


YOUSU PETG Filament – Apex PETG Filament
فروش فیلامنت پت جی مارکهای یوسو و اپکس با قیمت مناسب و کیفیت خوب در رنگهای متنوع
***
How to 3D Print PETG Filament
راهنمای فیلامنت PETG توضیح، مقایسه و بررسی
Polyethylene terephthalate glycol
فیلامنت PETG، نوعی ترکیب پلیاستر شبیه به فیلامنت PET میباشد. در واقع فیلامنت PETG (co-polyester) از گلیسرین و ترکیبات فیلامنت PET ساخته میشود (PET-Glycerol). برخی از سازندگان تولیدکننده مواد شیمیایی آنرا Amphora AM1800 نیز نام نهادهاند (Eastman Chemical).
اگر می خواهید رشته فیلامنت PETG را بخرید اما تصوری از آن ندارید، به بطریهای پلاستیکی فکر کنید. PETG فقط در یک مؤلفه تفاوت دارد: گلیکول. این ماده شیمیایی، ترکیب را بطور کامل تغییر می دهد و ترموپلاستیک نرم تر و انعطاف پذیر تر می شود. ویژگی PETG به بطری اجازه می دهد تا کمر خمش پذیری داشته باشد. گذشته از زیبایی شناسی، PETG همچنین از خصوصیات نامطلوب PET مانند تبلور و خطر در هنگام گرما جلوگیری می کند. با این حال، PETG به دلیل ساخت نرم تر – مقاومت در برابر اتوکلاو – افزایش حساسیت به خراش های اشعه ماوراء بنفش و سختی پولیشکاری، اشکالات خاص خودش را دارد.
تفاوت اصلی بین PET و PETG میزان انعطاف پذیری آنها است. PET یک ماده بسیار سخت تر است و آنرا برای برنامه های کاربردی که نیاز به استحکام بالا دارند، مناسب تر می نماید (مثل تولید قطعات صنعتی حوزه ترزیق پلاستیک). از طرف دیگر PETG بسیار انعطاف پذیرتر است و آنرا برای برنامه های تولید صنعتی که نیاز به انعطاف پذیری و دوام بالا دارند ایده آل می کند (مثلا در صنایع غذایی و بسته بندی).
در این راهنما، معرفی فیلامنت PETG توضیح و مقایسه آن با مواد ABS و PLA انجام شده و همچنین تست و بررسی برندهای معروف تولیدکننده فیلامنت PETG انجام گرفته است.
اکثر کاربران چاپ سه بعدی با مزایا و مضرات استفاده از مواد ABS آشنایی دارند. اما زمانیکه صحبت در مورد تولید اجسام با دوام می رسد، فیلامنت PETG بین تولید کنندگان و کاربران پرینتر طرفداران خودش را دارد.
-
چه زمانی باید از فیلامنت PETG استفاده کرد؟

«پت جی» یک ماده جامع است که قابلیت استحکام و مقاومت در برابر ضربه و حرارت آنرا از بقیه فیلامنت ها جدا می کند. این ویژگی ها از این ماده گزینه ای مناسب می سازد تا از آن برای ساخت اجسامی که در معرض ضربه و شوک قرار دارند استفاده شود. اجسامی مانند قطعات مکانیکی، بخش های مکانیکی درون پرینتر سه بعدی و وسایل محافظتی.
نکته: کاربرد فیلامنت PETG به جای ABS عاقلانه است؛ طبق تستهایی که روی دستگاههای چاپگر ایرانی با کیفیت متوسط سخت افزاری انجام شده، شرایط چاپ به مراتب راحتتر از abs بود و احتمال خطاهای پردردسر ترک خوردگی یا wraping کاهش می یابد. پس از چاپ نیز قطعه همان مقاومت abs با کمی انعطاف بهتر را داراست. دقت کنید دستگاه باید بستر گرم شونده را داشته باشد. در ضمن چنانچه از اسلایسر simplify3d یا Cura استفاده میکنید، در بخش تنظیمات حالت ooze shield یا Prime tower را فعال کنید که با ساخت لایه ای احاطه شده دور قطعه، شرایط دمایی بهینه ای فراهم شود.
بطور کلی، هنگامیکه به دوام ، مقاومت در برابر شوک، تحمل گرما و پرینت راحت فکر می کنید، مزایای آن بر معایب ارجحیت دارد. رشته فیلامنت PETG برای ساخت قطعات مکانیکی، قطعات مونتاژی چاپگر سه بعدی، اجزای محافظ، گلدان های کاشت و قطعات ضد آب مناسب است (در این حالت باید تنظیمات پرینت به طرز خاصی اعمال شوند).
چیزهای مهمی که باید قبل از چاپ فیلامنت PETG بدانید
درست است که گفتیم فیلامنت «پت جی» پرینت راحتی دارد ولی در هر حال چاپ آن برای کاربران مبتدی حداقل در بار اول دشوار است زیرا به تنظیمات چاپی خاص نیاز دارد تا در بهترین حالت خود لایه گذاری شود (هندسه مدل سه بعدی هم تاثیرگذار است).
در اینجا مواردی که باید در چاپ رشته فیلامنت PETG به یاد داشته باشید، توضیح میدهیم:
- بستر گرم شونده توصیه می شود (Bed temperature): برای چاپ های موفق با رشتهPETG ، باید از سکوی ساخت گرم (75 تا 100 درجه سانتیگراد) در ترکیب با پخش چسب ماتیکی روی بستر یا دیگر انواع چسبهای مقاوم به حرارت + فعالسازی لایه RAFT باشد. این ترفند، چسبندگی لایه اول را بهبود می بخشد و باعث می گردد، چاپ آسان تر شود.
- تنظیمات اکسترودر را اصلاح کنید (extruder settings): اگرچه PETG تحمل گرمای زیادی دارد، اما در صورتیکه درجه حرارت بیش از حد زیاد شود، ممکن است Zits یا حباب های کوچک روی مدل شما ظاهر شود. به همین دلیل مهم است که قبل از چاپ، گزینه temp اکسترودر را در نرم افزار خود تنظیم کنید.
- تنظیمات ریترکشن را تغییر دهید (retraction settings). تنظیمات نامناسب پس کشش نازل، می تواند سبب خطای موهای نازک روی سطح قطعه شود. تنظیم سرعت و فاصله انقباض (ریترکشن: بازکشش) می تواند از این امر جلوگیری کند.
- فن خنک کننده نازل را خاموش کنید (cooling fan): هنگام چاپ لایه های اول فیلامنت PETG که روی بستر ساخت قرار میگیرند، توصیه می شود فن نازل را برای جلوگیری از پیچ و تاب خوردن کف قطعه، غیرفعال کنید.
راهنمای پرینت سه بعدی با فیلامنت PETG:
- دمای نازل: 220 درجه سانتیگراد / 250 درجه سانتیگراد
دمای اکسترودر واحد وجود ندارد زیرا با توجه به نام تجاری PETG که خریداری می کنید؛ متفاوت خواهد بود اما حالت میانگین بین 220 تا 250 درجه سانتیگراد را در نظر داشته باشید. چاپ رشته PETG در دمای مناسب، بسیار مهم است. دمای بیش از حد نازل موجب ایجاد حباب و رشته های ضخیم روی سطح قطعه میشود که پس از سرد شدن این زواید، لایه اضافی و لکه دار شدن هم اتفاق می افتد.
- دمای بستر: 50 درجه سانتیگراد / 75 درجه سانتیگراد (گاهی 100 درجه سانتیگراد)
- بستر شیشه ای گرم شونده
به دلیل صاف بودن شیشه، یک سطح نسبتا براق به کف چاپ می دهد (اگر لایه RAFT فعال نباشد). با این حال ، به یک بستر آلمینیومی با هیتر گرم نیاز دارد.
بهترین روشهای صاف کردن و صیقلکاری فیلامنت PETG
پرینت سه بعدی با رشته های PETG رویایی است چون شما ترکیبی از ویژگیهای PLA و ABS را با هم دریافت می کنید: قابلیت چاپ آسان PLA – دوام – مقاومت در برابر حرارت ABS درحالیکه کمی انعطاف پذیر هم هست.
اما تنها مشکل؟ پولیشکاری قطعات پرینتی PETG دشوار است. از آنجاییکه از نظر شیمیایی مقاوم است، روشهای معمول پس پردازش روی آن کار نمیکنند (مثلا محلول استون موثر نیست). در عوض باید از روشها یا مواد شیمیایی متفاوتی استفاده کنید.
در این بخش مقاله، پنج روش برای صاف کردن (پولیش) PETG را توضیح میدهیم:
-
صاف کردن پرینت سه بعدی petg با سمباده زنی:
ترموپلاستیک PETG دارای ترکیب شیمیایی است که از سایر روشهای هموارسازی شیمیایی دوری میکند، ترفند قدیمی سمبادهزنی آن هنوز روی آن کار میکند (متاسفانه باید حسابی زور بزنید تا سطح سمباده بخورد، عملیات وقت گیری هم هست و گاهی محل سمباده نیز کدر یا زرد میشود “بسته به رنگ قطعه پرینتی”). اگر چاپ سه بعدی شما دارای علائم بافت نگهدارنده پشتیبان یا خطوط لایه قابل مشاهده است، می توانید آنها را با سنباده زدن پاک کنید؛ چیزی که این روش را دشوار می کند زمانیست که قطعه پرینت شما بزرگ یا پیچیده است.
مطلب مرتبط: راهنمای سمباده کاری قطعه پرینت3بعدی
نکته: با کاغذ سنباده نمره پایین (کم زبر) شروع کنید و در حین سنباده زدن به سنگ ریزه بالاتر بروید. باید برای سمباده زنی پرینت PETG وقت زیادی صرف کنید و چاره دیگری ندارید؛ ترفند کار در تکرار مراحل است. میتوانید از کاغذ سنبادهای با دانهبندی بالا و خیس نیز استفاده کنید، زیرا کاغذ سمباده مرطوب ساینده مناسبتری است و خطر سنباده بیش از حد را کاهش میدهد و منجر به یک روکش صاف تر می شود. مطمئن شوید که با یک حرکت دایره ای یکنواخت سمباده بزنید (دست تان را دایره ای روی سطح حرکت دهید تا فشار جهت دار خطوط مستقیم قابل مشاهده نباشد).
-
پرداخت PETG با مواد جلادهنده و صیقلکاری:
بهترین حالت برای هموار سازی خوب PETG استفاده از یک ترکیب جلادهنده مناسب پس از سمباده زنی است. حذف خطوط لایه ای کوچک با استفاده از کاغذ سمباده واقعا دشوار است. اگر می خواهید یک سطح کامل صیقلی داشته باشید، باید شکاف بین لایه ها را با ترکیب پولیش پر کنید.
برای شروع فرآیند، یک تکه پارچه پنبه را بیاورید و مقداری جلادهنده فلزی را روی آن بمالید. اکنون می توانید آنرا به سطح پرینت مالش دهید. حرکت مالش باید همان حرکت دایره ای شن و ماسه با فشار کافی باشد. نهایتا مواد جلای اضافی را با یک تکه پارچه خشک و تمیز از بین ببرید.
مطلب مرتبط: هایدرو دیپینگ و پولیش چاپ سه بعدی
اگر میخواهید یک روکش براق روی قطعه PETG داشته باشید، میتوانید از پولیش فلزی مایع استفاده کنید. البته توجه داشته باشید که این فرآیند فقط برای قطعات سخت تر توصیه می شود.
نکته: می توانید با ریختن مقدار کمی پولیش روی یک پارچه تمیز کننده نرم شروع کنید. سپس می توانید پارچه را به تمام قسمتها بمالید تا زمانیکه پولیش جذب شود. قسمت خشکی از پارچه را بردارید یا یک پارچه تمیزکننده دیگر تهیه کنید و سپس سطح را صاف کنید تا براق شود.
-
پولیشکاری فیلامنت PETG با حلال شیمیایی:
چه چیزی ترموپلاستیک PETG را حل می کند؟ چگونه زوائد سطح پرینت را حذف کنیم؟
همانطور که قبلا گفتیم، ترکیب شیمیایی خاص PETG ، صیقل شدن آنرا با حلال های معمولی چاپ سه بعدی مانند استون دشوار می کند. حلالهای شیمیایی قویتری وجود دارند که روی فیلامنت «پت جی» عمل میکنند، اما برای خرید نیاز به مجوز ویژه، مهارت بالای حمل مواد شیمیایی و تجهیزات محافظ برای اطمینان از ایمنی دارند. ما این حلالها را توصیه نمیکنیم و بنابراین با مسئولیت خودتان از آنها استفاده کنید.
این مواد عبارتند از:
- اتیل استات
- دی کلرومتان
- متیل اتیل کتون (MEK)
- تولوئن
- سیکلوهگزانون
نکات احتیاطی: دی کلرومتان یک سرطان زای فرار CLP است و میتواند بسرعت در هوا منتشر یا تبخیر شود (براساس نتایج آزمایشگاهی، برخی مواد شیمیایی به گروههای خطرناک تقسیم می شوند که ارزیابی واقعی از مخاطرات را منعکس می کنند. این طبقه بندی GHS یا سیستم هماهنگ جهانی طبق مقررات CLP اروپا مقرر شده است. مثلا طبق قانون اتحادیه اروپا، مواد و مخلوط های CLP خطرناک باید یک ماه پس از اولین عرضه در بازار، به آژانس شیمی اروپا “ECHA” اطلاع داده شوند). تولوئن یک مؤلفه مهم و متداول است که در مواد منفجره مورد استفاده قرار می گیرد و معمولا خریدش آسان نیست. سیکلوهگزانون کاربردهای صنعتی زیادی دارید اما در تولید داروهای غیرقانونی یا مواد روانگردان نیز استفاده میشود. ماده متیل اتیل کتون MEK نوعی چربی زدا – پوشش دهنده (ماده شیمیایی همه کاره) است.
مواد شیمیایی فوق بعنوان حلال فیلامنت PETG جواب میدهند و در مقایسه با مواد دیگری (که اینجا اسمشان را نمی آوریم)، استفاده و ذخیره سازی کمتر خطرناکی دارند و آنها را میتوانید از بازار بخرید؛ با این حال، هنوز سمی و کاربردی حساب شده دارند. باز هم میگوییم: با احتیاط از حلالهای فوق استفاده کنید.
-
پوشش رزین اپوکسی برای جلادهی پرینت PETG:
اگر زمان لازم برای سنباده زدن و صیقل دادن دستی ندارید و نمی خواهید خطر استفاده از مواد شیمیایی را تجربه کنید، می توانید با پوشاندن آن با مایع رزین اپوکسی، عیوب سطحی پرینت سه بعدی متریال فیلامنت «پت جی» را پنهان کنید. این فرآیند بسته به برند رزین اپوکسی که خریداری می کنید، متفاوت است. پس دستورالعمل های سازنده را برای نکات کاربردی بررسی کنید.
-
حرارت برای پرداخت کاری فیلامنت PETG:
چگونه سطح پرینت PETG را با عملیات حرارتی صاف کنیم؟
مقاومت حرارتی بالای PETG یک ویژگی ارزشمند در هنگام پرداختکاری است، زیرا تا زمانیکه کنترل دمای دقیقی داشته باشید، میتوان آنرا صاف کرد. اعمال عملیات حرارتی روی پرینتهای PETG، لایه بالایی را ذوب میکند تا خطوط و شکافهای لایه قابل مشاهده در سطح حذف شوند. دمای توصیه شده برای عملیات حرارتی PETG در حدود 230 درجه سانتیگراد است (در حدود 260 درجه سانتیگراد ذوب شروع می شود)، بنابراین مراقب باشید.
نکته: حرارت باید به طور مداوم و آهسته در سراسر سطح اعمال شود. برای جلوگیری از خراب شدن سطح قطعه، با دمای کمتر شروع کنید و فاصله ایمن را بین تفنگ حرارتی و سطح پرینت حفظ کنید: صاف کردن PETG با دمنده هوای گرم یا تفنگ حرارتی برای رسیدن به سطح صیقلی به حرکت ظریف و مداوم نیاز دارد. بنابراین اگر شما تجربه کافی برای کار با یک دستگاههای گرماپاش مینیاتوری را ندارید، توصیه می شود دما را به حدود 220 درجه سانتیگراد کاهش دهید و روی یک قطعه بی مصرف PETG کمی تمرین کنید. آنوقت با همین رنج دمایی قطعه اصلی PETG را پولیش حرارتی دهید.
مقایسه فیلامنت PETG با متریالهای PLA و ABS
-
PETG در برابر PLA
PLA (Polylactic Acid) یک ماده ترموپلاستیک است که به عنوان پلاستیک پلی استر طبقه بندی می شود. این ماده پرمصرف ترین ماده در چاپ سه بعدی است. کار با فیلامنت PLA ساده و همچنین این ماده پایه گیاهی، قابل تجزیه است. همچنین این فیلامنت دارای انواع و رنگ های مختلف است؛ ضمن این که تولید کنندگان بسیار زیادی در بازار مشغول عرضه محصولات PLA خود هستند. همینطور خواص این ماده امکان میدهد که بتوانیم مواد دیگری مانند پودر فلز، کنف، قهوه یا چوب را به آن اضافه کنیم تا فیلامنتهای موسوم به طرح چوب، طرح فلز و طرح سنگ نیز برای پرینتر سه بعدی تولید شود.
-
مقایسه فیلامنت PLA با فیلامنت PETG
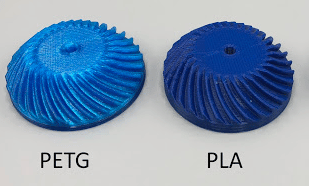
چاپ و کنترل فیلامنت PLA راحت تر است و همچنین خطاهای کمتری در زمان چاپ سه بعدی رخ می دهد.
هر دو ماده PLA و PETG در زمان خنک شدن انقباض کمی از خود نشان می دهند.
فیلامنت PETG محکم تر و با دوام تر و در برابر ضربه قوی تر است.
فیلامنت PLA کمتر مستعد خراش سطحی است.
در کار با فیلامنت PLA دست شما برای تغییرات بازتر است.
-
مقایسه فیلامنت ABS و فیلامنت PETG
ماده Acrylonitrile Butadiene Styrene که به نام ABS شناخته می شود، زمانی دومین فیلامنت محبوب جهان برای پرینت سه بعدی بود. این ترموپلاستیک، با دوام بوده که همین باعث می شود این ماده برای پرینت سه بعدی مناسب شود. این همان پلاستیکی است که از آن برای ساخت قطعات لگو و کلاه دوچرخه سواری نیز استفاده می شود.
اما استفاده از فیلامنت ABS مضراتی نیز دارد: این فیلامنت برای رسیدن به نقطه ذوب به دمای بیشتری (معمولا بین ۲۱۰ تا ۲۵۰ درجه سانتیگراد) نیاز دارد. علاوه بر این، به محیط بسته پرینت هم نیاز دارد (خطای ترک خوردگی و لایه اول پرینت). یکی دیگر از ایرادات استفاده از این فیلامنت برای چاپ سه بعدی، گازهایی است که در زمان پرینت از آن متصاعد می شوند و می توانند برای افراد (یا حیوانات خانگی) مشکلات تنفسی ایجاد کنند.
هر دو ماده بسیار با دوام هستند و مقاومت خوبی در برابر ضربه دارند.
هر دو ماده قابل بازیافت هستند اما قابل تجزیه نیستند.
فیلامنت ABS در استون قابل حل شدن است اما فیلامنت PETG اینگونه نیست.
فیلامنت ABS برای کار با مواد غذایی مناسب نیست اما اگر با PETG درست عمل شود، تا حدی می تواند مناسب باشد.
فیلامنت ABS نیاز به شرایط چاپ سخت تری دارد در حالی که PETG کم دردسر تر میباشد.
هر دو ماده نوع فیلامنت در زمان خنک شدن دچار انقباض می شوند.
-
هزینه یک رول فیلامنت PETG چقدر است؟
در بازار ایران معمولا قیمت PETG گاهی بیشتر و گاهی کمتر از ABS میباشد.
-
آیا فیلامنت PETG دارای رنگ های متنوع است؟
قطعا! تنوع رنگ شما به همان اندازه است که در فیلامنت های PLA و ABS وجود دارد. طیف رنگ هایی مانند سبز، قرمز، آبی، نارنجی و زرد طوسی، مشکی، صورتی، بنفش، ارغوانی …. وجود دارد و همچنین فیلامنت های نیمه شفاف و رنگین کمانی آن نیز موجود هستند.
-
تنظیمات مطلوب برای پرینت سه بعدی با فیلامنت «پت جی» چگونه است؟
باز هم همانند قیمت، تنظیمات مناسب برای هر فیلامنت PETG به کارخانه تولید کننده بستگی دارد. اما خواص عمومی و مشترکی در مورد این فیلامنت ها وجود دارد. درجه حرارت پرینت معمولا بین ۲۲۰ تا ۲۵۰ درجه سانتیگراد است و کارخانه ها نیز عموما دمای ۵۰ تا ۷۵ درجه سانتیگراد (گاهی دمای بالاتر) را برای Bed Temp پیشنهاد می کنند.
سوال: از کجا باید بدانید که بهترین تنظیمات را برای پرینت با فیلامنت PETG انجام داده اید؟
جواب: چند راه برای این که از موفقیت و کیفیت بالای پرینت خود مطمئن باشید وجود دارد:
ابتدا، با دقت به لایه اول نگاه کنید. اگر مواد اکسترود شده به حد کافی شل نباشد احتمالا باید دما را کمی بالا ببرید. همچنین، همیشه پرینت خود را با سرعت پایین حدود ۱۵ میلیمتر در ثانیه شروع کنید تا مشخص شود بهترین حالت کار با مواد شما کدام است. زمانی که بهترین تنظیمات را کشف کردید آزادید که سرعت چاپ را بالا ببرید.
- اگر پرینتر سه بعدی بستر چاپ گرم شونده نداشت، چه کار باید کرد؟
بستر چاپ حرارتی واجب است اما اگر ندارید باید ترفندهای دیگری بکار ببرید؛ خصوصا زمانی که می خواهیم از انقباض و چروک خوردن پرینت های سایز بزرگ جلوگیری کنیم. مثلا در اینترنت نحوه چاپ با فیلامنت PETG و دستگاه Ultimaker 2 Go که بستر حرارتی ندارد وجود دارد.
هرچند که شما می توانید از ترفند های معمول اسپری مو، چسب ماتیکی یا نوار آبی BlueTape، لایه Raft … استفاده کنید. پیدا کردن بهترین راه نیاز به صبر و آزمون و خطا با توجه به ساختار دستگاه شما دارد.
در حالتی که بستر گرم شونده در دستگاه نصب شده است، ابتدا ببینید آیا کارخانه دستورالعملی برای بستر حرارتی داده است؟ اگر کارخانه اشاره ای نکرده بود با دمای ۸۰ درجه سانتیگراد شروع کنید و ببینید که آیا لایه اولیه به صفحه تخت می چسبد یا خیر.
- چگونه از فیلامنت PETG نگهداری کنیم؟
این ماده باید در محیط خشک نگهداری شود. رطوبت هوا می تواند آن را تغییر دهد و باعث پرینت نشدن و یا خرابی در پرینت شود. این ماده Hygroscopic است به این معنی که رطوبت هوا را جذب می کند. از آنجا که این یک نکته منفی در پرینت محسوب می شود، حتما فیلامنت پرینتر سه بعدی خود را در جای خشک و خنک و داخل کیسه های سیلیکاتی نگهداری کنید.
ویژگیهای کلیدی فیلامنت پرینت سه بعدی PETG مقاومت بالاست که با مقدار کمی انعطافپذیری نیز ترکیب شده است. این فیلامنت در حین پرینت مقدار جزیی بو تولید میکند، با این حال وضعیت بهتری نسبت به ABS دارد. فیلامنت PETG چسبندگی لایه بهتری نیز دارد.

ویژگیهای فیلامنت PETG:
- مهمترین مزیت استحکام بالا، دوام، انعطافپذیری و وزن کم است
- تنوع رنگ خوب در بازار
- امکان خرید PETG نیمه شفاف در بازار
- ایدهآل برای قطعات مکانیکی با عملکرد متحرک و تحت فشار
- انعطافپذیری فیلامنت PETG از نوع PLA، ABS و حتی PET نیز بالاترست
- در دمای ۸۸ درجه سانتیگراد نیمه شفاف میگردد (در نوعی PETG با فرمول شیمیایی خاص).
- میانگین دمای استاندارد بین ۲۲۰ تا ۲۳۵ درجه سانتیگراد میباشد
- ضریب انقباض (shrinkage) پس از پرینت
- به بستر ساخت گرمشونده نیاز دارد
- سختی آمادهسازی پرینت برای فیلامنت PETG حد متوسط است. عمده تنظیمات عملکرد خوب بستر ساخت و کنترل دمای نازل است.
مقایسه برترین برندهای تولید کننده فیلامنت «پت جی»
تصمیم گرفتیم برخی از بهترین و محبوب ترین برند های فیلامنت PETG را با هم مقایسه کنیم:
- YOUSU
- Innofil EPR InnoPET
- Matterhackers PETG
- InnoCircle rPET
- Verbatim PET
- ink PETG
- ColorFabb XT-Black
- Makershaper PETG
فیلامنت یوسو Y&S:

یوسو (وای اند اس) در بازار ایران محبوبیت خوبی دارد و در صورتی که فورمولاسیون آن مربوط به سازنده اصلی باشد، کیفیت فیلامنت خوبی دارد.

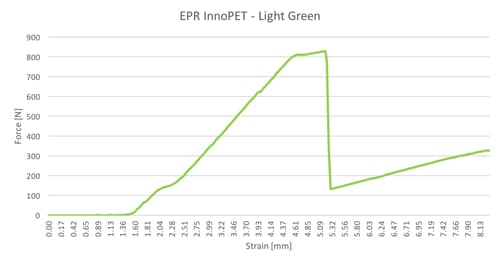
INNOFill : بهترین در مجموع
وقتی ماده ای در ویژگی های اصلی خود، گزینه سازگار با محیط زیست را دارد به سختی می توان از توجه ویژه به آن چشم پوشی کرد. زمانی که ما به نوع ساخت فیلامنت Innofil3D EPR InnoPet پرداختیم آن چه ما را هیجان زده کرد، وجود فلورسنت سبز و قابلیت بازیافت آن بود.
 با این وجود زمانی که برای اولین بار می خواستیم فیلامنتهای متفاوت را برای مقایسه امتحان کنیم، هنوز مطمئن نبودیم که این فیلامنت سبز از لحاظ فنی و ظاهری چگونه جواب خواهد داد. اما در عین ناباوری دیدیم که در تست فنی و ظاهری EPR InnoPETG از دیگر برندها معیار و عملکرد بهتری دارد.
با این وجود زمانی که برای اولین بار می خواستیم فیلامنتهای متفاوت را برای مقایسه امتحان کنیم، هنوز مطمئن نبودیم که این فیلامنت سبز از لحاظ فنی و ظاهری چگونه جواب خواهد داد. اما در عین ناباوری دیدیم که در تست فنی و ظاهری EPR InnoPETG از دیگر برندها معیار و عملکرد بهتری دارد.
در طول تست مدل سه بعدی Benchy، این فیلامنت سبز برتری محسوسی نسبت به بقیه داشت. اگرچه در انتها کمی ریش ریش شده بود؛ با این حال لایه ها بدون نقص بود و می توان گفت که تقریبا بی عیب بود.
همان طور که در نمودار بالا می بینید قلابی که با فیلامنت InnoPET پرینت شده بود توانست تا بیش از ۸۲۸ نیوتن (۸۴ کیلوگرم) مقاومت کند. در حالی که تعداد اندکی از مواد دیگر توانستند به این عدد نزدیک شوند، هیچ کدام موفق به عملکردی بهتر از آن نشدند.
با توجه با جنبه نظری و عملکرد فوق العاده فنی، ما تصمیم گرفتیم که Innofil EPR InnoPET را به عنوان بهترین فیلامنت PETG معرفی کنیم.
تنظیمات پرینت
دمای پرینت: ۲۱۰ سانتیگراد
دمای بستر: ۶۰ سانتیگراد

MakeShaper: بهترین ظاهر پرینت
پس از اینکه تمام برندهای فیلامنتها را با ۳DBenchy آزمایش کردیم مشخص شد که بهترین نتیجه با استفاده از فیلامنت Matterhackers Translucent Blue PETG به دست آمد. این فیلامنت اشیا را تنها به رنگ آبی اقیانوسی و نیمه شفاف می سازد اما با این حال در زمینه کیفیت چاپ بی تردید نسبت به باقی موارد نتیجه بهتری حاصل شد.
فیلامنت Matterhackers در زمینه حلقه ها و برآمدگی ها و پلبندی و مجموعا در کیفیت سطوح فوق العاده عمل کرد. البته اکثر مواد دیگر نیز کیفیتی مناسب داشتند اما هر کدام در یک یا دو مورد دچار مشکلاتی بودند که فیلامنت Translucent Blue این مشکلات را نداشت. با این وجود نکته ای که نظر ما را جلب کرد این بود که در انتهای Benchy کمی خطای چاپ “پافیلی شدن” دیده میشد.
به این نکته توجه کنید که وضع ظاهری در فیلامنت Innofil EPR InnoPETG نیز بسیار مناسب بود و همین یکی از دلایل مهمی بود که ما آن را به عنوان بهترین فیلامنت در مجموع انتخاب کردیم. با این حال، زمانی که کار به کیفیت اولیه چاپ و رنگ شاداب و خیره کننده می رسد این فیلامنت Matterhackers Translucent Blue PETG است که در صدر قرار می گیرد.
فیلامنت Matterhackers در آزمون مکانیکی نیز عملکرد خوبی داشت و (همانطور که در نمودار می بینید) تا ۶۳۴ نیوتن (۶۴ کیلوگرم) مقاومت نشان داد. اگر شما به دنبال موادی مقاوم و خوش رنگ می گردید، این فیلامنت پرینت سه بعدی احتمالا یکی از بهترین گزینه ها برای شما است.
دمای پرینت: ۲۵۰ سانتیگراد
دمای بستر: ۶۵ سانتیگراد
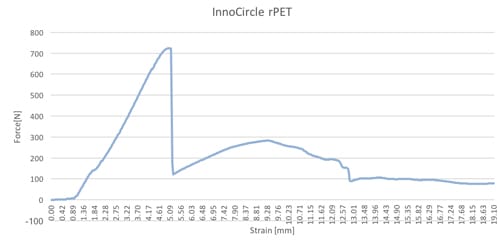 InnoFill: بهترین عملکرد فنی
InnoFill: بهترین عملکرد فنی
شرکت Innofil رقابت خود را با عرضه فیلامنت InnoCircle rPET همچنان ادامه می دهد و با این محصول نیز در بالای جدول جا می گیرد. این ماده که از مواد بازیافتی بطری های PET تهیه شده با ظاهر شفافش برای کار با مواد غذایی نیز مناسب است. متوجه شدیم که پرینت با این ماده بسیار آسان و رنگ آبی زیبای آن بسیار چشم نواز است.
اگر چه EPR موفق شد در آزمایش کششی این ماده شفاف آبی را کنار بزند اما این ماده رقابت تنگاتنگی برای رده دوم داشت. قلابی که با این مواد ساخته شده بود توانست تا حدود ۷۲۲ نیوتن (۷۳ کیلوگرم) نیرو را تحمل کند.
فیلامنت InnoCircle rPET در جنبه ظاهری نیز عالی بود. مدل سه بعدی Benchy ساخته شده با این مواد هرچند در پلبندی و حلقه ها خوب بود اما در بالای مدل کمی رشته رشته و کمرنگی وجود داشت. با همه این ها، این ماده آبی روشن و شیشه ای که شبیه تصوری از آب زلال است می تواند جایگزینی شفاف برای فیلامنت Matterhackers که به آن اشاره شد، باشد.
دمای پرینت: ۲۳۵ سانتیگراد
دمای صفحه تخت: ۶۰ سانتیگراد
 colorFabb
colorFabb
بسته های فیلامنت متنوعی تولید می کند، ما XT-Black را در کنار دیگر فیلامنت ها امتحان کردیم. فیلامنت های colorFabb_XT پلی استر، همه به وسیله پلیمر Amphora تهیه می شوند که این باعث می شود این فیلامنت ها کاربردیتر، مقاومتر و موثرتر باشند.
ما به این نتیجه رسیدیم که مواد colorFabb از لحاظ ظاهری و فنی در میانه جدول قرار می گیرند. مدل سه بعدی که با این مواد ساخته شد در پلبندی و کیفیت کلی خوب بود ولی نقص هایی خصوصا در برآمدگی ها وجود داشت. رنگ مشکی آن باعث می شود مدل، ظاهری براق داشته باشد و همچنین اختلالات جزئی پرینت به دلیل رنگ تیره دیده نشوند.
در تست کششی نیز این ماده توانست تا ۶۴۴ نیوتن (۶۵ کیلوگرم) را تاب بیاورد. با این که این فیلامنت از نظر ظاهری و فنی نتوانست رتبه بالایی کسب کند اما به نظر ما هنوز می توان از آن به عنوان فیلامنت مناسب نام برد.
دمای پرینت: ۲۵۰ سانتیگراد
دمای بستر: ۶۵ سانتیگراد
Makeshaper PETG
قیمت ۲۴ دلار برای رول یک کیلویی، این ماده سبز تیره کیفیتی مناسب تحویل شما می دهد. در تست کششی، فیلامنت Makershaper نتیجه متوسطی داشت و توانست تا قبل از شکستن ۵۴۱ نیوتن (۵۵ کیلوگرم) را تحمل کند. در مقایسه با دیگر فیلامنت های آزمایش شده کمی نا امید کننده به نظر می رسد. با این وجود در تست ظاهری کیفیتی مناسب داشت و می توان گفت که ارزش قیمت پایینی که برای آن هزینه می کنید را دارد.
در حالی که می دانیم فیلامنت های قوی تر و با ظاهر بهتری در بازار موجود است، این فیلامنت سبز تیره مقرون به صرفه ترین آنها است.
دمای پرینت: ۲۴۵ سانتیگراد
دمای صفحه: ۷۰ سانتیگراد
Verbatim PET
ما همچنین فیلامنت روشن و شفاف Verbatim PET را نیز امتحان کردیم. در حالی که مدل سه بعدی تقریبا بی نقص و تست فنی کم نظیر بود، قلاب ساخته شده در تست کششی تنها ۴۸۴ نیوتن (۴۹ کیلوگرم) مقاوت کرد.
Rigid.ink PETG
در انتها ما فیلامنت rigid.ink Blue PETG را نیز تست کردیم اما متاسفانه در تست ظاهری دچار مشکلاتی بود. خود فیلامنت رنگی جذاب و منحصر به فرد دارد اما در مدل ساخته شده مقدار زیادی موج و چین و چروک وجود داشت.
بررسی فرایند
فرایند تست ظاهری
زمانی که صحبت در مورد تست کیفیت مواد پرینت سه بعدی است، مدل ۳DBenchy به عنوان نمونه مشترک استفاده می شود. این مدل سه بعدی توسط “دنیل نور” طراحی شده است تا توانایی پرینتر های سه بعدی را در ساخت بر آمدگی ها و سطوح شیب دار به چالش بکشد.
مدل سه بعدی Benchy برای تست کیفیت ظاهری پرینتر های سه بعدی تبدیل به معیار شده است. با استفاده از آن می توانید دقت ابعاد، انحراف، تحمل و تاب برداشتن پارامترهای پرینت و مواد مصرفی را آزمایش کنید.
البته اغلب از این مدل برای کالیبره کردن و امتحان توانایی دستگاه پرینتر سه بعدی استفاده می شود اما ما از آن برای آزمایش انواع مختلف فیلامنت های PETG استفاده کردیم تا ببینیم کدام قایق کوچک از بقیه بهتر از آب در می آید.
فرایند تست فنی
برای تست قدرت فنی فیلامنت ها تصمیم گرفتیم با پرینت قلاب های Strong Flex door Carabiner کمی خوش بگذرانیم. به توصیه طراح هر قلاب ۵۰ درصد با پرینت پر می شود. برای ما جالب بود که ببینیم آیا قلاب ها توانایی مقاومت در برابر ۱۵ تا ۳۵ کیلوگرم را که در توضیحات مدل گفته شده دارند یا خیر.
ماشین مورد استفاده ما دستگاه تست کشش Thumler Z3 بود. این دستگاه ۳ کیلونیوتون (۳۰۰ کیلوگرم) نیرو و ۰٫۱ نانو دقت دارد. تست کششی جزو تست های اساسی مواد محسوب می شود و ماده ای را به عنوان نمونه می گیرد و کششی کنترل شده به آن وارد می کند تا زمانی که جسم از فرم بیفتد یا شکسته شود. از نتایج این آزمایش برای تعیین کیفیت و قدرت مواد استفاده می شود.
در طول آزمایش متوجه شدیم که طراحی قلاب در برخی نقاط ضعیف و معیوب است و می تواند در نتیجه آزمایش موثر باشد. با این وجود مقاومت فیلامنت PETG هنوز به عنوان یکی از فاکتور های اصلی وجود داشت و دیدیم که هر فیلامنت مقاومتی متفاوت از خود نشان داد. تنظیمات فیلامنت
برای اینکه آزمایش ما هماهنگ و منصفانه باشد، دمای اکستروژن و دمای صفحه تخت را برای هر فیلامنت نسبت به توضیحات تولید کننده آن تنظیم کردیم. به طور مثال برای مواد colorFabb XT دمای پیشنهادی بین ۲۴۰ تا ۲۶۰ درجه سانتیگراد است که ما آن را به طور میانگین روی ۲۵۰ درجه سانتیگراد تنظیم کردیم.
برای حفظ ثبات ما برای تمام مراحل از دستگاه Lulzbot Mini استفاده کردیم. تمام مدل ها و تنظیمات با Cura Luzbot Edition انجام شد. سرعت پرینت را به صورت استاندارد روی ۴۰ میلیمتر در ثانیه تنظیم کردیم و برای این که مطمئن شویم هر فیلامنت فرصت برابری برای رقابت داشته باشد شرایط را برای همه آنها برابر گذاشتیم.
جمع بندی فیلامنت پِت جی:
اگرچه هنوز PLA و ABS در صدر فیلامنتهای پرطرفدار پرینت سه بعدی قرار دارند اما فیلامنت PETG نیز به سرعت به عنوان ماده ای شناخته می شود که ترکیبی از اطمینان اولیه و دوام ثانویه را عرضه می کند.
در طول آزمایش به موارد جالبی برخورد کردیم از جمله نقص هایی که در طراحی قلاب وجود داشت. همچنین قدرت هر کدام از مواد شگفت انگیز بود که البته این مورد در برند Innofil از همه چشمگیر تر بود.
نیازی به گفتن نیست که PETG بعنوان جایگزینی محبوب برای کسانی که از بو و دردسر های کار با ABS خسته شده اند معرفی می شود. همچنین برای کسانی که می خواهند پایشان را یک قدم فراتر از فیلامنت PLA بگذارند.
از کجا فیلامنت PETG بخریم؟
برای خرید فیلامنت PETG مارک یوسو میتوانید از لینک 3dpe.ir/shop/product/yusu-petg-filament سفارش خرید خود را ثبت کنید.



