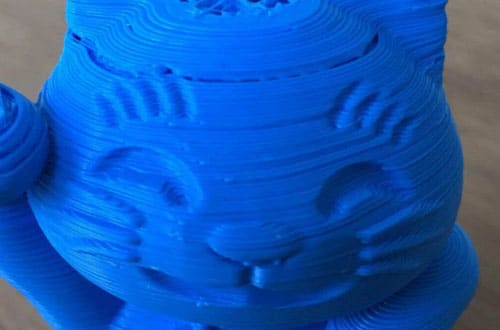
۱- خطای ضریب infill ضعیف پرینتر سه بعدی:
در حین پرینت سه بعدی یا پس از اتمام چاپ، ساختار داخلی مدل چاپ نشده یا شکننده است.
علت مشکل تراکم داخلی پرینت سه بعدی چیست؟
دلایل زیادی برای چاپ نامناسب ضریب پرشوندگی مدل سه بعدی حین پرینت وجود دارد؛ ولی مهمترین علت تنظیمات اشتباه برش (slice) نرم افزار طراحی است. همچنین مسائل دیگری همچون گرفتگی نازل پرینتر سه بعدی و …. نیز ضریب تراکم را خراب میکنند که در زیر به بررسی همه آنها میپردازیم.
-
ضریب چگالی مدل سه بعدی بررسی شود:
در نرم افزار slice که مدل سه بعدی تنظیم شده است، تراکم بافت داخلی مشاهده شود. به طور معمول مقدار ۲۰ درصد مناسب است. برای قطعات بلند یا بزرگتر با توجه به نوع طرح باید چگالی افزایش یابد تا از ساپورت مناسب ساختار داخلی اطمینان یابید.
-
سرعت تراکم پرشوندگی پرینت سه بعدی:
میزان سرعتی که پرینتر سه بعدی برای تکمیل لایه داخلی قطعه (تراکم یا اینفیل) بکار میبرد، تاثیر زیادی در کیفیت چاپ این ساختار میگذارد. اگر چاپگر سه بعدی معمولی دارید، بهتر است سرعت چاپ ساختار نگهدارنده داخلی (infill) کاهش یابد تا کیفیت بهبود یابد.
-
تغییر الگوی infill پرینت سه بعدی:
اغلب نرم افزارهای slicing امکان تغییر نوع بافت (الگو) ساختار داخلی مدل سه بعدی را فراهم کرده اند. در واقع میتوانید از الگوی خطی (grid)، مثلثی (triangle)، لانه زنبوری (honeycomb) و غیره استفاده کنید. بنابراین الگوهای متفاوت را امتحان کنید تا بهترین حالت را برای مدلتان پیدا کنید.
-
نازل پرینتر سه بعدی بررسی شود:
گاهی اوقات تکه های فیلامنت تمام شده قبلی به علل حرارت نامناسب و … در سر نازل باقی می ماند که باعث میشود مدل جدید حین چاپ ساختار داخلی باکیفیتی نداشته باشد. میتوانید عیب یابی نازل اکسترودر پرینتر سه بعدی را مطالعه کنید. گرفتگی جزیی نازل معمولا هیچ تاثیر واضحی در لایه های ضخیمتر بیرونی طرح نمیگذارد و تنها بافت متراکم داخلی را تحت الشعاع قرار میدهد؛ زیرا جریان ارسال فیلامنت در لایه گذاری داخلی کمتر از بافت خارجی است.
چک لیست پرشوندگی ضعیف:
- تنظیم مناسب چگالی بافت داخلی در نرم افزار
- کاهش سرعت چاپ
- تغییر الگوی ساختار داخلی
- بررسی عدم گرفتگی نازل پرینتر سه بعدی
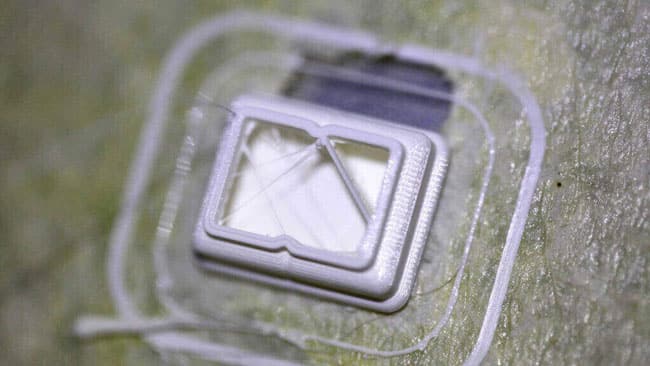
۲- شکاف (ترک خوردگی) پرینت سه بعدی:
معمولا هر چه ارتفاع مدل سه بعدی چاپ شده افزایش می یابد، در کناره ها شکافهای زیادی ایجاد میشود که واقعا شما را متعجب می کند؛ جالب اینجاست که حین چاپ از تیررس نگاه شما نیز دور میماند!
علت مشکل ترک خوردگی لایه های پرینت سه بعدی چیست؟
در لایه های بالایی طرح، خنک شوندگی سریعتر صورت میگیرد زیرا حرارت بستر ساخت به این ارتفاع نمیرسد؛ بنابراین چسبندگی (adhesion) لایه های بالایی کم است. اکنون به بررسی دقیق علل ایجاد کننده شکاف لایه میپردازیم:
- دمای اکسترودر پرینتر سه بعدی:
بهتر است با افزایش دمای اکسترودر چاپگر سه بعدی شروع کنید؛ در گام اول دما را ۱۰ درجه افزایش دهید. دستورالعمل چاپگر سه بعدی و فیلامنت را حتما مشاهده کنید تا تطبیق دمای استاندارد با توجه به تغییرات تنظیم شود.
- جهت و سرعت فن نازل پرینتر سه بعدی:
دوباره فن های اکسترودر چاپگر سه بعدی را بررسی کنید؛ باید دقیقا رو به مدل باشند و سرعت هم با توجه به مدل تطبیق یابد. گاهی اوقات وقتی فن ها بیش از حد به مدل نزدیک یا دور هستند نرم افزار پرینتر سه بعدی سرعت وزش باد را تغییر میدهد که در کیفیت خنک کنندگی و دما تاثیر می گذارد.
نکته: نوع فیلامنت هم در شکاف خوردگی طرح تاثیرگذار است. فرضا فیلامنت ABS ذاتا میل به ترک خوردگی دارد و باید در محفظه محصور چاپ سه بعدی انجام شود در حالی که فیلامنت PLA به ندرت دچار مشکل ترک خوردگی میگردد.
چک لیست ترک خوردگی پرینت:
- بررسی دمای اکسترودر چاپگر سه بعدی
- عدم جریان هوای سرد اطراف پرینت
- بررسی موقعیت مکانی (زاویه) و سرعت خنک کنندگی فن نازل