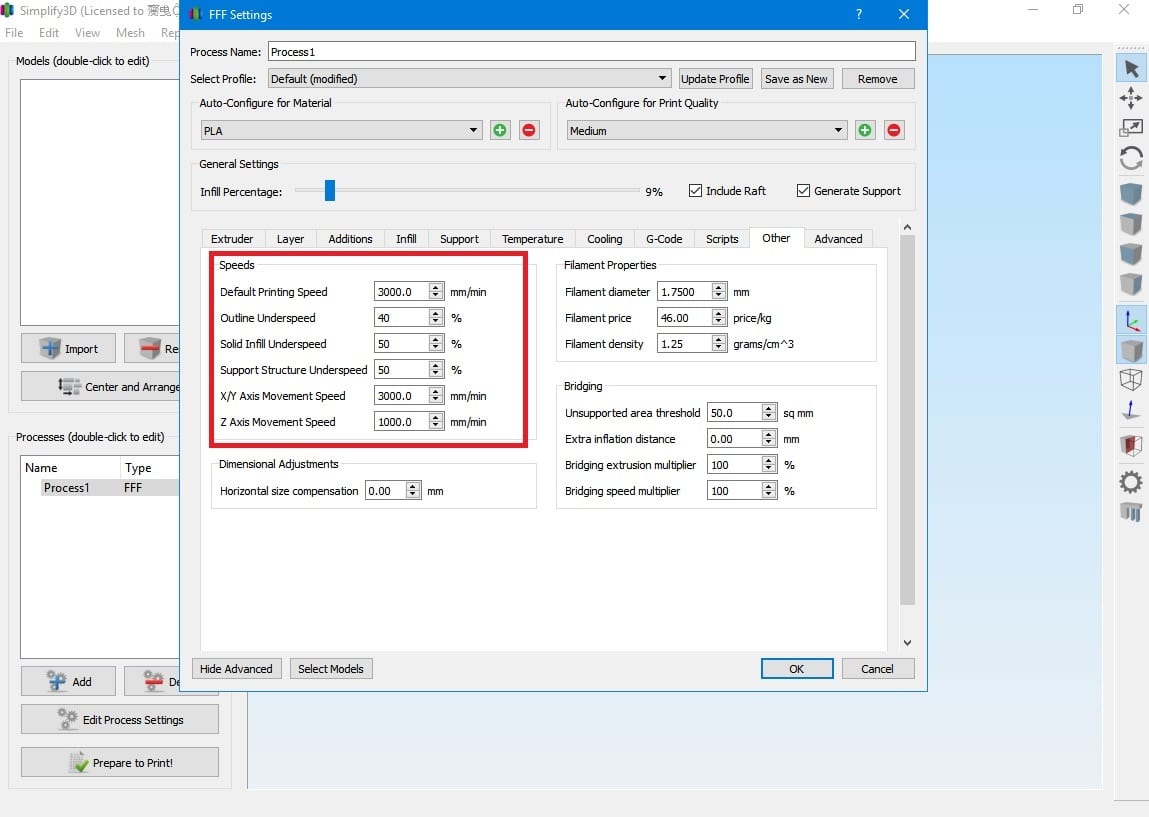
با کلیک کردن روی other و مشاهده قسمت Speeds، میتوانید سرعت حرکت را تعیین کنید. گزینه X/Y Axis Movement Speed سرعت حرکت افقی را نشان می دهد و مستقیما با مقدار زمانی که اکسترودر بر روی فضاهای باز حرکت می کند مربوط است. اگر دستگاه شما توانایی کار با سرعت بالاتر را دارد، ممکن است افزایش مقدارِ این تنظیم به کاهش مشکل Stringing کمک کند.
نکته: قبل از تغییر این بخش، بهتر است با پشتیبانی شرکت سازنده پرینتر سه بعدی خود مشورت کنید.