



چاپگرهای سه بعدی FDM (مرسومترین و ارزانترین روش مناسب ایران)
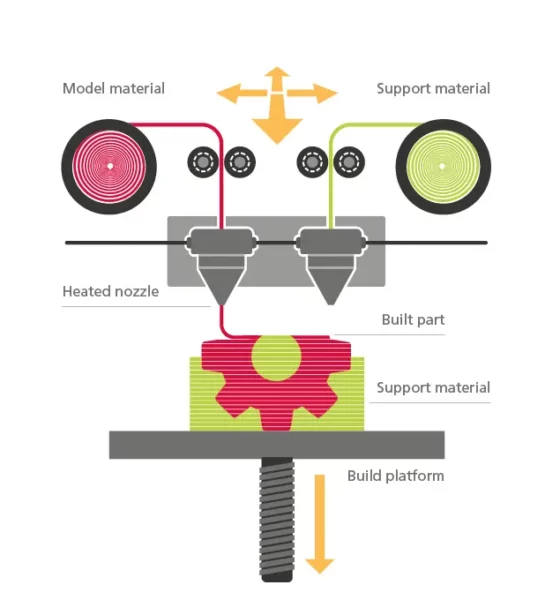
فناوری چاپ سه بعدی ترموپلاستیک یک فرایند تولید لایه افزایشی است یعنی رشته ترموپلاستیک در نازل ذوب شده و بصورت لایه به لایه روی هم قرار گرفته تا نهایتا هندسه سه بعدی قطعات را بسازد. بنابراین نسبت به ترزیق قالب فرایند کندتری است. در قالبگیری تزریقی یک قالب مکررا با پلاستیک مذاب پر میشود و پلاستیک بسرعت خنک و قطعه سخت شده از قالب خارج میگردد؛ پس یک فرآیند سریع و کم خطا برای تولید بسیار زیاد قطعات است. پرینتر ترموپلاستیک در عوض، بیشتر برای پروتوتایپینگ یا تولید تک قطعات بزرگ یا کوچک سری کم کاربرد دارد که برای ترزیق قالب منطقی نیست. پرینتر FDM کمک میکند تا از هزینههای سنگین و زمان طولانی تزریق پلاستیک رهایی یابید.
هم از قالب گیری تزریقی و هم از پرینت سه بعدی FDM میتوان برای قطعهسازی استفاده کرد، اما تفاوتهایی اساسی بین این فرایندها وجود دارد.
1- پرینت رشته ترموپلاستیک FDM (بازار ایران)
چاپ سه بعدی یا 3D Print (که با نام تولید افزایشی یا Additive Manufacturing نیز شناخته میشود) زمان تحویل پروتوتایپ را به چند ساعت یا چند روز کاهش میدهد که برای نمونه سازی سریع و کار با طرحهایی با تغییرات مکرر ایدهآل میباشد. این فرایند همچنین قادر به تولید قطعات و اجزای پلاستیکی متوسط تا بزرگ و حتی تا حدی کوچک است و برای طرحهای پیچیده و ترکیبی نیز کاربرد دارد. با این حال، پرینتر سه بعدی برای تولید قطعات در تیراژهای کم، 100 قطعه یا کمتر، مناسب است (هر چه ابعاد قطعه بزرگتر باشد، تیراژ محدودتر میشود) زیرا در این حالت، زمان پرینت به هفتهها و ماهها افزایش مییابد و دیگر بصرفه یا منطقی نیست.
مزایای 3DPrinter رشته ترموپلاستیک (FDM)
- هزینۀ ابتدایی پایینتری دارد. در برخی اهداف خاص که نیازمند تولید قطعات پلاستیکی کم تعداد پروتوتایپینگ (ماکت) یا مقاوم قابل استفاده دارید؛ استفاده از چاپگرهای سه بعدی رومیزی یا صنعتی رشته ترموپلاستیکی منطقیتر از روش زمانبر و گرانتر ترزیق پلاستیک است.
- ایجاد تغییرات در طراحی آسان است. از آنجا که پرینت سه بعدی فرایندی بدون نیاز به ابزارهای جانبی است، به شما امکان میدهد که بتوانید حین تولید تغییراتی در طراحی ایجاد، در زمان و هزینه قطعاتی که ممکن است دارای نقص باشند، صرفه جویی نمایید. امکان توقف در اواسط فرایند و ایجاد تغییرات در طراحی به این معنی است که نیازی به شروع تولید از ابتدا ندارید (فرآیند پروتوتایپینگ پویا و سریعی دارد).
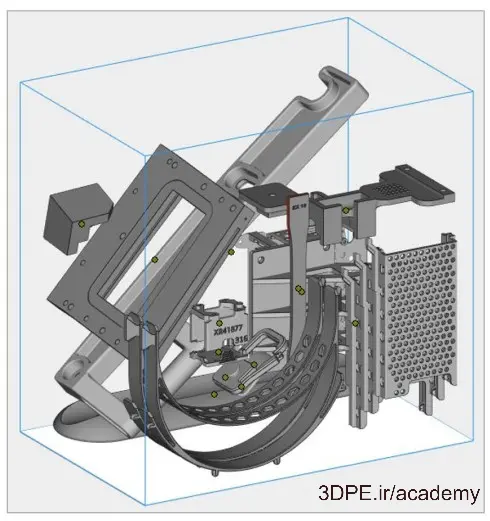
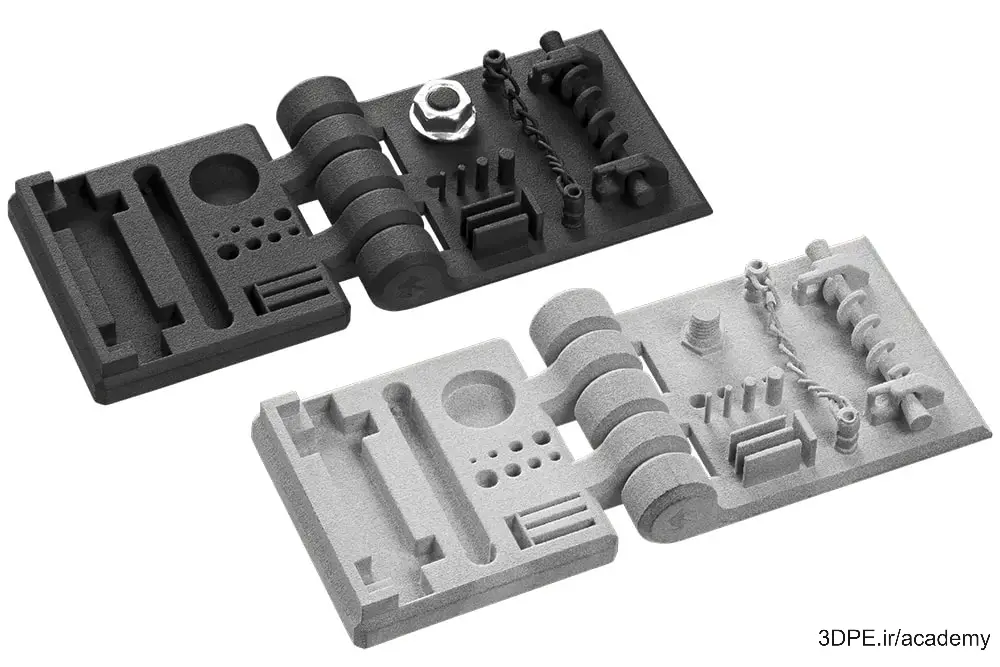
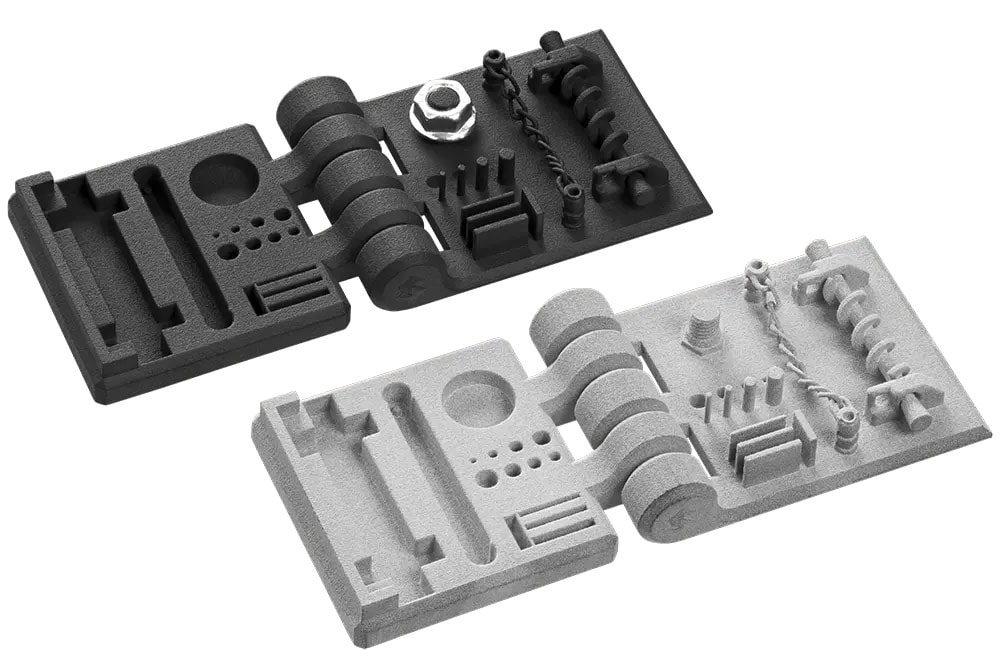
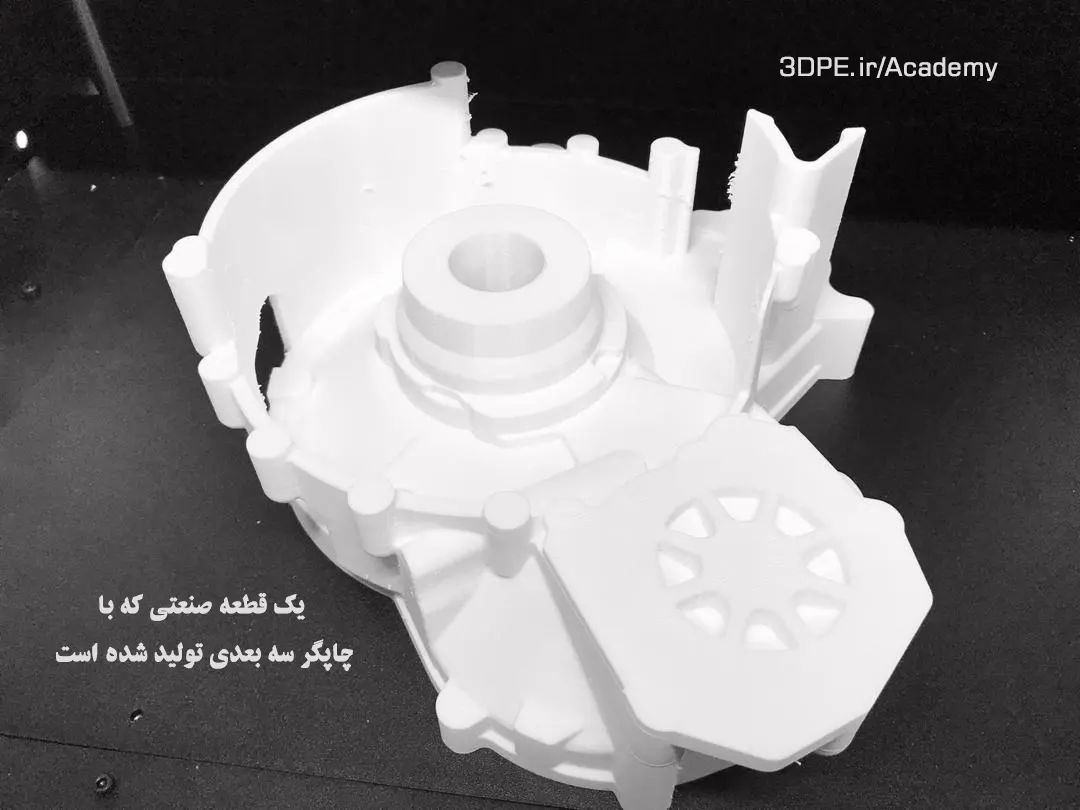
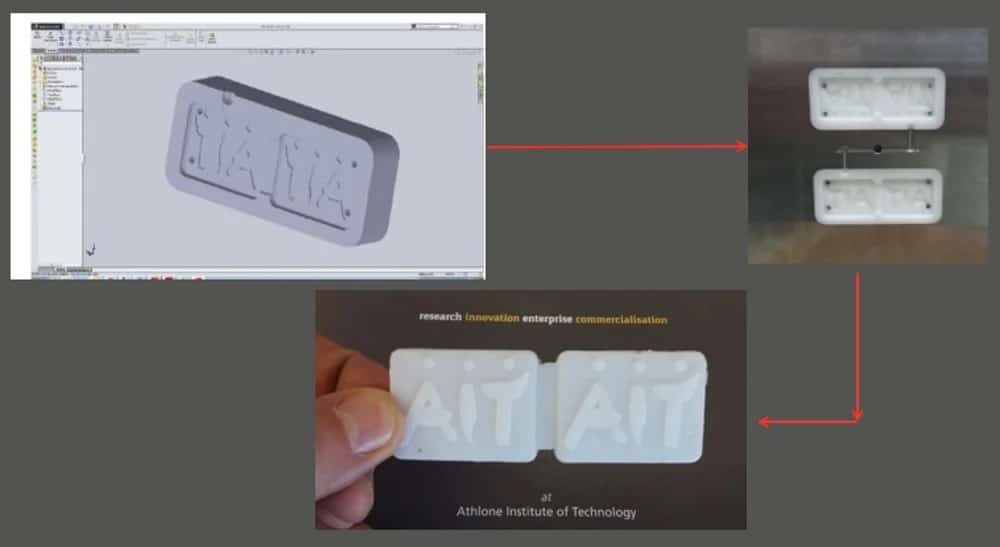
- برای طرحهای پیچیده مناسب است. از آنجا که پرینت سه بعدی قطعات را لایه به لایه می سازد، برای تولید طرحهای پیچیده و ترکیبی، عالی است؛ مثل قطعات متحرک چند بخشی همانند قطعات صنعتی حاوی لولا یا برخی اسباببازیها که در حالت اسمبل شده در نرمافزار مدلسازی CAD آماده شدهاند (بدون نیاز به تفکیک اجزا پرینت خواهند شد – مثل عکس زیر) .




محدودیتهای 3DPrinter متریال رشته ترموپلاستیک (FDM)
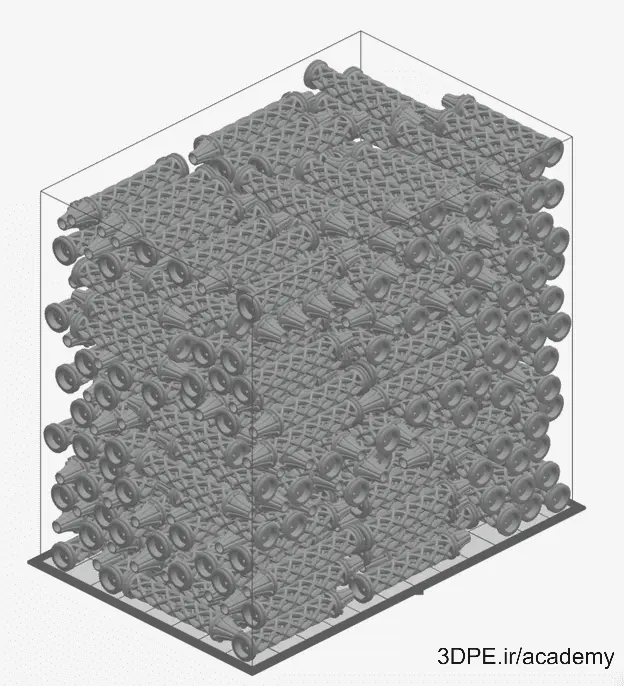
- تعداد، اندازه و زمان ساخت قطعه: چاپ سه بعدی، علیرغم این که راه اندازی سریعی دارد، معمولا روش تولید نسبتا کندی به شمار میرود. از آنجا که این فرایند بر CAD و جزئیات دقیق لایه گذاری میکرونی مبتنی است، امکان ساخت همزمان قطعات محدود می شود (Batch size)، بطوری که اکثر پرینترها تنها قادر به ساخت یک یا دو پارت (قطعات سایز بزرگ)، در آنِ واحد هستند.
- ضریب خطای متغیر: فرض کنید میخواهید یک قطعه یکسان را همزمان و بسرعت با چند نوع چاپگر بسازید، با توجه به ضریب خطای هر چاپگر، دقت ابعاد نهایی نیز تغییر میکند، بنابراین متعجب نشوید که وقتی همه آن قطعات را کنار هم گذاشتید، دقیقا کپی برابر اصل هم نبوده و با تفاوت جزیی ابعادی و ضریب خطای متغیر در هر پارت مواجه شوید! این مشکل در قطعات ظریف مهندسی که دارای سوراخ، چِفت و … هستند دردسر زیادی ایجاد میکند. بنابراین هنگام طراحی این مدلها درصد خطای ساخت چاپگر سه بعدی را نیز لحاظ کنید.
- انقباض یا shrinkage: قطعات تولیدی با فرآیند 3D Print مستعد کاهش جزیی حجم هنگام پرینت (بعلت ذوب و خنک شدن پلاستیک) هستند و باید این ضریب در قطعات صنعتی که نیاز هست بسیار دقیق باشند، هنگام مدلسازی در نظر گرفته شود.
- استحکام متوسط: قطعات تولیدی با پرینت سه بعدی متریال ترموپلاستیک قدرت تحمل حرارت و فشار خیلی بالایی ندارند؛ مگر آنکه توسط عملیات ثانویه پولیشینگ توسط مواد خاص، عایقکاری سطحی شوند.
- محدودیت اندازه: چاپ سه بعدی قادر به تولید اقلام بسیار بزرگ در حالت یکپارچه نیست چون این فرایند منطقۀ چاپ محدودی دارد. اگر قطعات از لبۀ منطقۀ چاپ خارج شوند، مدل به طور فزاینده ای ناپایدار می شود؛ بنابراین درحالیکه چاپ سه بعدی با مقیاس بزرگ امکانپذیر است (در حالت چند تکه کردن و سپس اسمبل نهایی)، اما بهترین گزینه محسوب نمیشود.
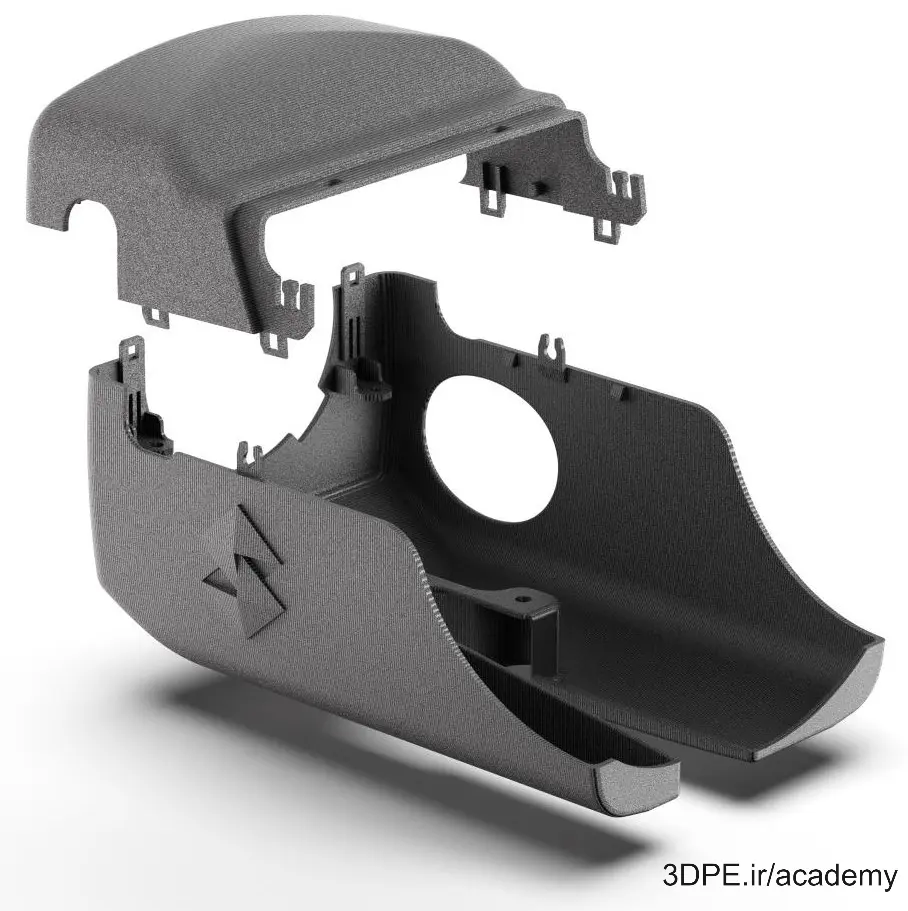
- سطح نسبتا ناهموار: سطح نهایی چاپ پلاستیکی fdm نسبت به تزریق پلاستیک ناهموارتر بنظر میرسد، چون لایهها بصورت افزودنی رویهم قرار میگیرند. در نتیجه، در صورت نیاز به سطحی صاف و صیقلی، به مراحل جداگانه پرداخت نهایی نیاز پیدا میکنید.

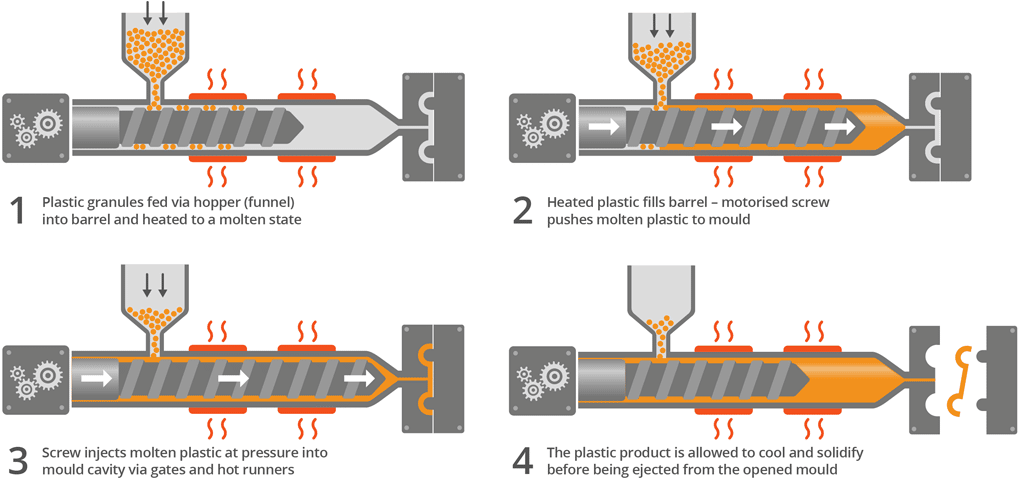
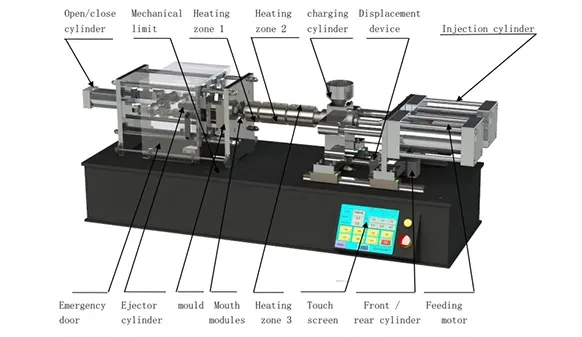
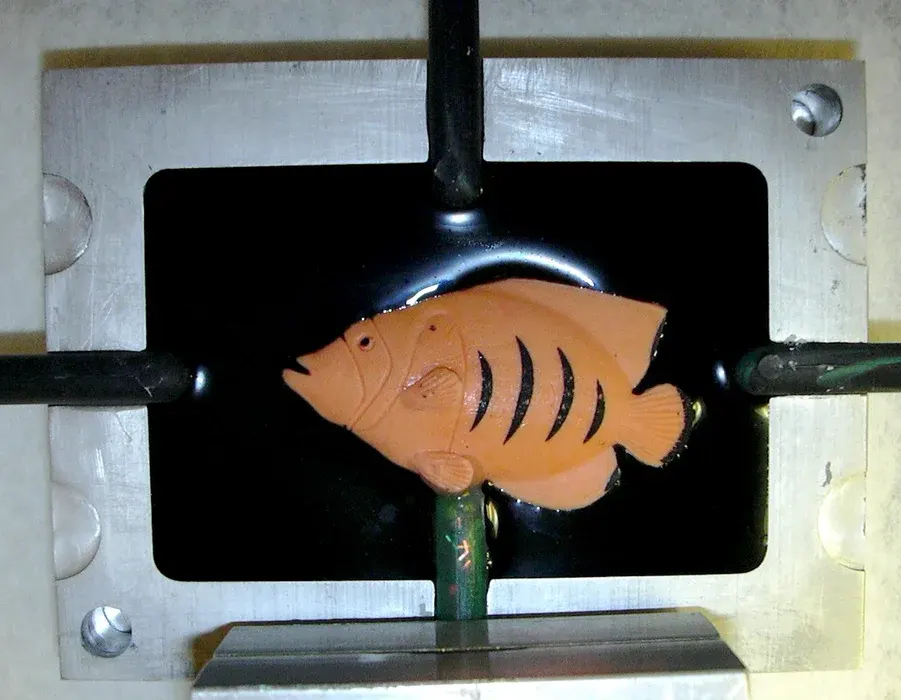
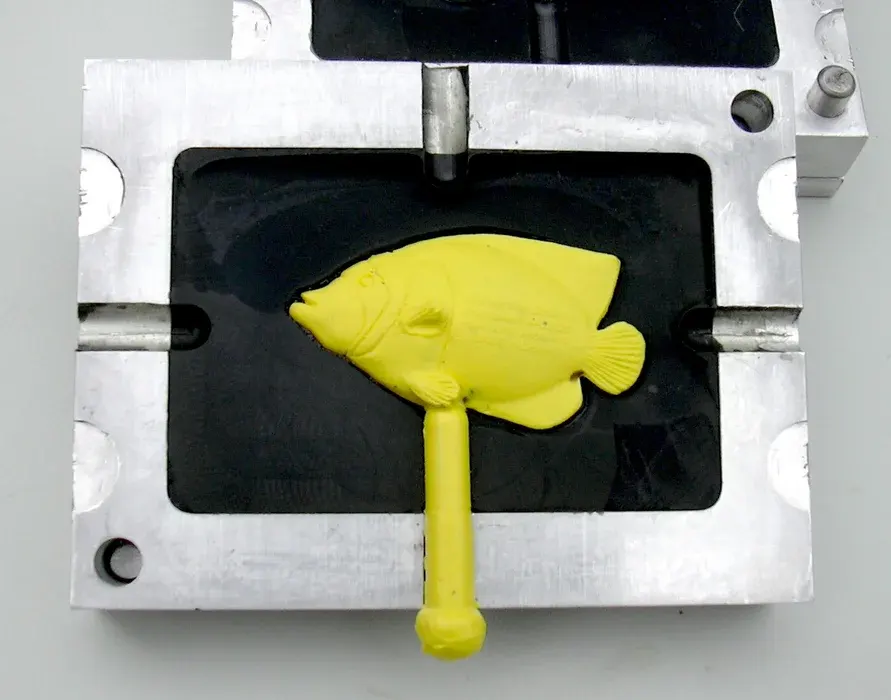
2- فناوری قالب تزریق پلاستیک (plastic injection molding)
زمان آمادهسازی و ساخت قطعه در قالبگیری تزریقی طولانی است (مثلا چند هفته تا چند ماه برای قطعات ساده تا چند بخشی) چون نیاز به ساخت ابزارهای جانبی و قالب دارد؛ یعنی این روش برای تغییرات مکرر طراحی مناسب نمیباشد. هزینه ساخت قطعات با تزریق قالب نیز سنگین است و هر گونه خطا در طراحی قطعات، سبب زیانهای مالی شدیدی خواهد شد. پس بعلت چرخه طولانی و هزینه بسیار زیاد، این فرایند برای تولید قطعات در تیراژهای سنگین (حداقل بیشتر از 1000 قطعه در هر دور) ایدهآل است. این فرایند همچنین برای تولید قطعات بسیار بزرگ یا کوچک تک بخشی با هر نوع پیچیدگی کارایی دارد.
مزایا
- قادر به تولید انبوه قطعات است. قالب گیری تزریقی میتواند از تعداد زیادی قالب بطور همزمان استفاده کند، بنابراین برای تولید انبوه قطعات مقرونبهصرفه تر است.
- استحکام قطعه را افزایش میدهد. قطعات قالب گیری تزریقی با استفاده از یک لایه متریال ساخته میشوند و امکان وجود هرگونه شکاف یا نقصی را منتفی میکنند.
- حداقل ضایعات را دارد. از آنجا که قالب گیری تزریقی شامل ریختن متریال در قالب می شود، دقیقاً از مقدار متریال مورد نیاز برای تولید قطعه استفاده می کند. یعنی این روش برای تولید انبوه قطعات با کمترین هزینه ایدهآل است.
- کیفیت سطح: در قالب گیری تزریقی سطح قطعه میتواند بسیار با کیفیت ساخته شود.
- مقاومت: قطعات حاصل از دستگاه تزریق مقاومت خوبی دارند.
معایب
- محدودیت پیچیدگی قطعات: استفاده از روش تزریق قالب به این معنی است که محدودیتهایی برای طراحی وجود دارد. مثلا یک قطعه نمیتواند در چند پارت ترکیبی، یکباره ساخته شود یا وجود زوایای قائم یا 90 درجه در برخی طراحیها می تواند منجر به شکستن قطعه، خش افتادن و … در زمان خروج از قالب شود.
- تصحیح اشتباهات یا تغییر طرحها مشکل و هزینهبر است. به دلیل زمان طولانیِ آمادهسازی قالبگیری تزریقی، اصلاح هرگونه اشتباه در طراحی دشوار و بسیار پرهزینه میباشد. قالب باید بطور کامل بازسازی گردد تا طرحها تغییر یا مشکلات برطرف شود و قطعۀ تولید شده علیرغم آن همه هزینه و صرف زمان، بلا استفاده خواهد بود و فقط بدرد بازیافت مواد میخورد.
- هزینههای اولیۀ بالا: دستگاههای باکیفیت و حرفهای قالبگیری تزریق پلاستیک بسیار گران هستند و معمولاً برچسب قیمتی شش رقمی دارند. این سیستمها برای کاربرد صنعتی طراحی شدهاند و مناسب کاربران عادی یا مشاغل کم بودجه نیستند، چون به غیر از هزینۀ اولیۀ ماشین آلات، باید هزینۀ ساخت قالبها، متریال و نمونهسازی اولیه، دانش فنی لازمه و اجاره مکان کارگاهی را نیز به آن افزود.









متشکرم