
اغلب در چاپ سه بعدی پلاستیک، خطوط لایه ها دیده می شوند، اما اگر با روشهایی سطح مدل صاف و صیقلی شود چطور؟! پولیش به وسیلۀ محلول استون، گزینه نهایی برای صیقلی کردن پرینت سه بعدی است. ما در این مقاله، روشهای استفاده از حلال استون برای پرداخت و صیقل کاری پرینت سه بعدی ABS مقایسه میشوند و اثرات آن روی فیلامنت PLA هم بررسی میشود.
- روش استاندارد پولیشکاری بخار استون
- شیوه دمیدن در محفظه: fan in glass
- شیوه محفظه محصور پلاستیکی: lined bucket
- شیوه ترکیبی: Combination
در این آموزش تمرکز روی فیلامنت ABS است ولی در کنار آن ترموپلاستیک PLA را نیز با محلول Aceton آزمایش کردیم؛ گرچه اعتقاد بر این است که PLA نسبت به استون واکنشی نمیدهد (که البته صحیح است) ولی ما فکر کردیم یکبار امتحان کردنش ضرر ندارد! (آموزش روشهای پولیشکاری فیلامنت PLA)
یکی از مواردی که چاپگرهای سه بعدی FDM برخی اوقات با آن مواجه میشوند، عدم صاف و صیقلی بودن سطح کارقطعه ساخته شده است؛ مشکلی که در شیوۀ سنتی تزریق قالبی وجود ندارد. در پرینت سه بعدی، سطح نهایی مدل اغلب مات و زبر است و خطوط لایه ها به چشم میآیند (با توجه به حجم هندسی مدل و متریال پلاستیک انتخابی). یکی از روشهای متداول برای خلاص شدن از شر خطوط سطح قطعه این است که مدل را آنقدر سمباده می زنند (آموزش پولیشکاری پرینت سه بعدی با کاغذ سمباده) تا صاف شود. با این حال، در این روش برای دستیابی به سطحی هموار و یکدست به زمان زیادی نیاز دارید.
روش دیگری که نه تنها در سرعت بلکه در دقت نیز نتیجۀ بسیار بهتری دارد، پرداختکاری به وسیلۀ حلال استون است؛ متداولترین متریال برای این محلول همانطور که میدانید فیلامنت ABS میباشد.
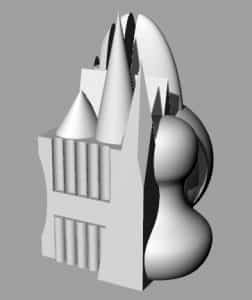
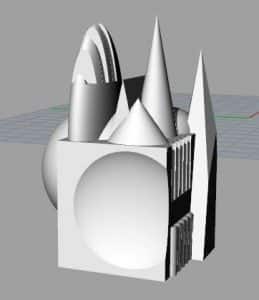
برای سنجش دقیق و تأثیر متفاوت حلال روی سطوح متنوع، از دو مدل با سطوح هندسی متفاوت و پیچیده استفاده کردیم. مدل فرمهای هندسی زیر را دارد:
- مخروط
- هرم
- حجم مقعر
- کروی
- چهارگوش
- حجم اندام مانند
- منشور
- فرورفتگی و برآمدگی
۱- پولیش استون با محفظه شیشهای

Acetone 3D Print Smoothing – Acetone vapor polishing
اولین روش که متداولتر و سادهتر بوده و با کمک محفظه ای شیشه انجام میشود، تصمیم گرفتیم فرآیند پولیش را روی مدل سه بعدی BuddaYoda با فیلامنت ABS به شما نشان دهیم.
وسایل لازم
ما طرحی ساده و خانگی برای این کار تدارک دیده ایم. در زیر وسایل مورد نیاز برای این کار را میبینید:
• حوله کاغذی آشپزخانه
• یک گلدان شیشه ای شفاف (از پارچ شیشه ای هم می توان استفاده کرد)
• آهن ربا (حداقل شش عدد)
• یک بشقاب
• یک نعلبکی یا زیرگلدانی (یا هر چیزی که به عنوان سکو عمل کند)
• محلول Aceton
اختیاری:
• فویل آلومینیوم
هشدار !
استون قابل اشتعال است. بنابراین، در نزدیکی آتش یا چیزی که می تواند باعث جرقه شود استفاده نشود. همچنین، حتماً در مکانی با تهویۀ مناسب کار کنید؛ چون اگر بخار آن را تنفس کنید، می تواند باعث سردرد، سرگیجه و گلودرد شود. دستکش هم فراموش نشود تا از تماس با سطح پوست جلوگیری گردد.
مراحل پولیشکاری استون:


حالا که همۀ وسایل لازم را فراهم کرده اید، بالاخره می توانید مدل سه بعدی خودتان را با استون پولیش کنید.
- بشقاب را با آب پر کرده و نعلبکی را برعکس روی آن قرار دهید، به طوری که طرف صاف به سمت بالا باشد. ما از یک لایه فویل آلومینیومی هم در این قسمت استفاده می کنیم تا از چسبیدن مدل و برخورد آن با بستر جلوگیری شود. هدف از آب ریختن در بشقاب این است که وقتی محفظه شیشهای از دهانه اش (حاوی استون و قطعه) را در کف بشقاب قرار دادیم، از خروج بخار استون جلوگیری کند).
- با کمک آهن ربا، حوله های کاغذی را به داخل گلدان بچسبانید. سپس حوله های کاغذی را با ریختن مقدار کمی استون و تکان دادن گلدان خیس کنید. همۀ قسمت ها باید مرطوب شود.
- مدل چاپی سه بعدی را بر روی سکو (نعلبکی) قرار دهید و به آرامی گلدان را وارونه کرده و روی آن قرار دهید. توجه به این نکته مهم است که آب درون بشقاب باید باعث مهر و موم آن شود تا Aceton نشت نکند. در ابتدا، چند حباب به سطح آب می آید که طبیعی است و نباید نگران شوید.
- حالا فقط باید صبر کنید تا خطوط لایه ها از بین بروند. این امر می تواند بین نیم ساعت تا چند ساعت طول بکشد. در مورد مدل BuddaYoda کمی کمتر از دو ساعت طول کشید. اگر گلدانی شفاف انتخاب کرده باشید، بدون نیاز به حدس زدن یا تکان دادن گلدان می توانید روند پیشرفت پولیش کاری را به سادگی ببینید (البته در جایی که حولۀ کاغذی وجود ندارد).
- وقتی از صاف بودن مدل احساس رضایت کردید، می توانید گلدان را با دقت برداشته و مدل سه بعدی را از روی سکو خارج کنید. آن را روی چیزی قرار دهید که به استون واکنش نشان ندهد. توصیه می کنیم برای این کار از یک پرینت PLA خراب شده استفاده کنید؛ ترجیجاً از موردی که در اواسط پرینت متوقف شده و دارای یک سطح صاف با پرشوندگی بالا است به عنوان یک سکوی ضدچسبندگی استفاده کنید.
- مرحلۀ آخر این است که اجازه دهید تمام استون موجود روی مدل خشک شود. گاهی اوقات این اتفاق یک روزه رخ می دهد اما برای پرداخت کامل ممکن است چند روز زمان ببرد. هنگامی که پرداخت مدل کامل شود، شما یک مدل پرینت سه بعدی دارید که شبیه به قطعات تزریق قالبی است!

۲- روش دمیدن در محفظه یا fan in glass:
مفهوم این تکنیک در حداکثر کردن استفاده از استون با وزش دائمی دورانی در محفظه محصور است. پس تنها مقدار کمی استون کافی است و در مصرف حلال گرانقیمت استون صرفه جویی میشود. همچنین وزش دورانی کلیه سطوح را به یکسان پولیش خواهد کرد.

وسایل مورد نیاز پرداختکاری استون با محفظه دمنده:
هر محفظه ای که امکان محصور شدن کامل را داشته باشد و به اندازه کافی برای جای گیری مدل شما بزرگ باشد. مثلا بطرهای بزرگ PET (بطری آب معدنی) یا بطری شیشه ای بزرگ
پنبه / دستمال کاغذی / حوله کاغذی
دستمال حاوی حلال استون برای احاطه کردن مدل درون محفظه به کار می رود: با این کار جذب و بازپخش استون روی مدل به آرامی صورت میگیرد. پیشنهاد میشود از حوله کاغذی استفاده کنید زیرا دوام بیشتری دارند در حالی که پنبه و دستمال کاغذی به سرعت بیشتری تحلیل میروند.
استون به میزان کافی (دقت کنید که وقتی اولین مرتبه بطری ذخیره استون را باز میکنید کاملاً وکیوم شود وگرنه در چشم بر هم زدنی حلال ناپدید میشود!
مدل سه بعدی پرینت شده بدون پرداخت
فن کوچک کامپیوتر و کابل مرتبط



روش ساخت:
- سر و قاعده بطری PET را برش دهید، طوری که حالت لوله یا tube پیدا کند.
- فن را طوری بالای بطری اتصال دهید که کاملا در معرض مدل پرینت شده قرار گیرد.
- قاعده بطری را با کاغذ حوله ای کاملاً مسدود کنید.
- کاغذ حوله ای را با استون خیس کنید.
- ته بطری حاوی حوله استونی را بالای بطری (در محل فن) چفت کنید.
- بطری را بلند کرده و قطعه پرینت شده را درون آن روی سطح کار قرار دهید.
- فن را روشن کنید.

بسته به فرم مدل تا چند ساعت هم نیاز میشود. هر یکساعت یا کمتر نگاهی به فرآیند کار بیندازید.
نتیجه پولیشکاری پرینت سه بعدی با روش دمیدن در محفظه:
فیلامنت ABS:
مرتبه اول: پس از سه ساعت قرارگیری قطعه در بطری، اتفاق خاصی صورت نگرفته است. تغییر جزیی است و سطح چندان صیقل نیافته است و درخشندگی ناچیز است. علت در محصور نبودن کامل محفظه است، دقت کنید دو سر بطری باید کاملاً محصور باشند، طوری که استون تبخیر نشود.
مرتبه دوم: با چفت و بست کردن کامل بطری یکبار دیگر آزمایش تکرار شد که تغییر و درخشندگی قابل قبولی حاصل گردید.
فیلامنت PLA:
هیچ تغییری صورت نگرفت!

۳- روش محفظه محصور یا lined bucket:
مفهوم این تکنیک در حداکثرسازی تزریق استون روی قطعه با احاطه کامل آن است. در این شیوه میزان بیشتری استون برای افزایش فشار حل شدن استفاده میشود.



روش ساخت:
- دو بطری PET با اندازه مناسب را از ته برش دهید.
- از یک قاعده بریده شده برای قرار گرفتن کاغذ حوله ای حاوی استون استفاده کنید.
- قاعده دوم را دمر کرده و قطعه را در فرورفتگی مرکزی قرار دهید.
- قاعده اول بریده را روی قاعده بطری بریده حاوی قطعه چفت کنید.
- چند ساعت زمان برای اتمام فرآیند نیاز است.



نتیجه پولیشکاری پرینت سه بعدی با روش محفظه محصور:
فیلامنت ABS:
پس از سه ساعت و نیم قرارگیری قطعه در استون، نتیجه کار رضایتبخش است: علاوه بر اینکه استون به میزان نسبتا کافی باقیمانده است، رگهها و ناصافی های لایه گذاری پرینتر سه بعدی نیز تقریباً از بین رفته است. سطح بافت صیقلی و مانند روش قالبگیری تزریقی گشته است.
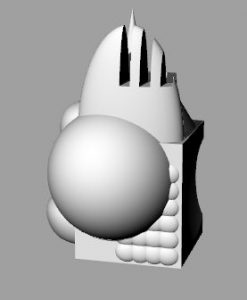
نکته: بخشهای نوک تیز یا زاویه دار، به علت استون زیاد به حالت کروی تغییر یافته اند.
نکته: البته در فرورفتگیهای با عمق زیاد و ضخامت کم، صیقل خیلی نیست چون جریان استون قادر به ورود به این بخشها به خوبی دیگر جاها نشده است. تفاوت روش دمیدن (فن) با این شیوه در همین جاست؛ به علت جریان شدیدتر باد فن، بخشهای ظریف نیز بهتر در معرض حلال قرار میگیرند.
دقت کنید پس از اتمام پولیش با استون، قطعه به مدت ۲ ساعت در معرض هوای آزاد قرار گیرد و کمتر لمس شده یا فشار داده شود، چون بافت سطحی هنوز حاوی استون بوده و نرم است.
فیلامنت PLA:
پس از سه ساعت و نیم انتظار تغییر خوبی ندیدیم، تنها یک لایه لزج روی قطعه ایجاد شد!
نکته: اگر پس از چاپ یک قطعه با فیلامنت ABS، قصد رنگ کردن آنرا دارید؛ توصیه میکنیم حتما قبل از شروع رنگکاری، از اسپری اپوکسی استفاده کنید (تمام رنگ فروشیهای بازار ایران آنرا دارند). اپوکسی باعث میشود سطح کار یکدست شده و رنگ به صورت صیقلی روی قطعه قرار گیرد و از ترک خوردگی یا کپه شدن جلوگیری شود.
۴- روش ترکیبی یا Combination:
در این تکنیک، دو شیوه قبل را با یکدیگر ترکیب کرده تا نتیجه را بررسی کنیم. در این حالت میزان استون زیاد و جریان باد حاوی حلال به صورت دورانی روی قطعه وزیده میشود.








روش ساخت:
- دو بطری PET را از ته برش دهید.
- بخش بریده شده اول برای قرارگیری حوله استون و فن به همان حالتی که قبلاً گفتیم، استفاده شود.
- بخش بریده دوم برای قرار دادن حوله کاغذی استون در کل بخش استوانه و تقریباً کف (در مرکز کف جای خالی برای قرار دادن قطعه باشد) استفاده شود.
- دو بخش را با قطعه درونش در هم چفت کنید
- فن را روشن کنید.
- هر یک ساعت یا کمتر به قطعه نگاهی بیندازید.




نتیجه پولیشکاری پرینت سه بعدی با روش ترکیبی:
فیلامنت ABS:
پس از ۶ ساعت پولیش استون، متوجه شدیم که میزان بسیار کمی استون باقیمانده است. نتیجه کار نیز با روش محفظه محصور کمی تفاوت دارد. در حالی که روش محفظه محصور، سطح یکنواخت در اکثر بخشها و کمی ناصافی در قسمتهای ظریف باقی میگذارد، روش ترکیبی تمامی قسمتها را به طور یکسان پولیش کرده است ولی درخشندگی آن نسبت به حالت محفظه محصور کمتر بوده و زمان زیادتری هم صرف شده است؛ علت میتواند نشتی محفظه باشد.
نکته: مثل روش محفظه محصور در تکنیک ترکیبی نیز زوایای تیز به حالت پخ تغییر شکل داده ند.
فیلامنت PLA:
در روش ترکیبی، تغییری جزیی روی برخی سطوح قطعه ایجاد شده و در کل رضایتبخش نیست. برخی قسمتها نیز حالت لزج پیدا کرده اند.
آزمایش دقیقتر فیلامنت PLA:
- غوطه ور کردن کامل قطعه PLA در محفظه حاوی حلال استون: پس از سه ساعت جذب مایع استون، سطح قطعه فیلامنت PLA تغییر چندانی نکرده است. تنها تفاوت آشکار، انعطاف پذیرتر شدن قطعه است (کشسانی بیشتر). یعنی میتوانید کمی آنرا فشرده کرده و مشاهده کنید که بافت دوباره به حالت اول برمیگردد. بنابراین اتصال لایه ها کمتر شده و قطعه شکننده تر است. وقتی به طور کامل از تبخیر استون از بافت این قطعه مطمئن شدیم، مشاهده کردیم که سطح مدل کمی بدتر از قبل شده و حالت شنی پیدا کرده است!
- پوشاندن سطح قطعه PLA با لاک پاک کن ناخن: سطح درخشان شده ولی رگهها هنوز باقیست و حالت بی کیفیتی دارد.


نکات کاربردی پولیش حلال استون:
- محفظه ای کاملاً محصور را استفاده کنید (از جنس شیشه یا PET). در صورت استفاده از محفظه نشتی دار،اگر فن استفاده کنید، میزان بیشتری هدر رفت استون داشته و نتیجه پولیش نیز بدتر میشود.
- محفظه به اندازه کافی جادار باشد تا از برخورد و تماس قطعه با دیواره های محفظه جلوگیری شود.
- اگر میخواهید از فن استفاده کنید، مطمئن شوید که نشتی وجود ندارد. در حالت محصوری کامل، نتیجه خوبی خواهید گرفت.
- فرمهای نوک تیز پس از دریافت استون، ساییده شده و کروی میشوند، مخصوصاً مستعد دفورمه شدن هستند؛ چون زمان زیادتری برای سخت شدن دوباره نیاز دارند.
- سطح قرار دهی قطعه باید کاملاً صاف و صیقلی باشد تا از چسبندگی قطعه جلوگیری شود.
- استون برای فرمهای کروی یا حلقوی بسیار مناسب است.
-
حجمهای هندسی بسیار پیچیده و شلوغ با زوایای نوک تیز، امکان ناصاف شدن، موجی شکل شدن یا دست انداز پیدا کردن را دارند.
-
نکات ایمنی را که در بخش هشدار اول مقاله توضیح دادیم را فراموش نکنید.



