ساعتها برای تمام شدن فرآیند پرینت سه بعدی منتظر میمانید. در آخر وقتی اکسترودر متوقف میشود و بستر چاپ پایین میرود، با حقیقتی تلخ روبرو میشوید؛ در نگاه اول کیفیت چاپ به نظر خوب میرسد ولی صبر کنید، آن لکه های برآمده کشدار روی سطح پرینت دیگر چیست؟!
مشکل حباب – قطره – سطح زبر در قطعه هنگام پرینت سه بعدی
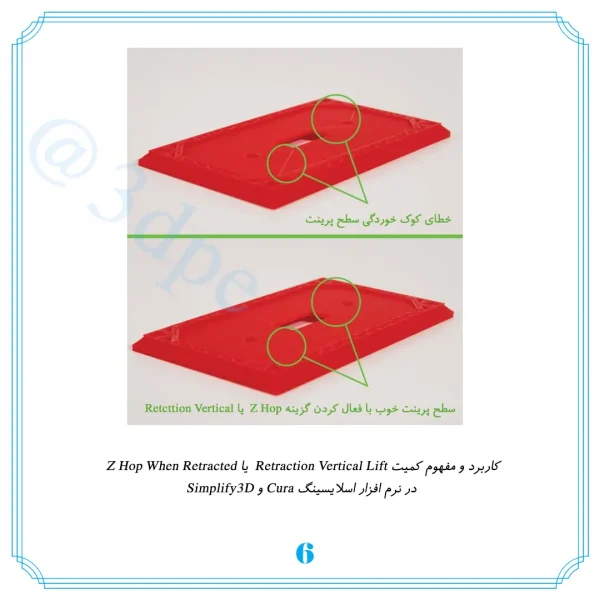
همه کسانی که با پرینترهای سه بعدی کار میکنند با انواع خطاهای سطح چاپ مواجه شده اند. مشکل قطره ای شدن (Blob) یکی دیگر از این خطاهاست. نام دیگر آن Zits یا جوش (کورک) است! مهمترین دلیل این خطا شروع و توقف ممتد اکسترودر حین حرکت اطراف مدل در فرآیند پرینت میباشد. این قطرات، نمایانگر مکان شروع پرینت یک بخش از دیواره بیرونی مدل توسط اکسترودر، هنگامی که دوباره به همان محیط چاپ شده برمیگردد، می باشد. بنابراین اتصال نامناسب دو بخش از لایه فیلامنت باعث باقی ماندن اثر روی سطح میشود. در اینجا به علت این خطا میپردازیم:
قبل از هر تلاشی برای کم کردن خطای قطره ای شدن، باید متوجه شوید که کجا این مشکل اتفاق می افتد. پرینتر سه بعدی را روشن و نحوه کارکردن نازل هد را با دقت رصد کنید: آیا لکه ها هنگامی که پرینت سطح محیط مدل شروع میشود ظاهر میشوند یا در زمانی که پس از اتمام لایه گذاری، اکسترودر متوقف میشود؟ اگر خطا درست موقع شروع پرینت دیواره سطح نمایان میگردد، احتمالا اکسترودر بیش از حد فیلامنت مذاب تزریق میکند.
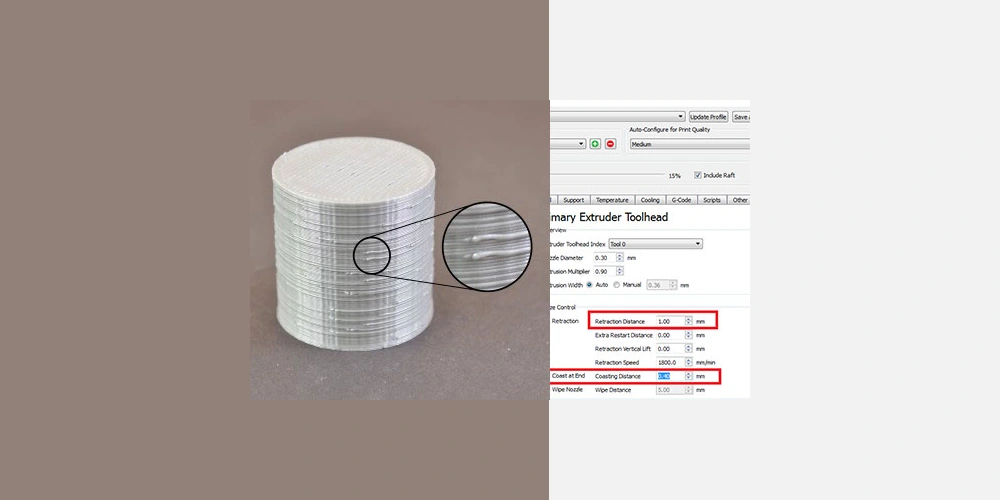
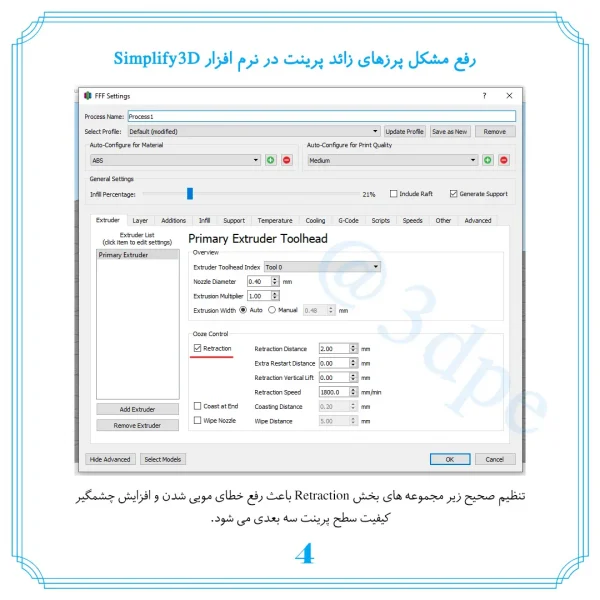
برای این تنظیمات باید به بخش edit Process Setting و تب extruder نرم افزار Simplify3D بروید.
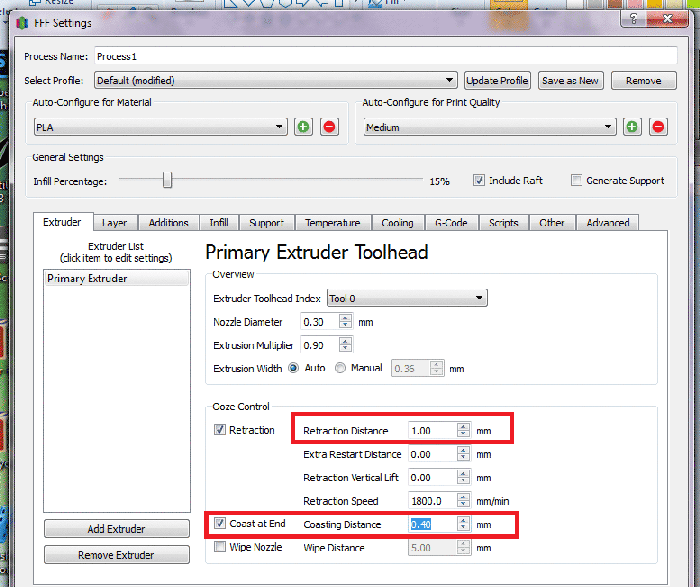
برای حل مشکل در تنظیمات مکش اکسترودر یک فاصله منفی اضافه وارد نمایید: اگر ضریب مکش (retraction distance) برابر با ۰٫۲ mm است و شما مقدار ۰٫۴ mm – (منفی) را منظور کنید، هر زمان که اکسترودر متوقف میشود، میزان ۰٫۲ میلیمتر فیلامنت مکیده می گردد، اما هنگامی که اکسترودر دوباره شروع میکند، تنها ۱٫۶ mm فیلامنت به جلو هل داده خواهد شد. با این اعداد کمی بازی کنید تا خطا جوش دار شدن سطح پرینت از بین برود.
| خطای جدا شدن لایه های چاپ سه بعدی |
همانطور که گفتیم، هنگامی که فشار درون اکسترودر تدریجا بالا میرود، به طور ناخواسته مقدار بیشتری فیلامنت از نازل هد خارج می گردد. اگر قطرات زمانی که اکسترودر لایه گذاری یک بخش را تمام کرده و متوقف شده، ظاهر گردد باید بخش Coasting Distance در همان تب extruder را تنظیم کنید. Coasting میزان فشار پیش فرض داخلی اکسترودر است (منظور توقف دقیقا قبل از اتمام یک لایه محیط میباشد). تیک این بخش را بزنید تا فعال شود، مقدار پیش فرض را بالا ببرید تا خطای قطره ای شدن محو گردد.