

فکر کردن به چاپ3بعدی با فیلامنت شفاف هیجان انگیز است، نه؟! چه لذتی بالاتر از پرینت گلدانهای شفاف، حجمهای نوری مانند منشور، حباب لوستر یا قطعات تزئینی ابتکاری وجود دارد؟
آماتورهای دنیای پرینت3بعدی فکر میکنند که رسیدن به این امر ساده به نظر میرسد (یعنی فیلامنت شفاف بخرید و آن را چاپ کنید!)، اما واقعیت کمی پیچیدهتر است.
در این مقاله آموزشی، به شما درباره انواع فیلامنت (ترموپلاستیک) شفاف یا Transparent یا شیشه ای توضیح میدهیم و همینطور مراحلی را بررسی میکنیم که از طریق آنها حداکثر شفافیت یا Clearance بدست خواهد آمد.
فیلامنت شیشه ای، نوعی ترموپلاستیک با ترکیب شیمیایی خاص است که قابلیت عبور حجم متوسطی از نور را در قطعه ساخته شده با آن اعطا میکند؛ بنابراین قطعه، حالت نیمه شفافی داشته و درون آن قابل مشاهده خواهد بود.
ابتدا باید ببینیم چه انتظاری از پرینت شفاف یا شیشه ای داریم:
شفافیت یا توانایی دیدن از طریق یک جسم، توسط نحوه عبور نور از آن کنترل می شود. اگر نور از یک شی عبور کند، بدون اینکه به طور قابل توجهی دوباره بازتاب یا شکست یابد، جسم شفاف به نظر می رسد. در شیشه، مواد همگن و شفاف است، به این معنی که شما براحتی می توانید از طریق آن ببینید. برای تقلید از این ویژگی در یک شی ترموپلاستیک پرینت سه بعدی، باید قوانین زیر را رعایت کنیم:
- مواد پلاستیکی برای شروع باید شفاف باشند.
- چاپ باید ورود حباب های هوا به قطعه را محدود کند (یعنی بین دیواره ها فاصله نباشد).
- قطعه باید دارای سطح صاف در ناحیه شفاف مورد نظر باشد.
هیچ پرینتر سه بعدی نمیتواند قطعه ای 100 درصد شفاف (همانند شیشه) تولید کند! پس بهترین نتیجه ای که میتوانید با استفاده از تکنیک متریال Glass Filament بدست بیاورید، حالتی نیمه شفاف است (مثلا قابلیت عبور نور و دیدن مایعات رنگی داخل قطعه).
پرینت سه بعدی شفاف به معنی این است که نور از آن عبور خواهد کرد و اگر فرآیند چاپ و مراحل نهایی به خوبی انجام شده باشد، مدل ساخته شده تا حد قابل قبولی شفاف خواهد بود (یعنی تا حدی داخل آن از بیرون قابل مشاهده شود).
پرینت سه بعدی شفاف می تواند تا حدی مبهم و پیچیده باشد؛ موفقیت شما در شفاف بودن پرینت به چند نکته وابسته است که در ادامه توضیح میدهیم.
هر برند سازنده فیلامنت شفاف، خلوص متفاوتی دارد؛ بنابراین برای کسب نتیجه بهتر باید بدانید با چه چیزی سر و کار دارید، چه چیزی را می خواهید پرینت کنید؟ چگونه می خواهید پرینت کنید؟ اینها سوالهایی هستند که باید از خود بپرسید.
برای دستیابی به پرینت سه بعدی شفاف، باید تصمیم بگیرید که چه نوع شفافیتی را می خواهید:
آیا به شفافیت عمود بر محور Z، در صفحه XY یا شفافیت کامل نیاز دارید؟
برای ساخت یک گلدان شفاف، به احتمال زیاد فقط به شفافیت در محورهای X و Y (در سراسر آن) نیاز خواهید داشت.
برای ساخت یک پنجره مسطح، تنها به شفافیت از طریق محور Z نیاز دارید.
برای شفافیت کامل، به شفافیت در هر سه محور نیاز دارید.
یک نکته دیگر این است که بیشتر اشیاء چاپ شده سه بعدی کاملاً مسطح نیستند؛ چاپ سه بعدی یک قسمت صاف شفاف آسان تر از چاپ یک قسمت منحنی شفاف است زیرا منحنی، نور را تغییر جهت می دهد.

دستیابی به بالاترین میزان شفافیت قطعه با فیلامنت transparent در محور Z:
با توجه به دستورالعمل سازنده فیلامنت ترنسپرنت، موارد زیر را هم در نظر بگیرید:
- اطمینان از بهترین شرایط کالیبراسیون و دقت محور Z در چاپگر
- اطمینان از بهترین شرایط اکسترودر
- اطمینان از کیفیت بالای فیلامنت شفاف
- نازل 0.4 یا بالاتر
- دمای اکسترودر زیاد مثلا 255 درجه
- دمای بستر چاپ زیاد مثلا 100 درجه تا از جوش خوردن کامل پایین پرینت مطمئن شوید.
- بهتر است فن خنک کننده خاموش باشد.
- بهتر است ریترکشن غیرفعال شود.
- ارتفاع لایه (دقت چاپ) بین بازه متوسط تا خوب تنظیم شود.
- حداقل درصد Infill یا پرشوندگی در قطعات بزرگ (در قطعات کوچک برعکس 100 درصد اینفیل را انتخاب کنید تا از شکست نور در مرز دیواره داخلی و بخش خالی درون قطعه جلوگیری شود).
- حداقل Shell Thickness یا دیواره جانبی ممکن
- نرخ جریان فیلامنت زیاد مثلا 108 درصد
- سرعت نه چندان زیاد پرینت مثلا نصف حالت معمول
- پولیشکاری قطعه نهایی با کاغذ سمباده و حلالهای مناسب
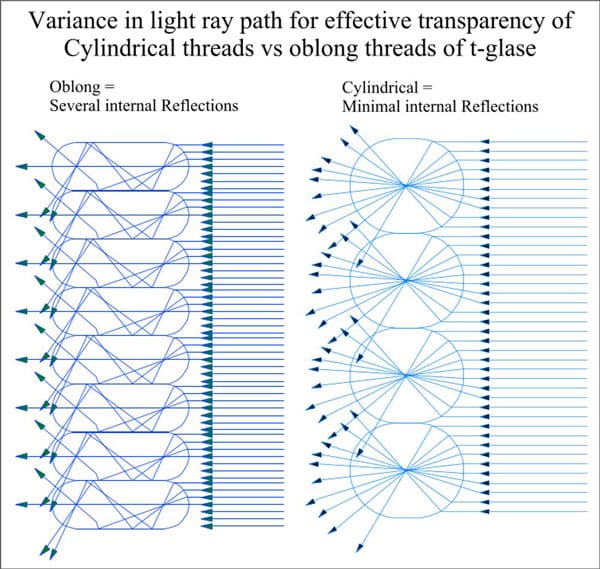
هنگام تنظیم پارامترهای چاپ شفاف، باید در نظر داشته باشیم که سعی داریم پرش و بازتاب داخلی را کاهش دهیم. این بدان معناست که به پرتوهای نور، مسیرهای وسیع تری داده شود تا با حداقل ناخالصی درونی قطعه (که می تواند باعث جهش پرتوهای نور در جهت های غیرقابل پیش بینی شود) مواجه شوند.
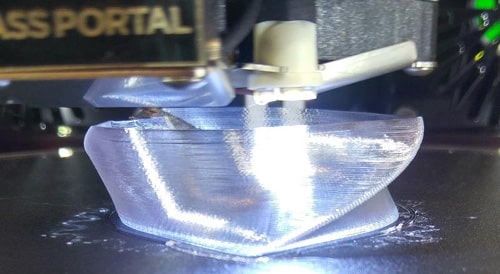
اولین راه برای رسیدن به این افکت، چاپ با لایه های ضخیم است. پس ارتفاع لایه ها تا 90 درصد قطر نازل توصیه می شود، چرا؟ عکس بالا را با دقت نگاه کنید؛ چون لایههای ضخیمتر و کرویتر، بازتاب داخلی را کاهش میدهند (پرتوهای نور از بخشهای ضخیم و کروی مواد بدون مانع عبور میکنند).
لایههای نازک لزوماً مشکلی ایجاد نمیکنند تا زمانی که بتوانید آنها را کاملا به یکدیگر “جوش دهید” و بلوک جامدتری از پلاستیک بسازید. پس مرزهای لایه ظریف و زیادی که به طور کامل ذوب نشده اند، می توانند به عنوان ناخالصی در سطح داخلی عمل کنند و در نتیجه باعث پراش و شکست نور در قطعه شوند.
دستیابی به بالاترین میزان شفافیت قطعه با فیلامنت Transparent در محورهای XوY:
دستیابی به شفافیت در محورهای X و Y مستلزم ارتفاع لایه های بزرگ نسبت به اندازه نازل مورد استفاده است. لایههای بزرگتر و کرویتر معمولاً نور کمتری را میشکنند، در نتیجه منجر به پرینت سه بعدی شفافتر میشود.
بطور کلی، چاپ با نرخ جریانی 70 تا 90 از قطر نازل، منجر به چاپ شفاف تر در محورهای ایکس و ایگرگ می شود. به طور کلی، تنظیمات زیر می تواند شفافیت را در این تکنیک بهبود بخشد:
- اطمینان از بهترین شرایط کالیبراسیون و دقت محورهای حرکتی
- اطمینان از بهترین شرایط اکسترودر
- اطمینان از کیفیت بالای فیلامنت شفاف
- نازل 0.4 یا بالاتر
- کندتر چاپ کنید (25 تا 30 درصد سرعت چاپ معمول شما)
- دمای بالای نازل مثلا 260 درجه
- دمای بستر چاپ زیاد مثلا 100 درجه
- لایه های ضخیم تر را با استفاده از نازل بزرگتر چاپ کنید.
- برای به دست آوردن ساختاری که نور کمتری را می شکند، 70 تا 90 درصد از قطر نازل را چاپ کنید.
- پس از چاپ قطعه، پولیشکاری با کاغذ سمباده یا حلالها.
این تکنیک برای چاپ های حالت گلدانی و چاپ های تک لایه استفاده می شود که نور عبوری از آنها را به طور قابل توجهی شکست نمی یابد.
جدول خواص مکانیکی فیلامنت P-Glass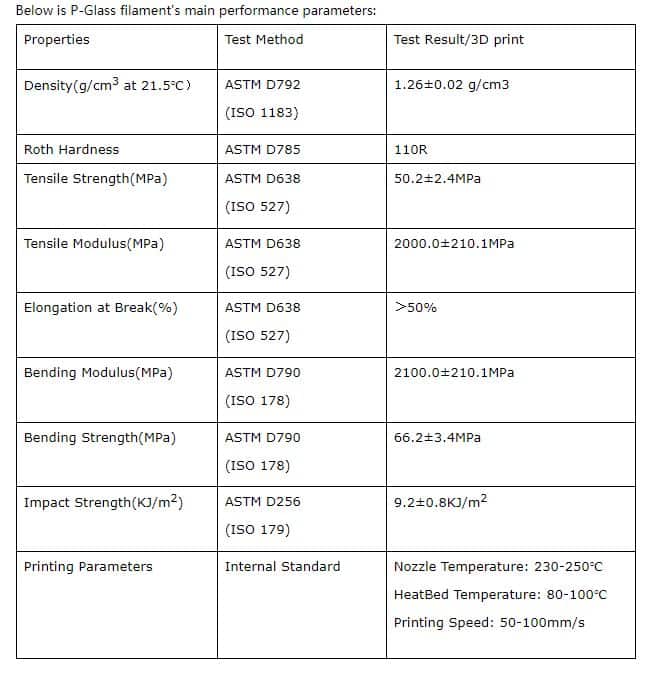
- High transparent P-Glass filament is made of PETG and PC:
- light transmittance: over 92%
- Haze: less than 0.2%
- Optical property: over glass
- light transmittance: about 80% to 90%
- Net Weight of Each Roll: 1KG
- Diameter: 1.75mm
- Tolerance: ±0.05mm
- Color: High transparent (customized color are available)
- Nozzle Temperature: 190℃ -230℃
- HeatBed Temperature: 0℃ -40℃
- Printing Speed: 50mm/s to 100mm/s
اجازه بدهید نگاهی داشته باشیم به موادی که برای پرینت سه بعدی شفاف در اختیار دارید.
متداول ترین فیلامنتهای پرینت سه بعدی شفاف یا نیمه شفاف موجود در بازار عبارتند از:
PMMA, PETG Clear, PLA Natural, Clear PLA, Trans Clear ABS و Polycarbonate.
نکته: با توجه به شرایط بازار ایران ممکن است برخی از فیلامنتهای فوق ناموجود باشند.
لازم به گفتن نیست که به قول معروف همان قدر که پول بدهید همان قدر آش می خورید! اگر از فیلامنت ارزان و بی کیفیت استفاده کنید که به اندازه کافی شفاف نباشد، نتیجه کار شما چندان جالب نخواهد بود.
ما به شما نمی گوییم که حتما از فیلامنتهای کیفیت بالای گرانقیمت استفاده کنید اما پیشنهاد می کنیم نتیجه کار با فیلامنت کیفیت بالا را با فیلامنت معمولی مقایسه کنید؛ خودتان متوجه تفاوت آنها خواهید شد.
PMMA Filament
فیلامنت «پلی متیل متاکریلات» : polymethyl methacrylate: PMMA : مطمئنا تا حالا این اسم طولانی، به گوشتان نخورده است؛ ولی قطعا ماده اکریلیک یا پلکسی را میشناسید، ظاهر این فیلامنت هم شبیه همین مواد است. ترموپلاستیک «پلی متیل متاکریلات» متریالی سبک و مقاوم بعنوان بدل شیشه است که جدیدا در چاپ سه بعدی هم استفاده میشود. فرضا میتوان برای پرینت سه بعدی قطعات هنری که نور را منعکس میکنند، استفاده نمود.
اگر قبلا از این فیلامنت استفاده کرده باشید، می دانید که این یک ماده اکریلیک پلاستیکی با مقاومت بالا در برابر ضربه است. به دلیل قدرت و مقاوت بالا، از PMMA معمولا برای جایگزینی شیشه در بسیاری موارد استفاده می شود.
معمولا PMMA می تواند تا حد 85 درصد نور را از سطح خود عبور دهد که در این امر نه تنها از دیگر پلاستیک ها بهتر است بلکه شگفت انگیز این که از بسیاری شیشه ها نیز عملکرد بهتری دارد.
ویژگیهای فیلامنت متاکریلات:
- این فیلامنت برای قطعاتی که دچار خمش می شوند، نامناسب است؛ چون انعطاف پذیری کمی دارد.
- سختی، مقاومت به ضربه و شفافیت از خواص فیلامنت پلی متیل متاکریلات است.
- پرینت با فیلامنت PMMA سخت است: برای جلوگیری از تاب برداشتن و داشتن حداکثر شفافیت (وضوح) باید با دقت پارامترهای چاپ را تنظیم کنید.
- دمای پرینت بالاست (به دستورالعمل سازنده مراجعه شود).
- همانند فیلامنت ABS نیاز به یک محفظه چاپ احساس میشود تا بدین وسیله فرآیند خنک شدن هم بهینه گردد.
فیلامنت PMMA در رنگ های متنوعی موجود است و در مقایسه با متریال دیگر از شفافیت بالاتری برخوردار است.
Clear ABS Filament
در واقع ABS همانند متریالهای دیگر به صورت طبیعی شفاف نیست. به این معنی که ما باید آن را با مواد دیگری ترکیب کنیم تا شفاف شود. و وقتی می گوییم شفاف در حقیقت منظورمان نیمه شفاف است.
اگر قطعا می خواهید پرینت خود را با ABS انجام دهید می توانید از فیلامنت شفاف یا رنگ های نیمه شفاف آن استفاده کنید اما در نهایت پرینت شما در مقایسه با مواد دیگر چندان شفاف نخواهد بود و شرایط سخت چاپ فیلامنت ABS را هم فراموش نکنید.
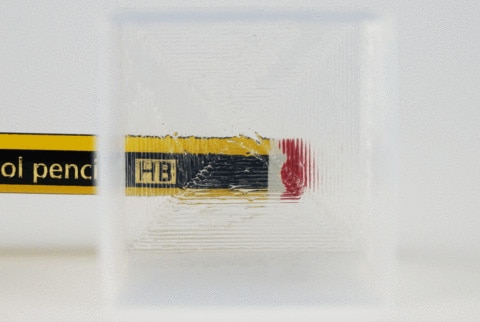
پرداخت نهایی روی متریال ABS را می توان به وسیله بخار اَستون انجام داد که این خود یک امتیاز محسوب می شود. در تصویر بالا به مداد دقت کنید (توجه کنید که فرم هندسی پرینت شده کاملا ساده و بدون پیچیدگی میباشد). این یعنی که شما می توانید لایه ها را بسیار صاف و صیقلی کنید که این امر به عبور بهتر نور کمک شایانی می کند.
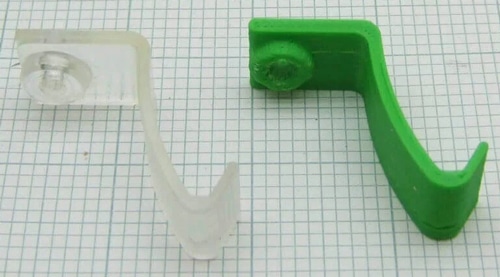
- Natural PLA Filament

فیلامنت PLA تا جایی که می تواند شفاف می شود اما گاهی ته رنگ زردی در آن وجود دارد که برای فیلامنت PLA طبیعی است. برای نمونه میتوانید تصویر بالا را نگاه کنید.
PLA Natural یکی از متداولترین فیلامنتهای مورد استفاده است. قابلیت پرداختکاری فیلامنت transparent راحت تر از ABS است. همچنین این فیلامنت قابل تجزیه در طبیعت است بنابراین به محیط زیست آسیب کمتری میزند و می توانید در استفاده از آن احساس بهتری داشته باشید.
فیلامنت نیمه شفاف PLA یکی از بهترین گزینه ها برای انجام پرینت روشن و گرفتن نتیجه مطلوب است. فیلامنتهای PLA کیفیت بالا را می توان به وسیله سمباده و پولیش پرداخت نهایی کرد که در مورد این متریال بهترین روش برای دست یابی به سطح نهایی صاف و عبور بهتر نور همین کار است.
این بهترین راه ممکن برای شفاف کردن فیلامنت PLA محسوب می شود.
بسیار مهم است که از درجه سمباده مناسب استفاده کنید که انتخاب آن به ارتفاع لایه گذاری پرینت بستگی دارد. هر چه لایه ضخیم تر باشد شما به سمباده زبرتر و خشن تری نیاز دارید. سپس به تدریج از سمباده های کوچکتر استفاده کرده و هر بار به صورت دایره ای سمباده بزنید (این مرحله اهمیت بالایی دارد زیرا با این کار تمام ضایعات روی سطح پرینت را از بین می برید).
راهنمای سمباده زنی پرینت سه بعدی
مثلا با سمباده درجه 400 شروع کنید و به تدریج به صورت تصاعدی 200 درجه افزایش دهید. کار را با درجه 3000 یا بالاتر پایان دهید تا سطح نهایی کاملا صافی حاصل شود.
اگر بتوانید این کار را برای هر دو سمت پرینت انجام دهید، سطحی بسیار شفاف به دست می آورید.
برای کسب نتیجه بهتر سمباده را خیس کنید و از فشار و سرعت بیش از حد که باعث داغ شدن سطح مدل می شود خودداری کنید.

- Polycarbonate Clear Filament
این یک فیلامنت پرینت سه بعدی مطمئن و کمی نیمه شفاف است که در یک محیط گرم به خوبی پرینت می شود. با توجه به دوام آن و این که میتوان آن را بدون ترک خوردن به صورت مداوم خم کرد.
فیلامنت پلی کربنات (PC) یک متریال فوق العاده برای پرینت سه بعدی است. سطح نهایی آن عالی و براق است. این متریال برای پرینت نیاز به اکسترودر داغ دارد و اگر نتیجه ای شفاف می خواهید، توصیه می کنیم که اکسترودر را از حالت معمولی، داغ تر کنید.
مزیت بزرگ فیلامنت پلی کربنات این است که مانند ABS می توان آن را با استفاده از اَستون صیقل داد تا نتیجه کار شفاف تر شود.
- Clear PETG Filament

این یک فیلامنت شفاف سه بعدی واقعا با دوام است که چسبندگی لایه فوق العاده ای دارد (تقریبا نشکن است) و با توجه به انقباض کمتر نسبت به فیلامنت های دیگر، برای پرینت سه بعدیِ شفافِ لوازمِ بزرگ که نباید در زیر فشار بشکنند مناسب است (از آن به عنوان جایگزین ABS یاد میشود).
پرینت با آن بدون بو انجام می شود و اغلب نتیجه ای صاف و شفاف حاصل می شود. بنابراین این متریال برای ساخت چیزهایی که به کمی انعطاف پذیری و نشکن بودن نیاز دارند ایده آل است. این متریال در بازار ایران یافت میشود و پیشنهاد میشود به جای ABS در پروژه های خود از آن استفاده کنید.
نکته: رنگ های موجود برای PETG متنوع است. این متریال را نمی توان با اَستون پرداخت کرد و هرچند میتوان آن را سمباده زد ولی به خوبی PLA سمباده نمی خورد.
پس اگر دنبال فیلامنت شفاف با دوام هستید، میتوانید از یکی از رنگهای نیمه شفاف PETG استفاده کنید.
نتیجه گیری آموزش فیلامنت شفاف:
- پس فیلامنتهای شیشه ای لزوما از شیشه ساخته نشده اند بلکه به این دلیل که با استفاده از آنها می توان پرینت سه بعدی نیمه شفاف انجام داد آنها را اینگونه می نامند.
- پرینت شفاف کار ساده ای نیست و برای گرفتن نتیجه موفقیت آمیز، باید بیشتر تلاش کنید؛ اما توجه به ترفندهایی که در بالا گفتیم و فاکتورهای ابتکاری خودتان می تواند در این زمینه به شما کمک کند.
- از طرف دیگر، PETG و PLA شفاف، متریالهایی هستند که کار با آنها آسان است زیرا چسبندگی و استحکام و مقاومت حرارتی بالایی دارند. پس پرینتی دارید که هم نستبا مستحکم است و هم ظاهری جالب توجه دارد.
- پرینت سه بعدی شفاف کاری دقیق است. کوچک ترین اشتباه در دمای نازل، سرعت پرینت و خنک کننده میتواند روی شفافیت پرینت تاثیر بگذارد.
- فیلامنت شفاف برای قطعات کوچک تا متوسط نه چندان ظریف و پیچیده ایده آل است؛ در قطعات بزرگ و با هندسه پیچیده، امکان خطا افزایش می یابد.
- باید در ذهن داشته باشید که هر پرینتر سه بعدی و هر نوع فیلامنت شیشه ای (برند سازنده) اغلب تنظیمات خاص مربوط به خود را دارد. یعنی تنظیماتی که برای فیلامنت شفاف PETG یک برند وجود دارد، برای متریال شفاف PETG دیگر مناسب نیست.
- پیشنهاد میشود اول یک مدل سه بعدی تستی را با متریال شفاف در اندازه کوچک پرینت کنید تا تنظیمات را به درستی متوجه شوید. بعد از آن چاپ قطعه اصلی را شروع کنید.
با در نظر گرفتن این موارد می توانید متریال transparent را که برای کار شما ایده آل است انتخاب کنید. سپس با توجه به آنچه در بالا گفته شد پرینت و پرداخت نهایی را روی آن انجام دهید تا نتیجه مطلوب را به دست بیاورید.
امیدواریم این مقاله برای شما مفید بوده باشد. لطفا اگر تنظیماتی را یافته اید که برای فیلامنتهای شیشه ای کاملا بهینه و عالی است، ما را از طریق بخش نظرات در جریان بگذارید.




جالب بود من نمی دونستم مدل شفاف به غیر از رزینی هم هست