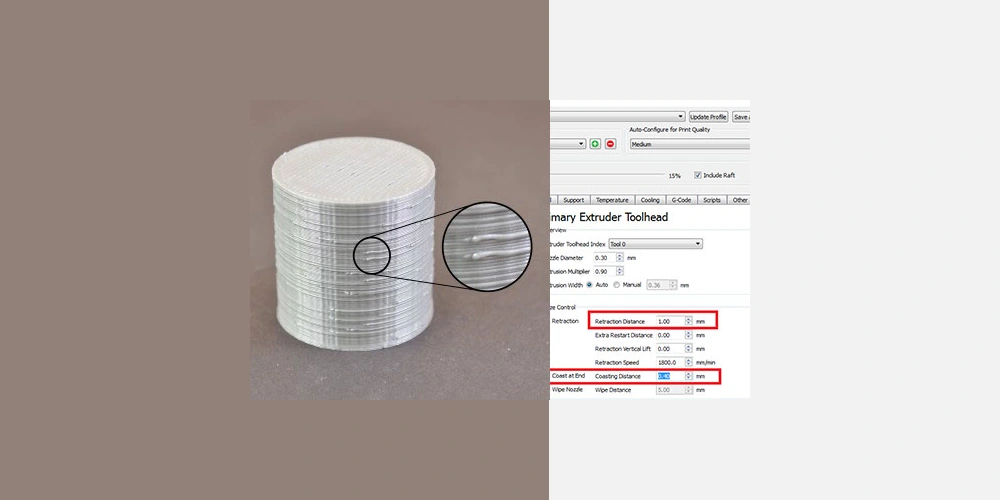
این مشکل باعث کامل پر نشدن سطوح بالایی در پرینت مدل سه بعدی می شود که با بروز این مشکل مهمترین قسمتی که باید در ابتدا چک شود سرعت چرخش فن خنک کننده فیلامنت خروجی از اکسترودر است که باید با بالاترین سرعت شروع به چرخش کند.بدون خنک کننده مناسب در هنگام چاپپ رشته های پلاستیکی پاره شده و به صورت حلقه هایی که رو به بالا، مانند عکس می شوند که کار را برای چینش لایه های بعدی سخت می کند. با داشتن سیستم خنک کننده مناسب لایه ها و رشته های پلاستیک پاره نشده و به صورت منظم در سطوح چیده می شوند تا به صورت کامل سطوح پوشیده و پر شوند.
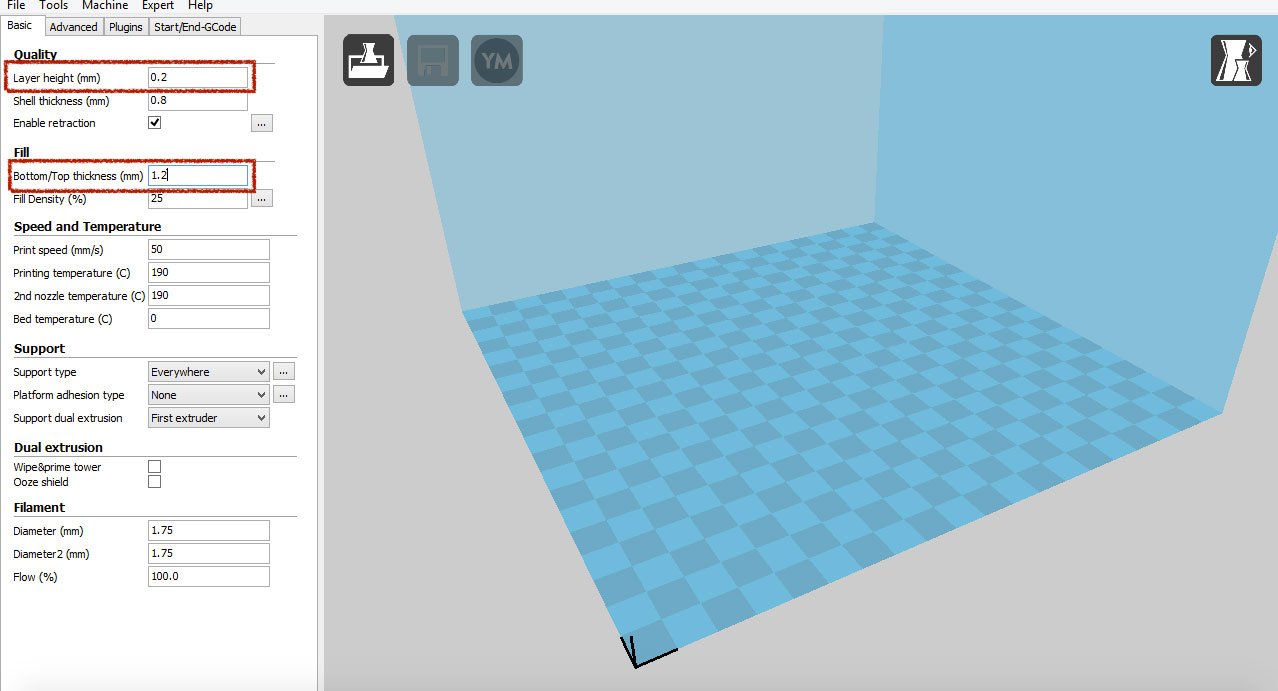
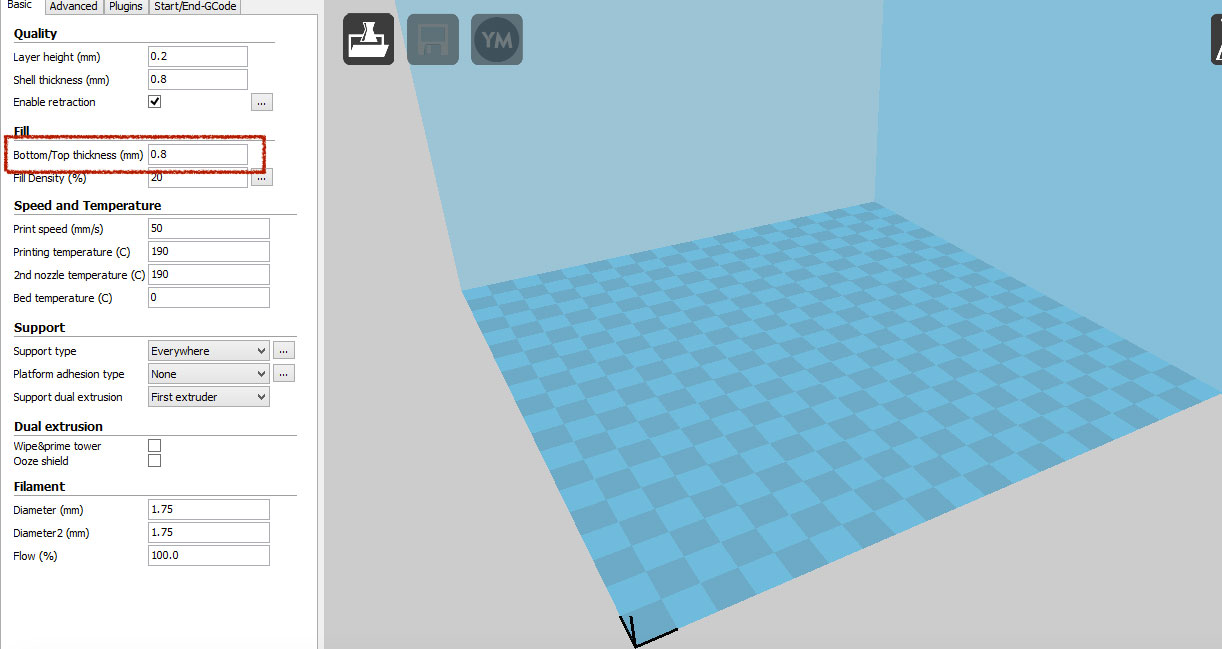
همچنین برای جلو گیری از بروز این مشکل باید تعداد لایه های بالا به اندازه کافی باشد مطمئن شوید که لایه رویی برای پر کردن حداقل ۶ لایه باشد برای محاسبه کافیست مثلا اگر ضخامت لایه ها را ۰٫۱ میلیمتر اتنخاب میکنید در قسمت تاپ و باتم تیکنس Bottom/Top Thickness 0.6 میلیمتر را ثبت کنید واگر ضخامت لایه ها را ۰٫۲ میلیمتر اتنخاب میکنید قسمت تاپ و باتم تیکنس (Bottom/Top Thickness 1.2) میلیمتر را ثبت می کنیم.
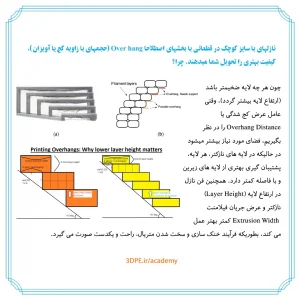
ریزش دیواره بالایی و کناری پرینت سه بعدی بعلت تراکم نامناسب
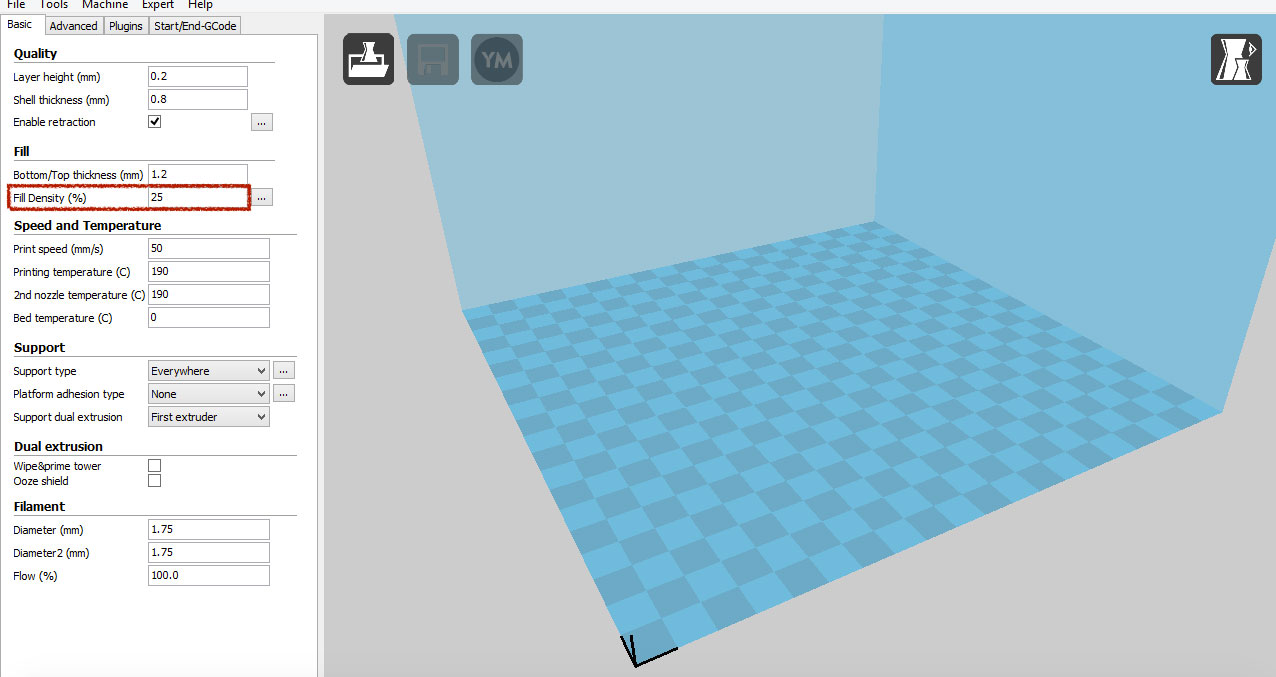
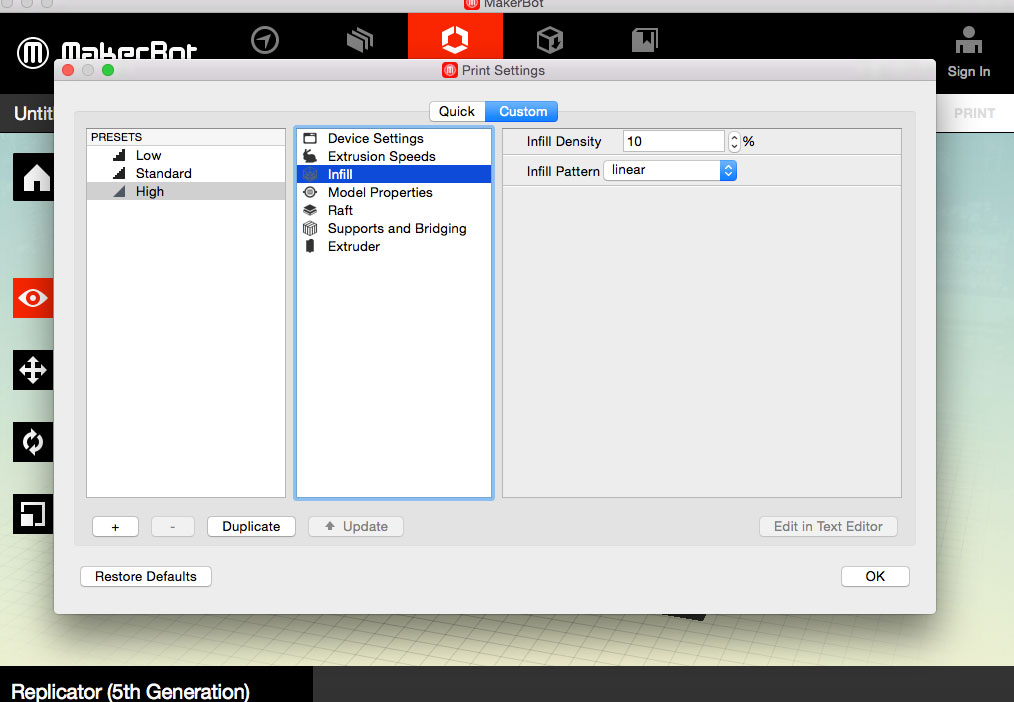
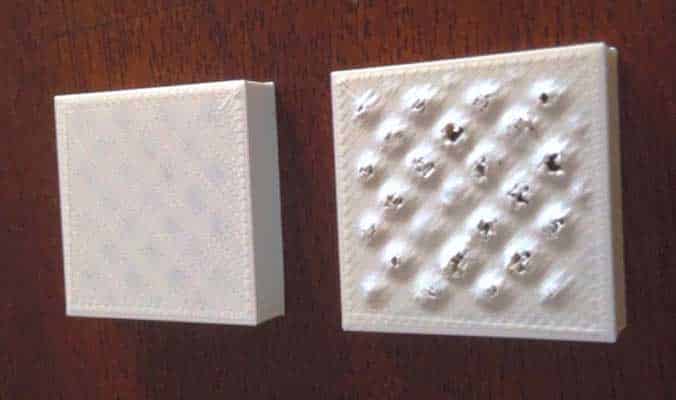
بطور کلی هر چه ضخامت لایه ها کمتر باشد تعداد لایه ها برای پر کردن باید بیشتر شود تا بتوانند روی رشته های شکسته پلاستیکی رابه صورت کامل پر کنند و پایه خوبی برای لایه های بعدی شوند به عبارت دیگر لایه های نازک خود دلیلی برای بروز این مشکل می شوند. عکس های زیر برای دو مدل چاپ شده با تنظیمات یکسان می باشد که درعکس دوم بدون فن خنک کننده مناسب پرینت سه بعدی شده است. همچنین بعضی از کاربران گزارش از بین رفتن این مشکل با تنظیم اینفیل (infill) در حدود ۲۴% و ۲۵% را داده اند.