






EBM: فرآیند تخصصی پرینت سه بعدی فلز و ایدهال برای کاربردهای پزشکی، صنعتی و نظامی.
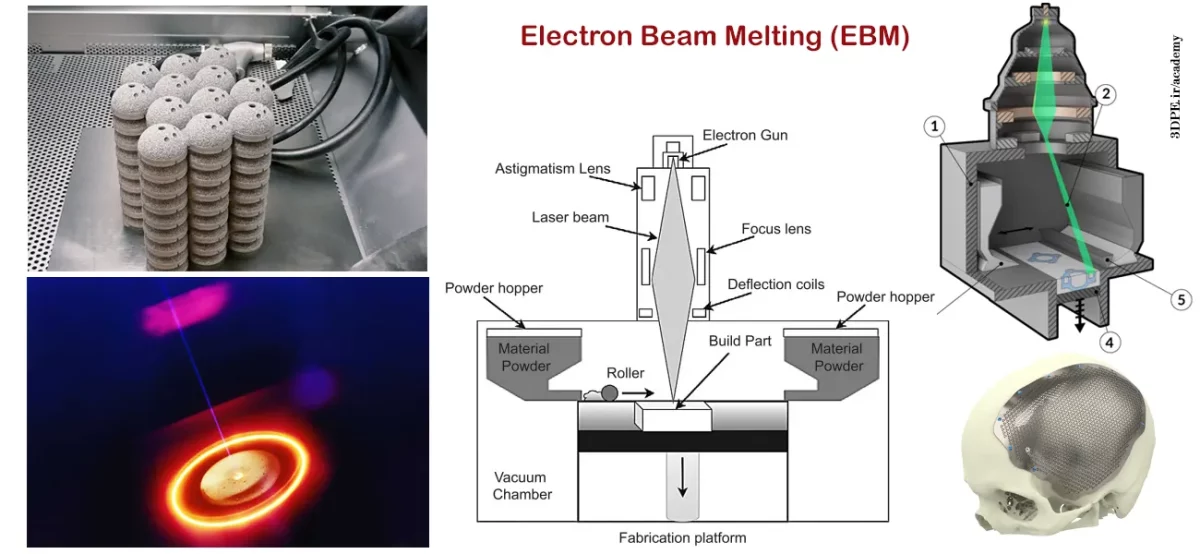
ذوب پرتو الکترونی (EBM)، یا همجوشی بستر پودر پرتو الکترونی (EB PBF)، از یک پرتو الکترون پرقدرت برای ذوب پودرهای فلزی رسانا مانند مس و تیتانیوم بصورت لایه به لایه استفاده میکند. قطعات بدست آمده بسیار متراکم و از نظر مکانیکی قوی هستند و در همه چیز از تیغه های توربین گرفته تا ایمپلنتهای اندام انسانی علوم پزشکی کاربرد دارند.
اگر بازار همجوشی بستر پودر فلزی داستان یک کتاب مقدس تصور کنیم؛ در این سناریو، پرتو الکترونی کاراکتر دیوید و لیزر کاراکتر جالوت است، البته بسیار قدرتمندتر. از زمان معرفی بعنوان یک فناوری تولید افزودنی فلزی (در پایان قرن بیستم)، «ای بی ام» همیشه نقش دومین گزینه را بازی کرده، زیرا همجوشی بستر پودر لیزری (LPBF) بتدریج در حال تبدیل شدن به یک فناوری تجاری همانند سایر روشهای 3Dprint است. ذوب پرتو الکترون بدلیل تواناییهای بیرقیب خود به آرامی در حال افزایش تقاضاست.Maximilian Munsch، شریک مدیریتی اندیشکده تولید مواد افزودنی و شرکت مشاوره Ampower میگوید: «در طی 2 تا 3 سال گذشته بیش از نیم دوجین بازیکن جدید وارد بازار ماشینهای EB PBF شدهاند که گزینههای جدید منبعیابی را برای این صنعت فراهم میکنند. این امر باعث تجدید آگاهی از این فناوری شده که دارای مزایایی نسبت به LPBF در زمینه های خاصی مانند پردازش مواد در دماهای بسیار بالاست، همچنین سبب رشد حوزه مفاهیم جدید ماشین آلات و تلاشهای تحقیق توسعه در مواد و فرآیندها نیز خواهد شد.
بیشتر بدانید: برترین پرینترهای سه بعدی متریال فلزی رومیزی و صنعتی

آیا درنهایت روش EBM آنقدر پیش خواهد رفت تا غول صنعت AM را که همجوشی بستر لیزری پودری است سرنگون کند؟
در سالهای اخیر تعداد بیسابقهای از بازیگران وارد صنعت EBM شدهاند، از فروشگاههای کوچک تاسیسی در گاراژ گرفته تا شرکتهای چندملیتی که همگی برای گرفتن تکهای از این کیک هجوم آوردهاند. پس از تقریباً 20 سال دو برند برتر OEM، Arcam AB (اکنون GE Additive) باید با هفت شرکت جدید که در کمتر از یک دهه ظاهر شدهاند، رقابت کند. البته این روند رشد نسبت به سایر تکنیهای 3DPrint صنعتی خیلی زیاد نیست، اما به وضوح نشان دهنده علاقه شدید در این فناوری است.
شرکت ampower انتظار دارد که افزایش کلی چشمانداز رقابتی EBM در سالهای آینده، کاربردهای جدید را از نظر اقتصادی و فنی قابل دوام کرده و سهم سیستمهای EMB را در بازار همجوشی بستر پودری افزایش دهد.
گرایش دیگری بسمت سیستمهای باز و ماشینهایی که بهطور خاص با هدف توسعه مواد طراحی شدهاند نیز قابل توجه است. به نظر میرسد صنعت کنونی رویکرد بازتری را برای ایجاد و اشتراک دانش پذیرفته است، احتمالاً یک استراتژی برای کمک به بازار EBM در سریع ترین زمان ممکن به بلوغ رسیده تا بطور جمعی از فرصتهای تجاری حاصله بهره مند شود. مثلا Freemelt بطور انحصاری یک سیستم توسعه مواد ارائه می دهد، درحالیکه Wayland Additive، QBeam و Xi’an Sailong Metal ماشینهای سفارشی و باز را برای تحقیق و توسعه پودر ارائه می دهند.
اگر بخواهیم یک شرکت خاص را انتخاب کنیم که پتانسیل آنرا داشته باشد که چشم انداز فناوری فعلی را کاملاً برهم بزند، برند Wayland Additive و فناوری اختصاصی NeuBeam است. این استارتاپ بریتانیایی با استفاده از خنثیسازی شارژ که نیاز به پیش پخت را از بین میبرد، ادعا میکند که میتواند به میزان زیادی فرآیند EBM را سرعت بخشد و کیک پودری را حذف کند. اگر دو ماشینی که در حال حاضر بعنوان پروژههای آزمایشی نصب شدهاند، به وعدههای خود عمل کنند، قابلیتها و محدودیتهای EBM باید بطور کامل بازتعریف شوند و ممکن است همانطور که این شرکت میگوید، «راه سوم» همجوشی بستر پودری را واقعاً باز کند.
خلاصه، زمان هیجانانگیزی برای پرینت سه بعدی مبتنی بر پرتو الکترونی با روحیه پیشگامی که قبلاً دیده نشده است، در پیش است.
بیایید نگاهی دقیقتر به تکنولوژی چاپ سه بعدی فلزی EBM بیندازیم: از جمله نحوه عملکرد آن، جوانب مثبت و منفی، حوزههای کاربردی محبوب، سازندگان سیستم و آینده فناوری.
تاریخچه و طرز کار ذوب پرتو الکترونی EBM
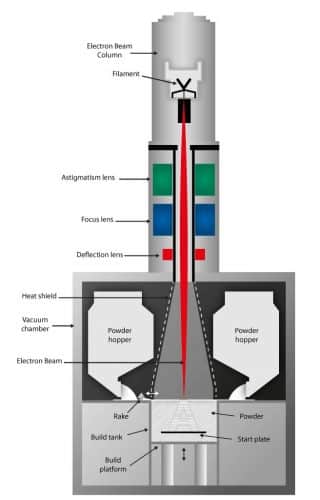
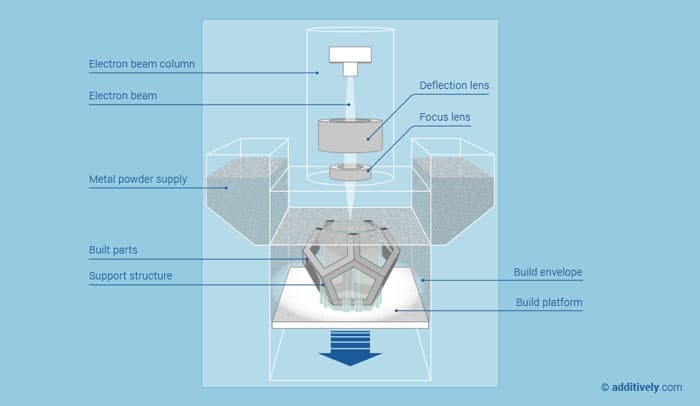
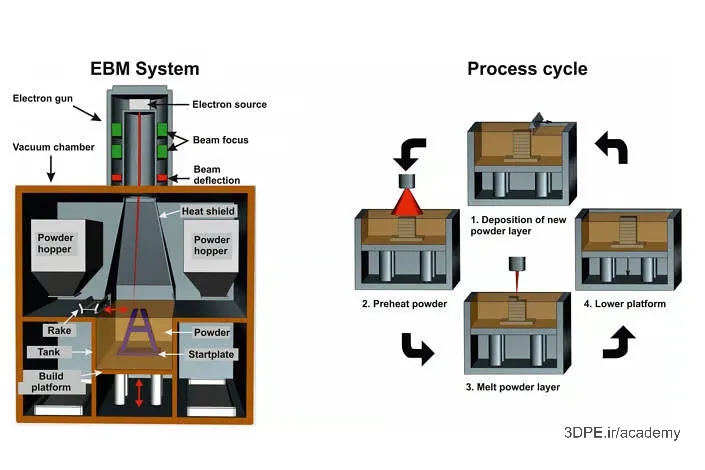
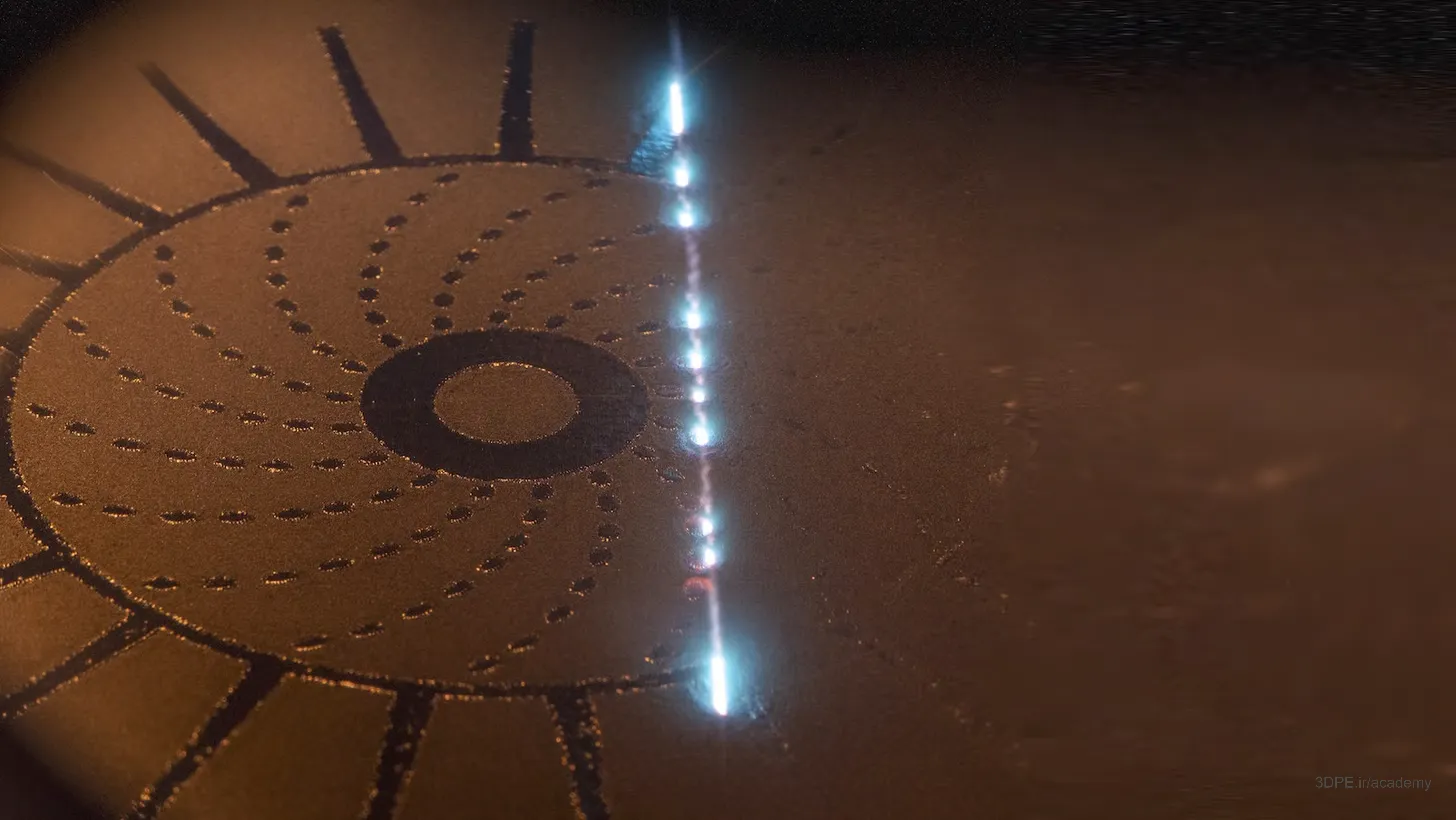
همجوشی بستر پودر پرتو الکترونی در دانشگاه گوتنبرگ سوئد اختراع شد و بصورت تجاری توسط شرکت فرعی Arcam AB که تنها تامینکننده ماشینهای EBM تا سال 2013 باقی ماند، دنبال شد. Arcam در سال 2016 توسط GE Additive (برند مشهور جنرال الکتریک) خریداری شد. مانند سرسختترین رقیب یعنی LPBF، این فرآیند بعنوان همجوشی بستر پودر فلز طبقهبندی میشود، اما از پرتو الکترونی به جای لیزر برای ذوب لایههای پودر استفاده میکند. این فناوری همچنین به همین دلیل نام خود را بدست آورد و در نتیجه برخی از ویژگی های فرآیند منحصر بفرد در مقایسه با LPBF بدست آمد: بعنوان مثال، بجای یک محیط گاز بی اثر، EBM برای جلوگیری از پراکندگی پرتو در خلاء انجام می شود و می توان آنرا یک فرآیند “گرم” طبقه بندی کرد که در آن دمای محفظه ساختمان می تواند تا 1000 درجه سانتیگراد و در برخی موارد حتی بیشتر از آن گرم شود. این شدت حرارت امکان پذیر است زیرا پرتو الکترونی بسیار قدرتمندتر از لیزر استاندارد PBF است. همچنین از آنجاییکه کنترل پرتوهای الکترومغناطیسی در آن استفاده میشود، می تواند با سرعتهای بالاتر حرکت کند و حتی میتواند برای افشای چندین منطقه بطور همزمان تقسیم شود. به این ترتیب، پرتو می تواند قبل از شروع فرآیند ذوب واقعی، هر لایه را “پیش گرم” کند.

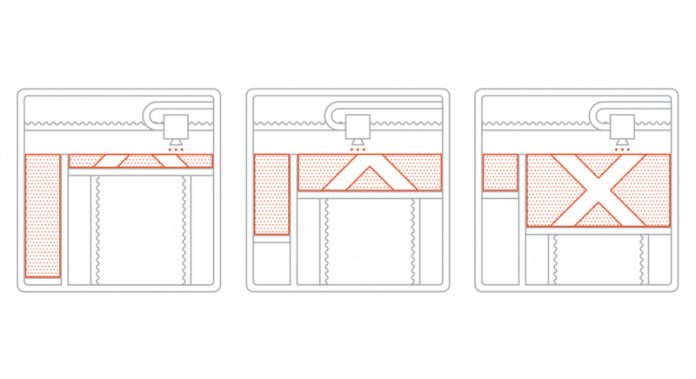
در حین چاپ، پودر اطراف در اطراف قطعه اصطلاحا به حالت “کیک” تبدیل شده و از نظر تئوری نیاز به ساختارهای پشتیبانی (بافت نگهدارنده موقت لایهها) را از بین می برد و گویا EBM اصلاً نیازی به پشتیبانی ندارد؛ با این حال، بدلیل تنشهای تغییر شکل زیاد، برخی از ساختارهای تکیه گاهی برای دفع گرما از مواد مذاب یا اتصال قطعات به پلتفرم ساخت همچنان مورد نیاز است.
به دلیل ماهیت پرتو، انتخاب مواد به فلزات و آلیاژهای رسانا محدود میشود که برجستهترین آنها تیتانیوم، آلومینیوم، مس، نیکل و فولاد است. با این حال، علاقه دوباره به EBM به این معنی است که مواد بیشتری در حال توسعه هستند. استراتژی گسترش گزینههای متریالی پودر نیز در بسیاری از ماشین آلات که بطور خاص با در نظر گرفتن تحقیق و توسعه مواد طراحی شده اند منعکس شده است.
یکی از مزایای اصلی EBM توانایی “انباشتن” قطعات جداگانه روی یکدیگر است زیرا لزوماً نیاز نیست به صفحه ساخت وصل شوند. پس بهرهوری را می توان تا حد زیادی افزایش داد زیرا زمان از کار افتادن دستگاه و پس از پردازش کاهش می یابد.

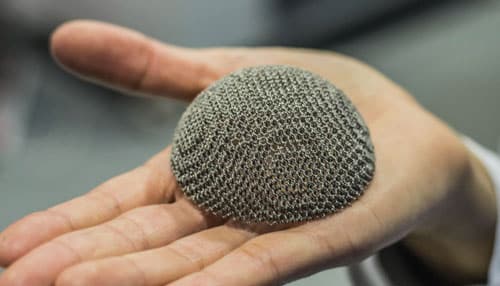
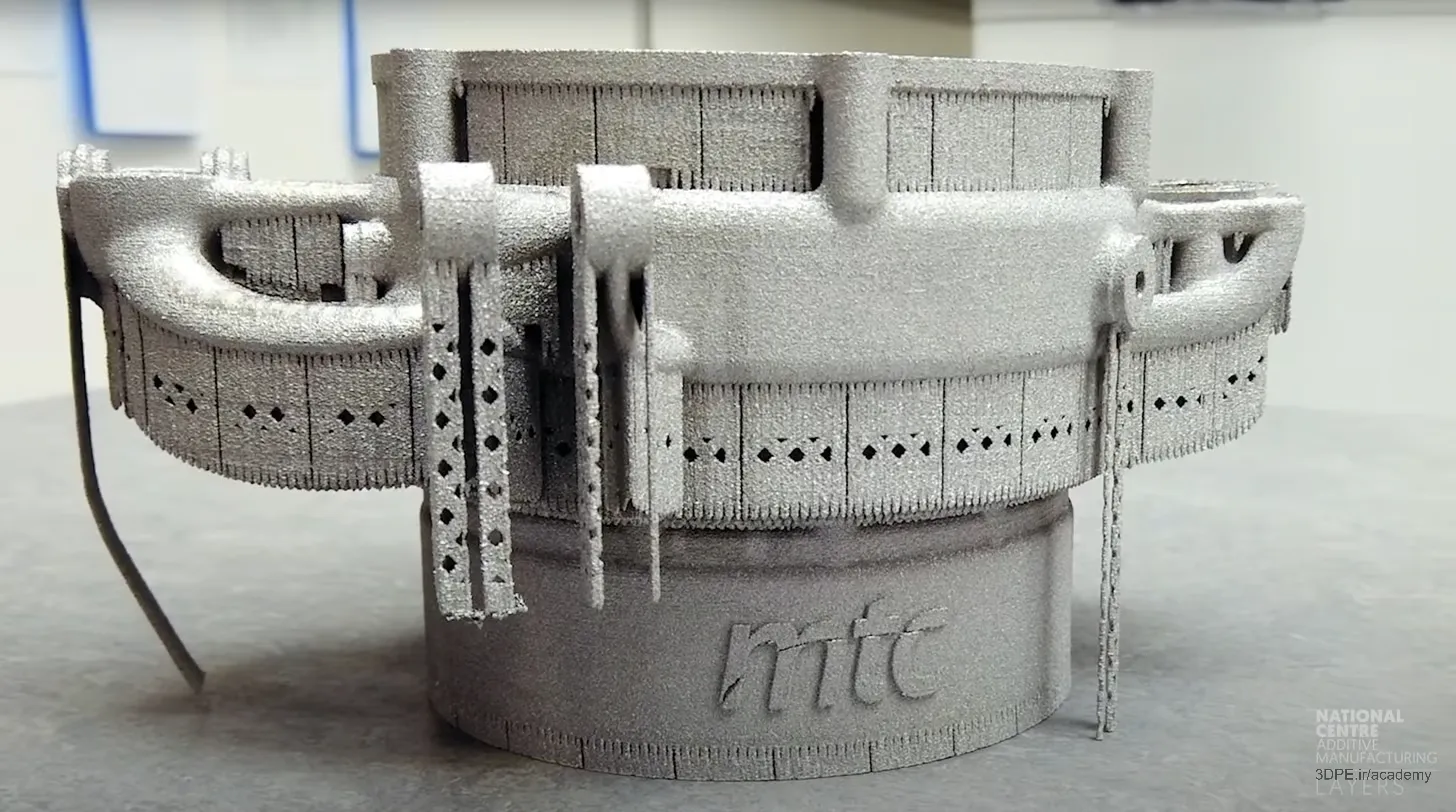
یکی از قدیمیترین و موفقترین کاربردهای EBM، ساخت قالبهای پزشکی تیتانیوم استابولوم برای تعویض مفصل ران است. بعنوان مثال، Amplify Additive توانست زمان عرضه به بازار را از تولید سنتی تا 58 درصد کاهش دهد و موفق به ساخت 54 قالب مفصل انسان (تصویر زیر) در یک ساخت واحد در مقایسه با 12 قالب در یک مجموعه لیزری مشابه شد.
این شرکت بیان میکند: «EBM در مورد مفصل مصنوعی استابولوم که بصورت افزودنی تولید میشوند، یک برگ برنده آشکار است. فرآیند EBM امکان استفاده حداکثری از حجم ساخت را با چیدن بهینه قطعات فراهم میکند. قطعات با دست جدا می شوند و دارای خواص مواد فراتر از استانداردهای ASTM (F2924, F3001) هستند. با این حال، این توانایی با معایبی نیز همراه است:
- با پایان فرآیند ساخت، قطعات نهایی باید قبل از استخراج خنک شوند.
- بدلیل “کیک شدن” پودر، تمیز کردن کانال های داخلی و سایر حفرههای قطعه دشوار است و آزادی طراحی را در مقایسه با لیزر PBF کمی محدود می کند (اگرچه پودر ذوب نشده ای که می تواند از طریق انفجار حذف شود دارای نرخ بازیافت بین 95 تا 98 درصد است).
ملاحظات «ای بی ام» فیوژن بستر پودر پرتو الکترون
فهرست مزایای EB PBF
- توانایی پردازش آلیاژهای با درجه حرارت بالا، مستعد ترک و بازتابی
- تراکم قطعه بالا
- ریزساختار همگن و خواص مکانیکی برتر
- حداقل نیاز به عملیات حرارتی
- پودر استفاده نشده 95-98 درصد قابل بازیافت است
- بسته به کاربرد، می تواند سریعتر از LPBF باشد
- بافت موقت پشتیبانی کمتری در مقایسه با LPBF مورد نیاز است
فهرست معایب EB PBF
- حجم چاپ محدود (حداکثر قطر 350 میلی متر و ارتفاع 430 میلی متر)
- انتخاب مواد محدود (منحصر به پودر فلزات رسانا)
- ماشین آلات و مواد گران قیمت
- سطح ضعیف قبل ازعملیات پس پردازش (ماشینکاری)
- کانالها یا حفرههای داخلی باید به راحتی در دسترس باشند، در غیر این صورت پودر متخلخل را نمی توان در طول پس پردازش حذف کرد.
- وضوح جزئیات کمتر در مقایسه با SLM: به این دلیل که پرتو الکترونی از نظر اندازه بزرگتر است و معمولاً از پودر درشتتر و لایههای ضخیمتر در EBM استفاده میشود.
- قبل از برداشتن قطعات باید خنک شوند.
- از امروز هیچ گزینه چند ماده ای وجود ندارد.
- کاتدهایی که پرتوهای الکترونی را تولید می کنند باید به طور مرتب تعویض شوند.
- ایجاد خلاء به زمان زیادی نیاز دارد.
متریال فلزات تجاری موجود که در ذوب پرتو الکترونی استفاده می شوند عبارتند از:
- تیتانیوم و آلیاژهای تیتانیوم
- کبالت کروم
- فلز مس
- آلیاژ نیکل
- فولاد ابزار
- فولاد ضد زنگ
- تانتالیوم و آلیاژ تانتالیوم تیتانیوم
چه صنایعی اکنون از ذوب پرتو الکترونی استفاده می کند؟
- ذوب پرتو الکترونی برای مهندسی پزشکی

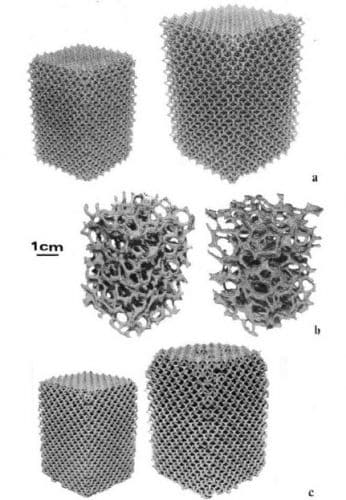
با افزایش پیچیدگی دستگاههای پزشکی مانند ایمپلنتهای ارتوپدی، EBM آزادیهای طراحی بیشتری را ممکن میسازد و در عین حال به الزامات بخش پزشکی برای خواص مکانیکی عالی دست مییابد.

علاوه بر کاپهای استابولوم، سایر ایمپلنتهای ارتوپدی بزرگ مانند اجزای زانو فمور، سینیهای تیبیا، مفاصل زانو و قفسهای نخاعی در دستگاههای EBM ساخته میشوند. برای مثال، 4WEB Medical مجموعهای از ایمپلنتهای خرپایی نخاعی را تولید میکند که بر اساس ادغامهای چندگانه طراحی شدهاند و بر اساس اصل مکانوبیولوژی کار میکنند: «رشته نوظهور علم در رابط زیستشناسی و مهندسی که بر چگونگی نیروهای فیزیکی و تغییرات تمرکز دارد. خواص مکانیکی سلول ها و بافت ها به رشد، تمایز سلولی، تکثیر و التیام کمک می کند.
- ذوب پرتو الکترونی برای هوافضا

علاوه بر ایمپلنت های پزشکی، صنعت هوافضا بازار عمده دیگری را برای ذوب پرتوهای الکترونی ارائه می دهد. پره های توربین برای موتورهای جت مورد استفاده در انواع هواپیماهای خصوصی، تجاری و نظامی در مقیاس با این فناوری تولید می شوند. موتورهای جت مجهز به این تیغه های پرینت سه بعدی شامل LEAP، GEnx، GE90 و GE90 هستند که هواپیماهای مسافربری مانند بوئینگ 777، دریم لاینر و 747-8 را به آسمان بلند می کنند. یکی از شرکتهای مرکزی مسئول این شاهکار مهندسی، Avio Aero از ایتالیا است که با Arcam و GE برای ایجاد این امکان همکاری کرد.
راز موفقیت تیغه ها در توانایی EBM برای پردازش مواد با دمای بالا و مستعد ترک مانند آلومینیوم تیتانیوم (TiAl) نهفته است که 50 درصد سبک تر از آلیاژهای نیکل است که تیغه ها معمولاً از آنها ساخته می شوند. مجموعه کاملی از توربین های پرینت سه بعدی می تواند تا 20 درصد وزن موتور را از بین ببرد که برابر با یک جهش کوانتومی در هوانوردی است. علاوه بر این، پرتو الکترونی قدرتمند میتواند لایههایی را ذوب کند که بسیار ضخیمتر از لایههای بزرگترین رقیب خود، همجوشی بستر پودر لیزری هستند، و آن را به گزینهای سریعتر و در نتیجه کارآمدتر برای این کاربرد تبدیل میکند.
- ذوب پرتو الکترونی برای صنایع برق، مکانیک، پتروشیمی

یکی از مزایای EBM نسبت به LPBF توانایی آن در پردازش فلزات بسیار خالص بدون تخلخل یا اکسیداسیون است. GH Induction تولید کننده تجهیزات و ماشین آلات تخصصی گرمایش القایی صنعتی از این امر به نفع خود استفاده می کند و کویل های مسی با خلوص 99.99 درصد تولید مینماید. این سیمپیچها که در خط تولید بعنوان سلفهای سهبعدی نامگذاری شدهاند، میتوانند به عمر مفیدی دست پیدا کنند که تا 400 درصد بیشتر از نمونههای معمولی است و در عین حال از آزادی طراحی که چاپ سه بعدی ارائه میدهد بهره میبرند.
این شرکت ادعا دارد رکورد بزرگترین سیم پیچ مسی پرینت سه بعدی شده را دارد که بر روی یک ماشین سفارشی Arcam با ارتفاع z دو برابر شده 350 میلی متر ساخته شده است. انباشته شدن قطعات در یک پاکت ساخت، یکی دیگر از ویژگیهای فرآیند منحصر بفرد EBM است که به القایی GH برای بهینه سازی بیشتر بهره وری تولید کمک می کند.
این شرکت ادعا می کند که میتواند هر شکل هندسی سیم پیچی را تولید کند و حتی قطعات AM (پرینت شونده) و معمولی را برای یک راه حل درمانی مقرون بصرفه تر ترکیب کند. موارد استفاده شامل سیم پیچ برای عملیات حرارتی میل لنگ، توپی و دوکها، خطوط محرکه، یاتاقان های چرخشی و موارد دیگر است.
نکته: محصولات برندهای مشهور جهانی حوزه EBM (حتی تولیدکنندگان چینی) بعلت تحریم بینالمللی ایران، قیمت دلاری سرسامآور دستگاهها و عدم پشتیبانی فنی شرایط بسیار سختی برای واردسازی به داخل کشور دارند. اما گویا چند شرکت بومی در ایران تحقیقات درباره این فناوری را شروع کرده اند.
لیست تولیدکنندگان چاپگرهای سه بعدی ذوب پرتو الکترونی فلز
شرکت جنرال الکتریک (Arcam / GE Additive)
ge.com/additive/press-releases/webinar-how-ge-additives-arcam-ebm-spectra-l-can-help-you-ramp-volume-production

غول صنعت ایالات متحده، جنرال الکتریک، شرکت Arcam AB (توسعه دهنده فناوری EBM) را در سال 2016 خریداری و دو دستگاه جدید را در سالهای بعد راه اندازی کرد. در حال حاضر، جنرال الکتریک سه دستگاه EBM را در وبسایت خود فهرست کرده است:
Arcam EBM Q10plus
دستگاه کوچکی که برای تولید ایمپلنتهای پزشکی بهینه شده است، سطح بهبود یافته و وضوح بالا را ارائه می دهد. دارای قدرت پرتو الکترونی 3 کیلووات و پوشش ساخت تا 200 200-200-میلیمتر است. این دستگاه قادر به پردازش تیتانیوم Ti6Al4V درجه 5 و 23، Ti درجه 2، کروم کبالت و مس خالص است.
Arcam EBM Spectra H
ماشین اسپکترا اچ، به آلیاژهای با درجه حرارت بالا و مستعد ترک پاسخ می دهد زیرا می تواند قطعات را در دمای بیش از 1000 درجه سانتیگراد تولید کند. دارای پرتو الکترونی 6 کیلووات و حجم ساخت Ø 250 x 430 میلیمتر است. این میتواند تیتانیوم Ti6Al4V درجه 5، TiAl، آلیاژ نیکل 718 و فولاد ابزار بسیار آلیاژی را پردازش کند.
Arcam EBM Spectra L
ماشین اسپکترا ال، بزرگترین حجم ساخت را در Ø 350 x 430 میلیمتر ارائه میدهد و یک پرتو الکترونی 4.5 کیلوواتی را با کنترل پیشرفته تامین میکند و هزینه هر قطعه را تا 20٪ در مقایسه با ماشینهای قبلی Arcam کاهش می دهد. این دستگاه هم برای بهرهوری و هم برای تولید قطعات حجیم ساخته شده است. مواد موجود تیتانیوم Ti6Al4V درجه 5 و 23 است.
برخی از ماشینهای قدیمیتر Arcam، Q20plus وA2X، هنوز در وبسایت GE Additive فهرست شدهاند، اما اطلاعات اضافی دیگر ارائه نشده است که ممکن است نشان دهنده کاهش تعهد به این سیستمها باشد. جنرال الکتریک همچنین طیف وسیعی از ماشین آلات جانبی را برای افزایش اتوماسیون در کل زنجیره فرآیند ارائه می دهد؛ مانند ایستگاه بازیابی پودر Arcam PRS 30.

شرکت JEOL
jeol.com/products/industrial/am/JAM-5200EBM.php
جئول، با بیش از 70 سال تجربه در زمینه اپتیک الکترون وارد بازی تولید افزودنی شده است. در طول سمینار RAPID 2022، این شرکت ژاپنی که معمولاً به خاطر میکروسکوپ الکترونی و تجهیزات تولید نیمه هادی معروف است، از اولین دستگاه پرتو الکترونی خود با نام JAM – 5200EBM رونمایی کرد. اگرچه نام آن چندان جذاب نیست، اما به دلیل فناوری نوآورانه خلاء بدون هلیوم، توجه بازدیدکنندگان را به خود جلب کرد و در همان نمایشگاه یک کاتد (از قطعات مهم پرتو الکترونی) با عمر طولانی معرفی کرد که به ادعای آنها میتواند بیش از 1500 ساعت کار کند؛ بیشتر از هر دستگاه دیگری در بازار.
ماشین JAM – 5200 EBMبا حداکثر توان پرتو 6 کیلو وات کار می کند، دارای حجم ساخت Ø 250 x 400 میلیمتر است و میتواند موادی مانند تیتانیوم، آلیاژهای نیکل و مس خالص را پردازش کند.
این دستگاه با بهرهگیری از تخصص بخش لیتوگراف پرتو الکترونی، دارای یک تصحیح پرتو الکترونی خودکار است که ظاهراً شکل نقطه را باریک می کند و بنابراین ثبات و دقت فرآیند را بهبود می بخشد.

شرکت Wayland Additive
waylandadditive.com/news/wayland-additive-ewi-sign-memorandum-of-understanding
غلبه بر محدودیتهای فرآیندهای فعلی EBM رمز بازی برای برند تازه نفس Wayland Additive است، استارتآپی که در هادرزفیلد بریتانیا فعالیت میکند. آنها از طریق فناوری اختصاصی NeuBeam خود با چندین نقطه چالش اصلی EB PBF سنتی مقابله می کنند:
در EBM معمولی، ذرات پودر در اطراف حوضچه مذاب بطور ایستا شارژ می شوند و در نهایت یکدیگر را دفع می کنند و یک “رویداد دود” ایجاد می کنند که لیزر را مسدود می کند و بر پایداری فرآیند تأثیر می گذارد. راه حل این است که پودر را از قبل همجوشی کنیم تا رسانا شود و بار از پرتو الکترونی خارج شود. از طرف دیگر فناوری NeuBeam Wayland از یونها برای خنثی کردن این بارها در منبع استفاده می کند. این ویژگی EBM را به یک فرآیند “قسمت داغ” بجای “بستر داغ” تبدیل می کند زیرا دیگر نیازی به پیش پخت کل لایه پودر نیست. این شرکت معتقد است که مشکل کیک پودری را از بین برده است درحالیکه هنوز قادر به ساخت قطعات بدون پشتیبانی و بدون استرس است، دستاوردی که بطور بالقوه میتواند صنعت را متحول کند.
تاکنون، Wayland Additive یک سیستم بنام Calibur3 ارائه می دهد. این دستگاه با ارتفاع 3 متری دارای حجم ساخت 300×300×450 میلی متر و پرتو الکترونی 5 کیلووات است. این شرکت در مورد مواد موجود در حال حاضر مبهم باقی مانده، با این حال، آنها ادعا می کنند که تمام فلزات و آلیاژهای رایج مورد استفاده در AM را میتوان با NeuBeam پردازش کرد و سیستم باز توسعه پارامترهای فرآیند جدید را ارتقا می دهد.
راهحلهای نظارت در فرآیند ارائه شده آنها مانند اسکن نور ساختاریافته، تصویربرداری الکترونی، و دوربینهای مادون قرمز با سرعت بالا، به طور قابلتوجهی به سادهسازی تلاشهای توسعه مواد کمک میکنند.

شرکت Freemelt
freemelt.com/freemelt-one
کمپانی فریمِلت که در سال 2017 تأسیس شد، از رقبای سوئدی در بازار EBM است که یکی از بنیانگذاران آن قبلاً در Arcam AB (برند مبتکر این فناوری) کار کرده است. چیزی که این شرکت را واقعاً خاص می کند، رویکرد پلتفرم اوپن سورس آن است.
ایده این شرکت آنستکه برای دستیابی به پذیرش مقیاس بزرگ بازار، چاپ سه بعدی فلزی باید برای اطمینان از توسعه و رشد سریعتر منبع باز شود. این شرکت قصد دارد پس از ثبت نام و پیوستن افراد به جامعه Open Melt، رابط کاربری سیستم، ساخت پردازنده و رابط سیستم خود را به اشتراک بگذارد. تنها دستگاه آنها، Freemelt ONE، بعنوان وسیلهای برای دستیابی به این اهداف بجای یک دستگاه تولید مستقل انحصاری به بازار عرضه میشود.
Freemelt ONE دارای قدرت پرتو متغیر تا 6 کیلو وات، حجم ساخت Ø 100 x 100 میلی متر است و از آنجایی که یک ماشین تحقیق و توسعه است، برای هر فلز رسانا باز است.
برند QBeam
تولیدکننده چینی QBeam، با یک روند تحقیقاتی جدید وابسته به دانشگاه به فضای EB PBF وارد شده است. این شرکت که در سال 2015 تأسیس شد، در حال حاضر مجموعهای از سه سیستم را ارائه میدهد، اگرچه دو سیستم مبتنی بر یک دستگاه هستند، اما بر بخشهای مختلف تمرکز دارند.
QBEAM Lab200
مانند Freemelt’s ONE، این دستگاه برای تحقیق و توسعه مواد طراحی شده است. اندازه ساخت آن تا 200-200-240 میلیمتر و پرتو 3 کیلو وات است. هر گونه مواد رسانا را می توان پردازش کرد، از جمله آلیاژهای تیتانیوم، سوپرآلیاژها، آلیاژهای مس و فلزات نسوز.
QBEAM Med200
QBEAM Med200 برای ساخت ایمپلنتهای ارتوپدی پزشکی با دقت و کارایی ساخت بهبود یافته بهینه شده است. مشخصات توسعه مواد آن در حداکثر اندازه ساخت 200-200-240 میلیمتر و لیزر 3 کیلو واتست. این دستگاه می تواند آلیاژ تیتانیوم را پردازش کند.
QBEAM Aero350
این سیستم که بطور خاص برای صنعت هوافضا هدف گذاری شده، چگالی انرژی بهبود یافته، جذب انرژی افزایش یافته و دمای بستر پودر بالاتر را ممکن می کند. دستگاه با ابعاد 350350-400- میلیمتر و توان پرتو تا 3 کیلووات، بزرگترین دستگاه شرکت است و میتواند آلیاژ تیتانیوم، تیتانیوم-آلومینیوم، سوپرآلیاژ نیکل، آلیاژ مس و فلزات نسوز را پردازش کند.

کمپانی Xi’an Sailong Metal
شیان سایلونگ متال، یکی دیگر از بازیگران چینی که بیش از 40 نوع پودر فلز مختلف و همچنین دو ماشین ای بی ام آماده تولید کرده است.
Sailong-Y150
Sailong-Y150 دارای طراحی شیک با چندین ویژگی جالب که بطور خاص برای کاربردهای زیست پزشکی ساخته شده است: شامل قطر لکه پرتو ریزتر، عدم نیاز به برش خطی از صفحه ساخت و خنک کننده فعال برای حذف سریعتر قطعه. حداکثر اندازه قطعه 150-150-180 میلیمتر با توان پرتو الکترونی تا 3 کیلو وات میباشد. مواد سازگار شامل پودر آلیاژ تیتانیوم، کروم کبالت، تانتالیم و غیره است.
Sailong-S200
سیستم دوم آنها بر روی بهره وری متمرکز است، اما می تواند برای تحقیقات علمی مانند LAB200 QBeam یا Freemelt ONE، سازگار شود. محفظه ساخت را می توان تعویض کرد و حداکثر اندازه قطعه 100-100-100 میلیمتر را برای کوچکترین محفظه و حداکثر 200-200-200 میلیمتر را برای بزرگ ترین اتاق ممکن می کند. همچنین مجهز به پیش گرمایش سریع تا 1300 درجه سانتیگراد، نظارت تصویری در زمان واقعیست و امکان تنظیم پارامترهای فرآیند را برای توسعه سریعتر مواد فراهم مینماید. حداکثر قدرت پرتو نیز 3 کیلو وات بوده که آلیاژ تیتانیوم، آلومینیوم تیتانیوم، فولاد ضد زنگ و فلزات نسوز را گداخت می دهد.
- ماشین Pro-beamEBM 3D Printer
pro-beam.com/en/additive-manufacturing/powderbedprocess
متخصص آلمانی پردازش فلز Pro-beam با دو دستگاه در سال 2021 وارد بازار AM EBM شد، زمانیکه از PB EBM 30S همجوشی بستر پودری بهمراه سیستم رسوب مستقیم انرژی PB WEBAM 100 رونمایی کرد. تقریباً با 50 سال تجربه پردازش پرتو الکترونی و لیزر؛ از جوشکاری، حفاری و سختسازی، این شرکت در نهایت به تولید مواد افزودنی پرداخته است و بطور بالقوه می تواند باعث ایجاد برخی چالشهای رقابتی در بخش EBM شود.
تا امروز، هیچ اطلاعات فنی جامعی برای PB EBM 30S در دسترس نیست، اما این شرکت ادعا میکند که فرآیندهای بهبود یافته در مقایسه با تولیدکنندگان دیگر، زمان تولید را بطور قابلتوجهی کوتاه میکند و نیاز به ساختارهای پشتیبانی را از بین میبرد، همچنین به دلیل استراتژی نوردهی منحصربهفرد PB EBM 30S قرار است بعنوان یک سیستم باز عرضه شود که امکان مشاهده، تنظیم و بهبود پارامترهای فرآیند و داده های ساخت و ساز را فراهم می کند که از طریق قابلیتهای نظارت درجا آسان می شود.

کمپانی میتسوبیشی الکتریک (TADA)
mitsubishielectric.co.jp/news/2019/0822.html
TADA دومین شرکت ژاپنیست که ماشین EBM Mitsubishi Electric (TADA) را در سالهای اخیر تجاری کرده است. یکی از شرکتهای تابعه میتسوبیشی الکتریک؛ تادا الکتریک، EZ300 را توسعه داد. تا کنون اطلاعات بسیار کمی در مورد آن وجود دارد، اما حداکثر اندازه مدلسازی آن 220-220-300 میلیمتر، خروجی پرتو الکترونی 6 کیلو وات و ظاهراً عمر طولانی کاتد 1000 ساعت است. فقط زمان نشان خواهد داد که آیا این دستگاه می تواند اثر خود را در صنعت بجا بگذارد یا خیر؛ اما نام آشنا و بسیار باشکوه میتسوبیشی بر روی بدنه مطمئنا کمک شایانی خواهد کرد.
آینده فیوژن بستر پودر پرتو الکترونی
آینده فناوری ذوب پرتو الکترونی فلزات روشن است. مطمئناً چشم انداز هیجان انگیزی برای پرینت سه بعدی EBM در پیش است که از علاقه فعلی بازار تولید مواد افزودنی بعنوان یک کل سود می برد و شرکتهای پیشرو با دانش عمیق فناوری پرتو الکترونی وارد این حوزه می شوند. با این حال، از آنجاییکه معمولا نوآوریهای تکنولوژیکی از تحقق تمام وعدههای خود در محیط دنیای واقعی کوتاهی میکنند، تنها زمان نشان میدهد که آیا EBM خود را بعنوان یک فرآیند تولید غالب در آینده قرار خواهد داد یا خیر.



متشکرم
وقتتون بخیر شما هم از این تکنولوژی استفاده میکنید؟ یا فقط FDM ؟
ما فقط تکنیک
FDM
کار میکنیم ولی شرکتهای محدودی در ایران خدمات پرینت فلزی دارند
در ضمن فیلامنت متریال فلزی هم جدیدا عرضه شده در کشورهای صنعتی – لطفا مقاله زیر را مطالعه فرمایید
https://www.3dpe.ir/best-metal-fdm-3d-printer/