
بگذارید درباره فیلامنت flexible صحبت کنیم، هر کسی خواستار پرینت گرفتن با آن است. این متریال بسیار سرگرم کننده بوده و بوسیله آن پرینتر سه بعدی شما قادر به تولید گجتهای جذابی خواهد شد و البته فراموش نکنید کسانی که به تازگی کار با پرینتر سه بعدی را آغاز کرده اند، هنگام کار با این فیلامنت، دچار سردرگمی میشوند. بنابراین تصمیم گرفتیم شرایط پرینت سه بعدی با فیلامنت فلکسیبل را به شما توضیح دهیم.
-
فیلامنت «فِلِکسی بِل» چیست؟
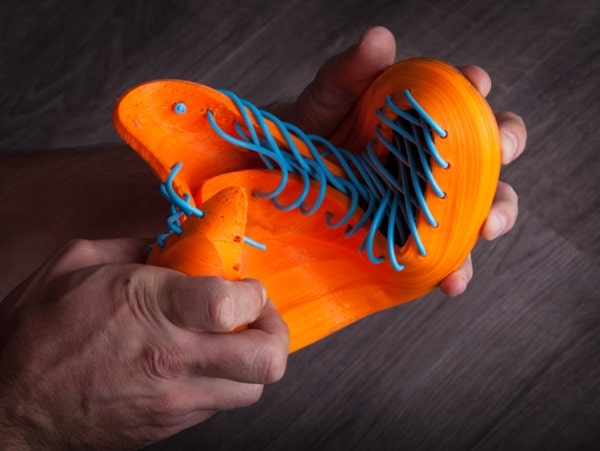
فیلامنت flexible پرینتر سه بعدی، متریالی بسیار کاربردی برای طراحی مدلهای پیچیده که نیاز به کشسانی و تحرک دارند، میباشد. با این متریال قادر خواهید بود قطعاتی مثل بند ساعت،کفش، پوشاک مفهومی را پرینت سه بعدی کرده و استفاده کنید.
به طور معمول اغلب پلاستیکها اصطلاحا «گرماسخت یا thermoset» هستند، وقتی این ماده را حرارت دهید قادر به فرم دهی به آن بوده و وقتی سرد شود، حجم نهایی شکل میگیرد. چنین حالتی برای پرینتر سه بعدی که ملزم است فیلامنت پلاستیکی را از حالت نازک استوانه ای به مدل دلخواه تبدیل کند، اصلا کمک کننده نیست، اینجاست که از thermoset به thermoplastic (ترموپلاستیک یا پلاستیک گرمانرم) میرسیم.

بنابراین ترموپلاستیکها وقتی گرمادهی شوند، دوباره فرم پذیر خواهند بود. با ترکیب همین ترموپلاستیکها و پلیمرهای لاستیکی مکمل به ماده Thermoplastic Elastomer یا TPE میرسیم. چنین متریالهایی در کشورهای صنعتی، بسیار محبوب بوده و به میزان زیادی مصرف میشوند.
متریالهای مشابه TPE پرینت سه بعدی (دیگر انواع فیلامنت منعطف):
یکی از ترکیبهای پرطرفدار TPE که بیشترین میزان مصرف را داراست. این ترکیب، بر خلاف TPE انعطاف پذیری کمتری دارد که شرایط پرینت سه بعدی آسانتری را فراهم میکند. همچنین دوام بیشتری داشته و الاستیسیته آن هنگام سرد شدن تغییر زیادی نمیکند.
-
Thermoplastic copolyester :TPC:
خواص آن مشابه TPE بوده ولی مقاومت بسیار بالایی نسبت به محلولهای شیمیایی و پرتوی فرابنفش (UV) دارد. بنابراین برای ساخت قطعات صنعتی که تحت تابش نور خورشید بوده یا در معرض محلولهای شیمیایی قرار میگیرند، بسیار ایده آل هستند.
- PCTPE:
ترکیب شیمیایی copolyamide TPE – دوام و انعطاف متریال نایلون ولی ناسازگار با خواص TPE خالص
-
Soft PLA:
ترکیب فیلامنت PLA و اشباع شده با پلیمری خاص برای نیمه نرم پذیری کردن آن.
فیلامنت فلکسیبل نیز جزء مواد thermoplastic elastomers: TPE یا الاستومرهای ترموپلاستیکی است. به خاطر ساختار این مواد، فیلامنت flexible دوام و کشسانی بالایی را دارا میباشد (شرایطی که فیلامنتهای PLA یا ABS اصلا قادر به تحمل آن نیستند).
با تمام مزایای فوق، یک نکته را فراموش نکنید، پرینت سه بعدی با فیلامنت Flexible کمی پیچیده است (خارج شدن فیلامنت فلکسیبل از اکسترودر به آسانی صورت نمیگیرد و پرینتر سه بعدی باید با دقت تنظیم گردد).
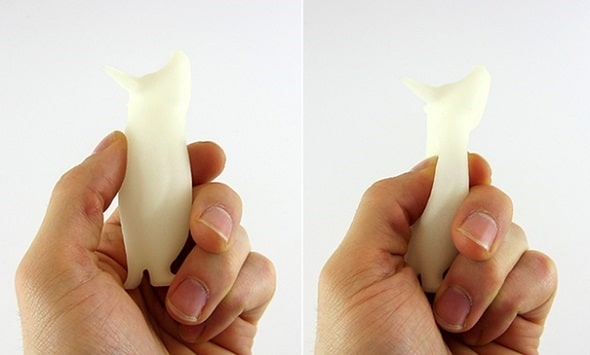
نکته: انواع فیلامنتهای TPE، TPU و PLA Soft در بازار ایران موجود بوده و با کمی جستجو قابل خریدن هستند. از بین آنها نوع PLA نرم قابلیت چاپ راحتری دارد و تفاوت آن در برگشت کندتر از حالت فشردگی نسبت به دو مدل دیگر است (مثلا وقتی با دستتان آنرا فشرده کنید).


-
چهار چالش فیلامنت فلکسیبل:
- جریان یافتن فیلامنت در مجرای اکسترودر: فیلامنت FLEXIBLE از تمامی انواع دیگر فیلامنتها، نرمتر است و سختر در کولد اند و هات اند اکسترودر روان میگردد. بنابراین اگر با خطای عدم خروج فیلامنت (jam) مواجه شدید، تعجب نکنید. افراد باتجربه پیشنهاد میکنند که از زمانی که فیلامنت وارد چرخ دنده اکسترودر شده تا به بخش Hotend برسد باید مسیری کاملا مستقیم را طی کند. مسیرهای غیرمستقیم در دیگر انواع فیلامنت مشکلی ایجاد نمیکند (چون سختر یا stiff هستند) ولی در فلکسیبل، مشکل deformed پیش می آید.
- خمش و تابخوردگی یا رشته رشته شدن: به نحوی مرتبط به همان مشکل اولیست که توضیح دادیم. به خاطر طبیعت فیلامنت فلکسیبل، فشار در نازل باعث پیچ خوردن و بدفرم شدن هنگام خروج از بخش hotend خواهد شد. این مسئله خطای دیگری را هم بوجود خواهد می آورد: دفورمه شدن که سرعت پرینت را بهم میزند و جریان متعادل بین اکسترودر و hotend را مختل میکند و خود باعث بدشکل شدن قطعه در حال چاپ یا قطع جریان فیلامنت میشود. این مشکل با تنظیمات درست دمایی، سرعت و مکش (retraction) قابل اصلاح است.
- چسبیدن به بستر چاپ: برای اطمینان از ثبات لایه اول پرینت به بستر چاپ باید از پلیت گرم شونده استفاده کنید. بسترهای چاپ سرد یا کالیبره نشده، با فیلامنت فلکسیبل سازگاری ندارند.
- ناسازگاری با بافت ساپورت: اکثر مدلهای هندسی هنگام پرینت سه بعدی نیاز به استفاده از بافت نگهدارانده یا Support دارند و متاسفانه فیلامنت منعطف اصلا به ساپورت روی خوش نشان نمیدهد! پس سعی کنید حداقل ساپورت گذاری انجام شود یا اینکه در تنظیمات پیشرفته بافت ساپورت میزان چسبندگی را به حداقل برسانید. در غیر این صورت پس از چاپ قطعه به سختی میتوانید بافت ساپورت را از سطح قطعه جدا کنید و این تکه های زشت به مقدار زیادی روی سطح قطعه خواهند ماند.
- قطعات بزرگ را با فیلامنت منعطف نسازید: پرینت سه بعدی با فیلامنتهای فلکسیبل مثل TPU بیشتر برای قطعات کوچک تا متوسط است و برای ساخت قطعات بزرگ مستعد خطا حین چاپ خواهند بود.

-
۵ نکته مهم پرینت سه بعدی موفق با فیلامنت فلکسیبل:
- با سرعت پایین پرینت سه بعدی کنید: حالت بهینه سرعت برای چاپ با فیلامنت flexible بین ۳۰ تا ۴۰ میلیمتر بر ثانیه است (میانگین کیفیت و زمان). حتی پیشنهاد میشود سرعتهای کمتر یعنی ۱۰ تا ۲۰ mm/s استفاده شود. اگر صبور باشید در کمترین سرعت، معادل ۵ میلیمتر بر ثانیه، کمترین میزان خطادهی را با فیلامنت فلکسیبل در اکسترودر چاپگر خواهید داشت.
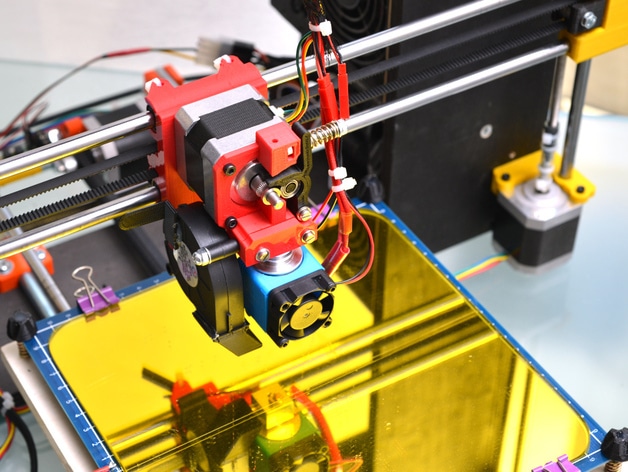
- سازگاری بهتر در اکسترودر با ساختار مستقیم یا یک تکه (direct drive extruder): برای جلوگیری از خطای filament jamming در اکسترودر چاپگر، بهتر است فضا بین بخش سرد و گرم نازل کاهش یابد؛ بنابراین هنگام خرید چاپگر۳بعدی دقت کنید که انواع اکسترودر با ساختار Bowden یا دو تکه برای فیلامنت flexible سازگاری دشوارتری دارند و ساختار یکپارچه (Direct Drive) پیشنهاد میشود. (البته نه اینکه اصلا ممکن نباشد ولی نیاز به دقت بیشتری در حالت bowden خواهید داشت). عکس زیر تفاوت دو نوع ساختار اکسترودر را نشان میدهد (تصویر چپ پرینتر با اکسترودر یک تکه را نشان میدهد):

- دمای بالا ولی نه خیلی زیاد: دمادهی مناسب به اکسترودر باعث جریان یافتن روان فیلامنت در نازل پرینتر سه بعدی میشود. پس برای فیلامنت فلکسیبل با توجه به راهنمای شرکت سازنده متریال و مدل پرینتر سه بعدی باید در نرم افزار اسلایسینگ این بخش را با دقت تنظیم کنید. صرفا جهت راهنمایی بدانید میانگین دمایی فیلامنت فلکسیبل برای اکسترودر بین ۲۱۰ تا ۲۳۰ درجه و دمای بستر چاپ ۳۰ تا ۶۰ درجه میباشد.
- تنظیمات بخش بازمکش اکسترودر (retraction settings): بیایید اول مفهوم «ریترکشن» را توضیح دهیم؛ retraction در اکسترودر، ویژگی بازکشش یا برگشت فیلامنت به درون نازل است، بنابراین هر چه ریترکشن بالاتر رود، خروج فیلامنت کمتری دارید.
- ساپورت گذاری پیشرفته: در بخش قبل توضیح دادیم اینجا دوباره تکرار میکنیم که فراموش نکنید، فیلامنت فلکسیبل با بافت ساپورت سازگاری بدی دارد و کندن آن مشکل است. پس ساپورت را در بهینه ترین حالت و کمترین اثرگذاری روی قطعه فعال کنید.
هنگام پرینت سه بعدی با فیلامنت فلکسیبل، پیشنهاد میشود سرعت بخش retraction پایین و نزدیک به صفر تنظیم شود. توجه کنید که حداقل یکبار آزمون و خطا با توجه به مدل پرینتر سه بعدی و شرکت سازنده فیلامنت flexible برای بدست آوردن این کمیتها اجتناب ناپذیر است.
- تنظیمات بستر چاپ: فیلامنت فلکسیبل مثل بقیه متریالها باید محکم به پلیت بچسبد. پس از چسب ماتیکی، Kapton tape، blue tape حتما استفاده کنید. دمای بستر چاپ بین ۳۰ تا ۵۰ درجه (یا حداکثر ۶۰ درجه) مرسوم است ولی برای تنظیمات دقیق باید به دستورالعمل شرکت سازنده فیلامنت flexible مراجعه کنید.



ویژگیهای فیلامنت فلکسیبل:
- دوام نسبتا بالا
- کارکرد مناسب برای قطعات صنعتی، گجتهای هوشمند، طرحهای مفهومی تحت فشار یا متحرک مثل قطعات توربین یا ربات
- نیمه منعطف تا کاملا منعطف بسته مدل فیلامنت فلکسیبل
- ضریب shrinkage جزیی
- دمای میانگین چاپ ۲۱۰ تا ۲۴۰ درجه
- شرایط سخت چاپ: پرینتر با نازل کاملا تمیز، تنظیمات دمایی دقیق اکسترودر و بستر چاپ کاملا کالیبره و گرم شونده، کمیت بافت ساپورت با کمترین اثر کذاری
نتیجه گیری آموزش ترفندهای فیلامنت منعطف:
از امتحان کردن فیلامنت فلکسیبل هراس نداشته باشید. این متریال بسیار کاربردی است و چیزهای واقعا سرگرم کننده و جذابی با آن قابل ساخت میباشد. حرفه ای ها میدانند چطور با این فیلامنت شگفت انگیز پرینت بگیرند. اگر تازه شروع به کار با پرینتر سه بعدی کرده اید، پیشنهاد میشود با فیلامنتهای سهلتر مثل PLA قطعات زیادی را پرینت بگیرید تا اصطلاحا قلق پرینتر سه بعدی خریداری شده را بدست آورید؛ وقتی تجربه خوبی از روند چاپ کسب کنید، براحتی توانایی کار با فیلامنتهای پیچیده تر مثل flexible را خواهید داشت.