هنگام کار با پرینتر سه بعدی حتما با این دو مشکل برخورد کرده اید: یکی نامتوازن شدن لایه های پرینت سه بعدی است و دیگری خطای موسوم به Over-Extrusion.
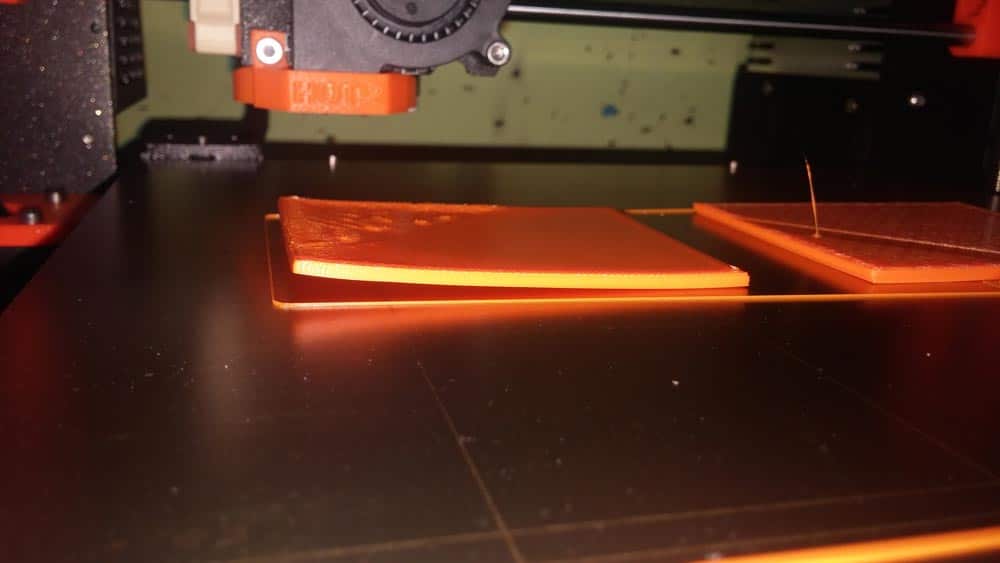
۱- خطای بهم ریختگی لایه پرینت سه بعدی:
در این مشکل پرینتر سه بعدی، در بخشهای میانی مدل، لایه ها تغییر کرده، ناهمراستا شده و جداشدگی دارند. علتهای زیادی باعث نامتوازن شدن لایه های چاپ سه بعدی میشود: یکی از دلایل درست تنظیم نشدن تسمههای پرینتر سه بعدی است. گاهی اوقات صفحه چاپ بالایی (Top Plate) نیز به خوبی محکم نشده است و در جای خود تلوتلو میخورد. همچنین در صورت عدم جایگذای صحیح محور z، کج شدگی حرکتی پدید خواهد آمد.
-
بررسی تسمه های پرینتر سه بعدی:
بهتر است با سفت کردن تسمه محورهای حرکتی چاپگر سه بعدی خود شروع کنید. دقت کنید که زیاد از حد آنها را محکم نکنید. باید کمی مقاومت را بین دو نقطه اتصال به هنگام فشار دادن تسمه حس کنید. بنابراین اگر قسمت بالایی تسمه پرینتر سه بعدی از بخش پایینی آن شلتر باشد، حتما نیاز به سفت شدن دارند.
-
صفحه چاپ پرینتر سه بعدی:
بخش بالایی پلیت چاپ را بررسی کنید باید تمامی اتصالها و ضمائم محکم و موازی هم باشند.
| کالیبراسیون پرینتر سه بعدی |
-
محور Z پرینتر سه بعدی:
در برخی پرینترهای سه بعدی قدیمی، به جای استفاده از پیچ و مهره از تسمه و پیچ استفاده شده است. اگرچه تسمهها کار خود را به درستی انجام میدهند ولی به مرور زمان تمایل به خم شدن و کش آمدن خواهند داشت. حتی در صورت خم شدگی نیز نگران نشوید، پرینتر سه بعدی شما همچنان کارکردپذیر است و تنها احتیاج دارید آنها را محکم و موازی هم نمایید.
سعی کنید با اسلایسر یا بصورت دستی محور Z را بالا و پایین ببرید؛ اگر تسمه محور Z خم، بریدگی یا شل شده باشد، تشخیص داده میشود. معمولا تعویض یک تسمه پیچ محور چاپگر سه بعدی کار سختی است و باید از طریق گارانتی شرکت سازنده اقدام کنید.
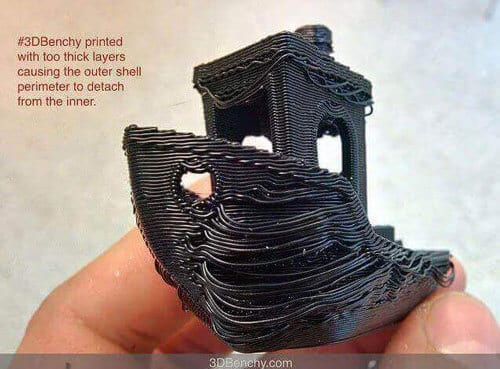
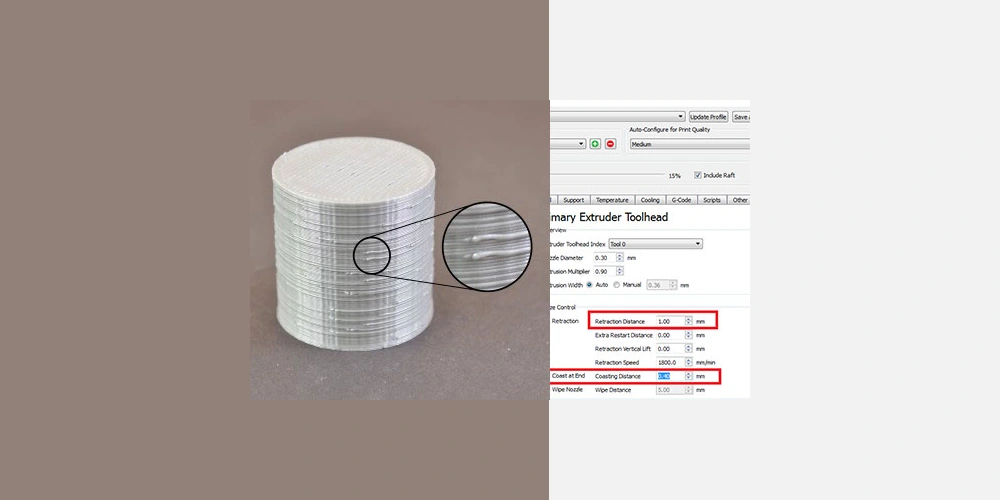
۲- خطای اکسترودر بیش از حد چاپگر سه بعدی (Over-Extrusion):
بر اثر تزریق پیش از حد فیلامنت در نازل هد، حد بالایی از فیلامنت مذاب از اکسترودر خارج میشود که باعث ضخیم شدن و بدشکل شدن لایه خارجی و داخلی مدل در حین چاپ شده و در انتها لایه داخلی و خارجی از هم جدا میشوند (Detach).
علت عمده خطای اکستروژن بیش از حد، به خاطر تنظیمات غلط نرم افزار slice برای مضربها و روند پاشش فیلامنت است.
-
ضریب اکسترودر پرینتر سه بعدی:
نرم افزار مربوطه را باز کنید و مطمئن شوید اعداد چند برابر کردن اکسترودر (Extrusion multiplier) در حالت صحیح انتخاب شده اند.
-
تزریق فیلامنت:
بهتر است در نرم افزار گزینه Flow setting را کاهش دهید.