

– فیلامنت nylon دارای قدرت کششی بالایی است:
آیا تا به حال تلاش کرده اید یک بست کمربندی را با دستتان بشکنید؟ این کار اغلت موفقیت آمیز نخواهد بود؛ این ابزارهای نگهدارنده که فشار زیادی تحمل میکنند، به دلایلی منطقی معمولا از Nylon ساخته میشوند. طناب نایلونی نیز بسیار متداول است و قدرت کشش بسیار بالایی دارد؛ متریال Nylon Filament پرینت سه بعدی نیز همین خواص را دارد.
– تفاوت بین فیلامنتهای Nylon 6 و Nylon 12 چیست؟
اگر تا به حال در مورد آنها شنیده باشید، مسلما دچار سردرگمی شده اید؛ اما بدانید مانند بسیاری از ترموپلاستیکهای پرینت سه بعدی، فیلامنت نایلون نیز دارای درجات مختلفی است. بسیار مهم است که درجه ای از آن را تهیه کنید که نسبت به هدف شما مناسب باشد.
بدون این که بخواهیم خیلی مسئله را تخصصی کنیم، درجه های معمول، Nylon 6 و Nylon 6/6 (که گاهی به نام Nylon66 خوانده می شود) هستند. معروفترین آنها تولید شرکت Taulman Nylon است. این شرکت همچنین مدلهای 618 و 645 که دیگر انواع Nylon 6 هستند را تولید می کند. با این که مدلهای 6 و 6/6 دارای قدرت و سختی قابل ملاحظه ای هستند اما ثبات حرارتی و شیمیایی آنها با نمونه های جدید Nylon 6 و Nylon 12 قابل مقایسه نیست. مدل Nylon 12 نه تنها شکل خود را در برابر محدوده وسیعی از درجه حرارت حفظ می کند، بلکه در مقابل جذب آب نیز حساسیت کمتری نسبت به شماره 6 دارد.
تمامی رولهای نایلون فیلامنت، دارای خاصیت «جذب رطوبت» یا Hygroscopic هستند؛ به این معنی که آب را سریعا بخود میکشند. در حقیقت، رول فیلامنت نایلون می تواند به اندازه 10 درصد از چگالی خود آب جذب کند. پس حواستان باشد که آن را در بسته ای خالی از هوا یا ظرف حاوی نمگیر نگه دارید. جذب آب نایلون 12، تنها نصف درجات 6 و 6/6 است؛ بنابراین با توجه به همه این مسائل، این گزینه برای پرینت سه بعدی مناسب تر است.

در تصویر بالا، دو گلدان را می بینید که از روی یک طرح و با تنظیمات یکسان پرینت شده اند. مدل سمت چپ با رول فیلامنت نایلونی مناسب (خشک) چاپ شده در حالیکه سمت راست رول نایلون رطوب زده است؛ کیفیت بد سطح در قطعه سمت راست کاملا واضح میباشد (سطح گلدان با متریال نم زده دارای رشته های جدا شده از سطح است).
فیلامنت Nylon خشک که در سمت چپ تصویر می بینید دارای سطحی صاف است و میتوانید به سختی الگوی پرشوندگی داخل آن را ببینید که نشان میدهد این فیلامنت میتواند نسبتا نیمه شفاف هم پرینت شود.
بنابراین، رشته فیلامنت نایلونی که پیش از پرینت، رطوبت جذب کرده باشد؛ دارای سطح نهایی ضعیفی خواهد بود و حتی ممکن است داخل اکسترودر با مشکل مواجه شود.
نکته قابل تامل درباره نایلون؟ پیش از استفاده همیشه آن را خشک نگه دارید. می توانید در مورد چگونگی خشک نگه داشتن Nylon نیز در گوگل یا یوتیوب مطالب مفید را جستجو کنید.
پس اگر با پایان پرینت نیز قطعه نایلونی ساخته شده اجبارا رطوبت را جذب خواهد کرد، استفاده از فیلامنت نایلونی مثل نوع Nylon 12 بهتر است زیرا جذب آب کمتری دارد و کیفیت سطح قطعه بهتر حفظ خواهد شد.
مدل Nylon 12 به تازگی به بازار پرینت سه بعدی کشورهای صنعتی عرضه شده است؛ در ایران نیز با توجه به شرایط بازار گاهی اوقات Nylon Filament مارکهای یوسو ، ایسان و غیره یافت میشود.
– حق انتخاب رنگهای جالبتری می خواهید؟ میتوانید فیلامنت نایلون را رنگ کنید:
جذب آب توسط نایلون یک جنبه مثبت نیز دارد، شما در واقع می توانید نایلون را رنگ کنید و نتیجه خوبی هم بگیرید. ما اینجا به چگونگی این کار نمی پردازیم اما مقالات جداگانه ای در این مورد نیز وجود دارد (به انگلیسی در گوگل سرچ کنید). فقط یادتان باشد که حتما فیلامنت را پس از رنگ کردن بخوبی خشک کنید.
اگر رول نایلون را از قبل در کیسه خالی از هوا به همراه ماده نمگیر قرار داده اید، دیگر نیازی به خشک کردن آن پیش از پرینت ندارید. با این وجود، با توجه به این که این ماده نسبت به قرار گرفتن در معرض رطوبت حتی در کوتاه مدت نیز حساس است؛ اگر سطح نهایی پرینت کیفیت یکدستی نداشت یا اگر در هنگام فرآیند صدای ترق و تروق شنیدید، باید آنرا خشک کنید!
دلیل ترکیدن این است که رطوبت موجود در فیلامنت در معرض حرارت به بخار تبدیل شده و به شدت از اکسترودر خارج میشود. این اتفاق باعث خراب شدن پرینت میگردد.
– خشک ماندن رشته فیلامنت Nylon:
حجم مناسبی از سیکیکاژل یا هر ماده نم گیر دیگری که میشناسید را دورن بسته قرار دهید تا نم جذب گردد.
– بهترین پرینتر سه بعدی برای فیلامنت Nylon کدام است؟
خب، حالت خوشبینانه این است که هر 3D Printer که بتواند با ABS یا PETG کار کند و بستر گرم شونده نیز داشته باشد، با Nylon Polymer نیز سازگار میشود؟ متاسفانه تا حدی خیر ! چاپ مداوم متریال نایلون، نیاز به اکسترودر تمام فلزی دارد (در پرینتهای کم ساعت با اکسترودر معمولی حاوی پایپ پلاستیکی PTFE تا حدی امکان پذیر است ولی نهایتا این قطعات بجهت فرسودگی باید تعویض شوند)، بنابراین اگر ساختار نازل چاپگرتان از انواع نیمه فلزی هست، چاپ Nylon سخت خواهد بود زیرا این متریال دمای اکسترود بالا (حداقل 260 درجه) و سر نازل مقاومتر از جنس فلز برنج (که سر نازل مرسوم چاپگرهاست) نیاز دارد؛ پس باید مطمئن شوید که پرینتر3بعدی شما میتواند به دمای مناسب برای چاپ سه بعدی نایلون دست پیدا کند.

باید این نکته را ذکر کرد که لوله های PTFE (یا همان پایپ سفیدرنگ نازل اکسترودرMK8) که در حال حاضر در بسیاری پرینترهای FDM وجود دارد، در چاپهای طولانی با دمای بیشتر از 250 درجه سانتیگراد دچار افت و تغییر شکل میشوند. بنابراین با توجه به زمان اضافه لازم برای پرینت نایلون ممکن است این لوله ها دچار ایراد شوند؛ یادتان باشد که حتما این مسئله را درباره پرینتر از شرکت سازنده سوال کنید.
نکته: در بروشور برخی سازندگان، فیلامنت نایلون با رنج پایینتر دمای 230 تا 260 درجه سانتیگراد عنوان شده است که باید شرایط پرینت آنها را با دستگاه خود تست کنید.
– چگونه با Nylon چاپ سه بعدی کنیم و بهترین نتیجه را بگیریم:
- Nozzle temperature: 240-290 °C
- Bed temperature: 65 – 100 °C
- استفاده از چسب ماتیکی، blueTape و …
- Print speed: 25-50 mm/s
- Fan speed: 0-50%: معمولا باید خاموش باشد.
- بهتر است محفظه چاپ محصور باشد.
- دمای لازم برای فیلامنت نایلون حدود 240 تا 290 درجه سانتیگراد است (با توجه به ترکیب شیمیایی نایلون شرکت سازنده). پیشنهاد می کنیم با درجه های حرارت میانگین امتحان کنید تا به صورت تجربی بهترین دما را با توجه با ساختار دستگاهتان پیدا کنید.
- دمای بستر گرم شونده باید حدود 80 درجه سانتیگراد باشد. از آنجا که نایلون به سرعت خنک می شود و این باعث پیچش و تاب برداشتن مدل خواهد شد، پیشنهاد ما 100 درجه و حتی بیشتر است.
- برای ایجاد چسبندگی لازم، از چسب ماتیکی باکیفیت روی بسترهای شیشه ای یا فلزی استفاده کنید (نوار Kapton نیز برای این کار مناسب است).
- مطمئن شوید که خنک کننده دستگاه خاموش یا روی دور حداقل باشد و همچنین در محیط سرد و خنک پرینت را انجام ندهید.
با استفاده از راهنمایی های گفته شده و تنظیم دمای مناسب برای نایلون میتوانید به نتیجه خوبی در پرینت دست پیدا کنید. شاید این متریال چیزی نباشد که بخواهید همیشه با آن کار کنید اما برای قطعاتی که نیاز به دوام بیشتری دارند یا اگر برای کارهای تجاری مثل مرکز خدمات پرینت سه بعدی استفاده می کنید، ما این متریال را توصیه می کنیم.
در ضمن به تازگی شرکت rigid.ink فیلامنت جدید Nylon Plus را که با شیشه تقویت شده عرضه کرده که دارای قدرت بیشتر و مقاومت بالا در برابر ساییدگی است. فقط برای استفاده از آن باید نازل از جنس محکمی مانند فولاد باشد و نازل برنجی کفایت نمیکند.
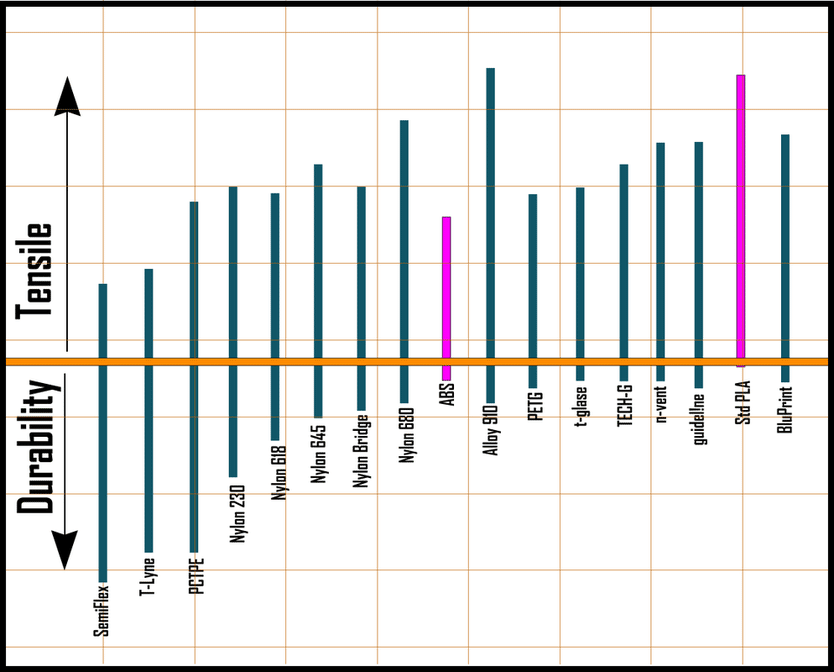
Tensile: انبساط یا کشسانی
Durability: دوام یا ماندگاری
اکنون به بررسی سه نوع برند تولیدکننده فیلامنت نایلون می پردازیم:
به تازگی، کمپانیهای مطرح تولیدکننده فیلامنت موفق به تولید انواع فیلامنت نایلونی با کیفیت متفاوت برای اهداف متفاوت شدهاند.
- فیلامنت نایلون یوسو
- فیلامنت نایلون ایسان
- فیلامنت نایلون تالمن
1- فیلامنت نایلون برند Taulman
شرکت آمریکایی Taulman سه نوع مختلف از فیلامنت نایلونی را توسعه داده است (دارای بهترین ترکیب شیمیایی بین سازندگان) تقسیمبندی بر اساس هدف پرینت سه بعدی انجام گشته و بسته به نظر مصرفکننده، امکان انتخاب وجود دارد.
فیلامنت Taulman nylon 618:
این فیلامنت نایلونی در رده صنعتی قرار میگیرد. چیزی که فیلامنت نایلون ۶۱۸ را متمایز میکند در پیوستگی بسیار عالی لایهها است. فیلامنت شرکت تولمن پس از پرینت سه بعدی امکان ماشینکاری خوبی دارد. همچین کاربرد خوبی به عنوان قالب ریختهگری، محافظ نشت هوا و محافظ شیمیایی نیز دارد؛ زیرا پرینت سه بعدی اشیا با کیفیت بسیار بالا با این نوع متریال امکانپذیر است.
فیلامنت :Taulman nylon 645
متریال اصلاح شده نوع ۶۱۸ است. اگرچه شرایط مشابهی با ۶۱۸ دارد ولی فیلامنت نایلون ۶۴۵ استحکام بالاتر و پیوستگی لایه بسیار بهتری را داراست. نیمه شفاف بوده ولی نسبت به ۶۱۸ ماتتر به نظر میآید.
- فیلامنت Taulman Bridge nylon:
فیلامنت ارزانتری مثل نوع ۶۴۵ محسوب میشود. فیلامنت نایلون بریج طیف وسیعی از اهداف مشتریانش را پوشش میدهد. ویژگیهایی مثل استحکام عالی، چسبندگی لایه اول خوب، کمهزینه بودن، جذب کمتر رطوبت، شفافیت و ضریب آبرفتگی (shrinkage) کمتر را داراست.
بجهت آمریکایی بودن و قیمت بسیار بالای رول فیلامنتهای مارک تالمن، این برند هرگز در ایران عرضه نشده است.
2- فیلامنت نایلون برند یوسو:

در بازار ایران انواع ترموپلاستیک فیلامنتهای Yousu (وای اند اس) ساخت چین قابل خرید است. گاهی اوقات نایلون یوسو نیز در بازار یافت میشود و کیفیت آن قابل قبول است (هنگام خرید مطئمن شوید که تاریخ تولید آن جدید باشد و رولهای قدیمی را نخرید).
3- فیلامنت نایلون Esan:


eSUN ePA Nylon 3D Print Filaments 1.75mm 1kg
features
- Fire retardant (UL94-V2 flame retardant مقاومت حرارتی).
- Printing temp. 230~260℃.
- Super strong.
eSun ePA-12 Nylon 3D Print Filament 1kg 1.75mm
Print Settings
- Optimal Printing Temperature:260-290℃
- Bed Temperature:70-90℃
- Printing Speed:40~100mm/s
- Cooling Fan :0%
در بازار ایران مارک ایسان، طرفداران خاص خود را دارد و این سازنده فیلامنت نایلونی را نیز عرضه کرده است.
خب، امیدواریم با خواندن این مقاله، هوس کرده باشید تا یک رول فیلامنت نایلون گرانقیمت بخرید! لطفا نظرات خود را در بخش کامنتیگ مطرح کنید.



