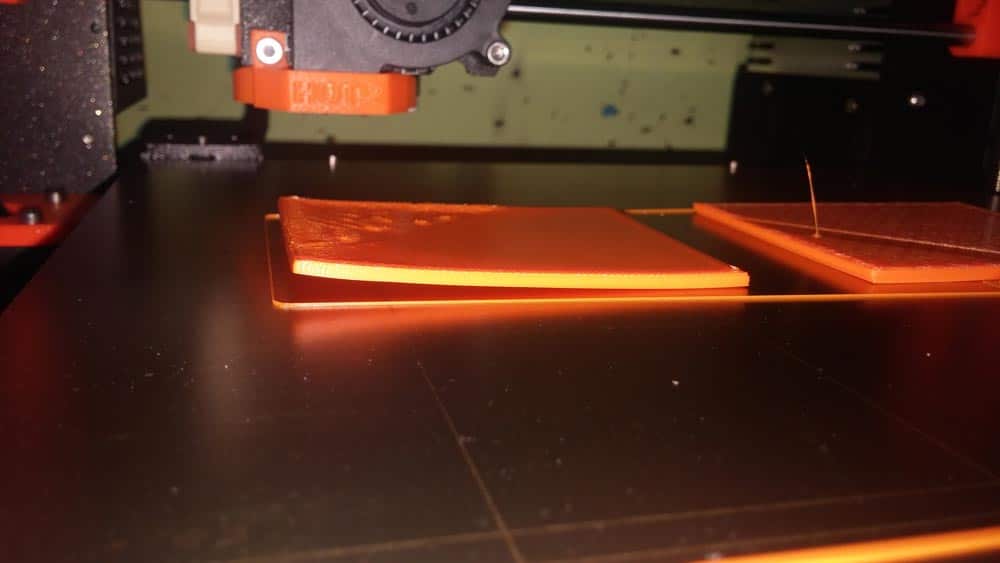
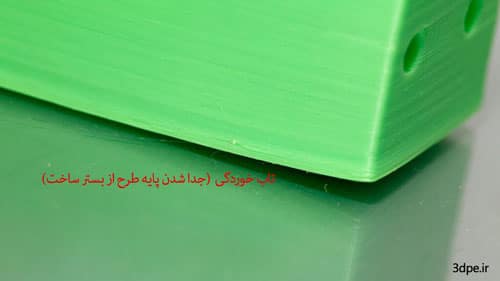
خطای تابخوردگی، جدا شدن لایه اول یا wrapping:
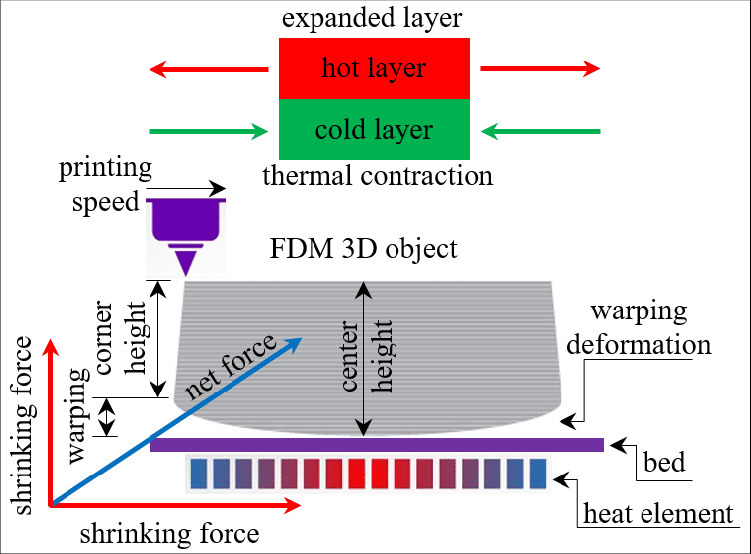
شرح مشکل: پایه طرح که جز اولین لایه محسوب میشود، آنقدر رو به جلو خم میشود تا از سینی ساخت پرینتر جدا شود (گودی کف قطعه). این مشکل گاهی باعث ترگ خوردگی افقی در قسمت بالای مدل سه بعدی هم خواهد شد.
علت خطا: تاب خوردن و جداشدگی یا پافیلی مشخصهای ذاتی در فیلامنتABS است (در دیگر انواع فیلامنت این مشکل کمتر اتفاق می افتد). این متریال وقتی در حال سرد شدن است، کند منقبض میشود، پس کوچکترین نوسان دما یا وزش باد باعث ترک خوردگی، جدا شدن از بستر و … در قطعه می شود. (حالت خطای دیگری هم هست که پلیمر خیلی سریع شروع به سرد شدن نماید).


چگونه از جدا شدن کف قطعه از بستر ساخت حین پرینت سه بعدی جلوگیری کنیم؟
- پرینتر سه بعدی با بستر ساخت گرمشونده استفاده کنید: یکی از آسانترین راهها تنظیم دمای کف مدل سه بعدی از طریق بستر نگهدارنده آن است. پرینترهای سه بعدی جدید چنین امکانی را فراهم کردهاند. اصطلاح آن بستر ساخت با کف حرارتی شیشهای است. دمای بهینه در این قسمت باعث خواهد شد که لایه اول مدل سه بعدی شما در تمام مدت ساخت مسطح باقی بماند. تنظیم دمای بهینه معمولا توسط امکانات سختافزاری و نرم افزاری پرینتر سه بعدی محاسبه میشود.
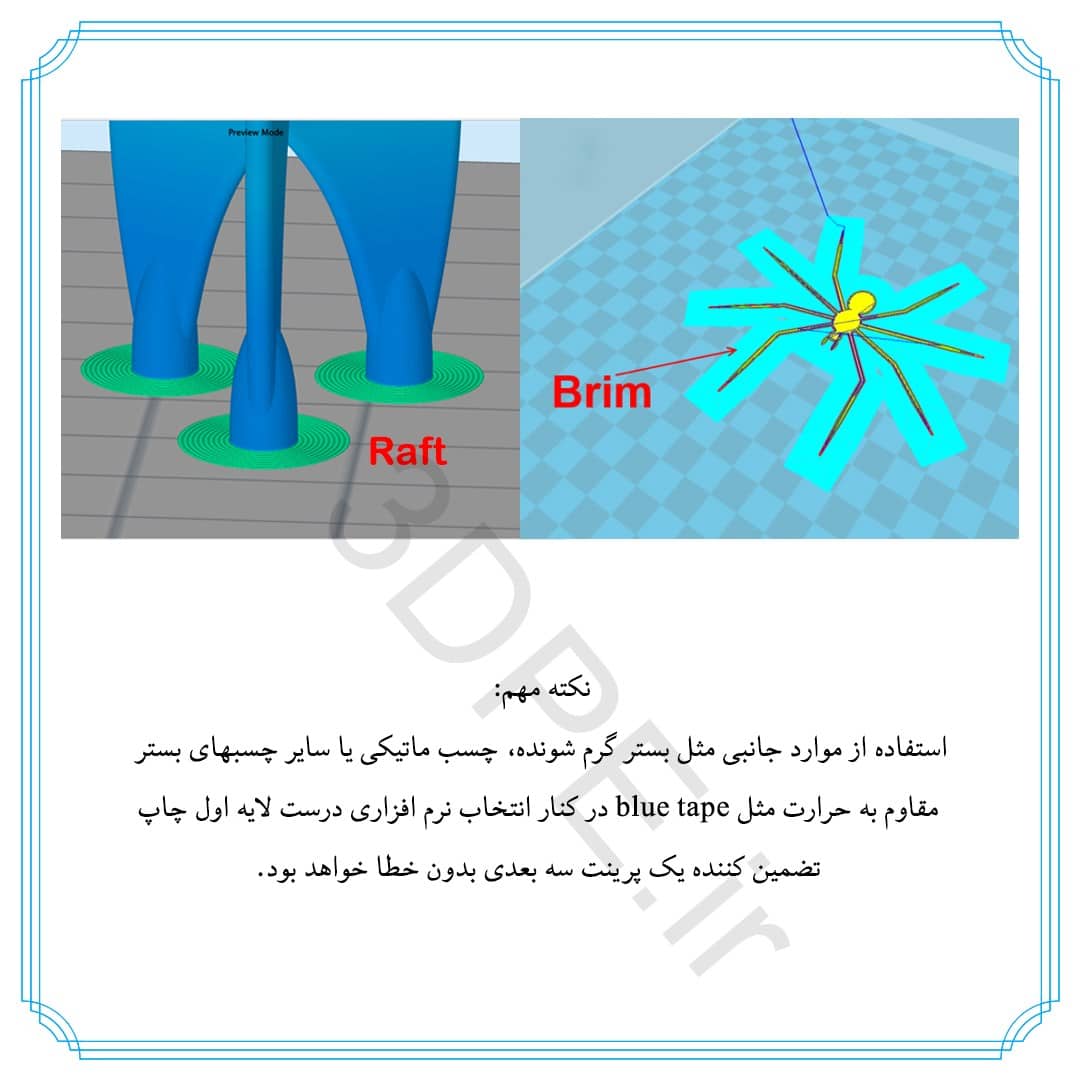
- استفاده از چسب حرارتی بستر: همزمان با گرم کردن بستر، استفاده از چسب ماتیکی، ورق blue tape یا هر ابزار مشابه دیگری که برای افزایش چسبندگی بستر ساخت چاپگر می شناسید را بکار ببرید.
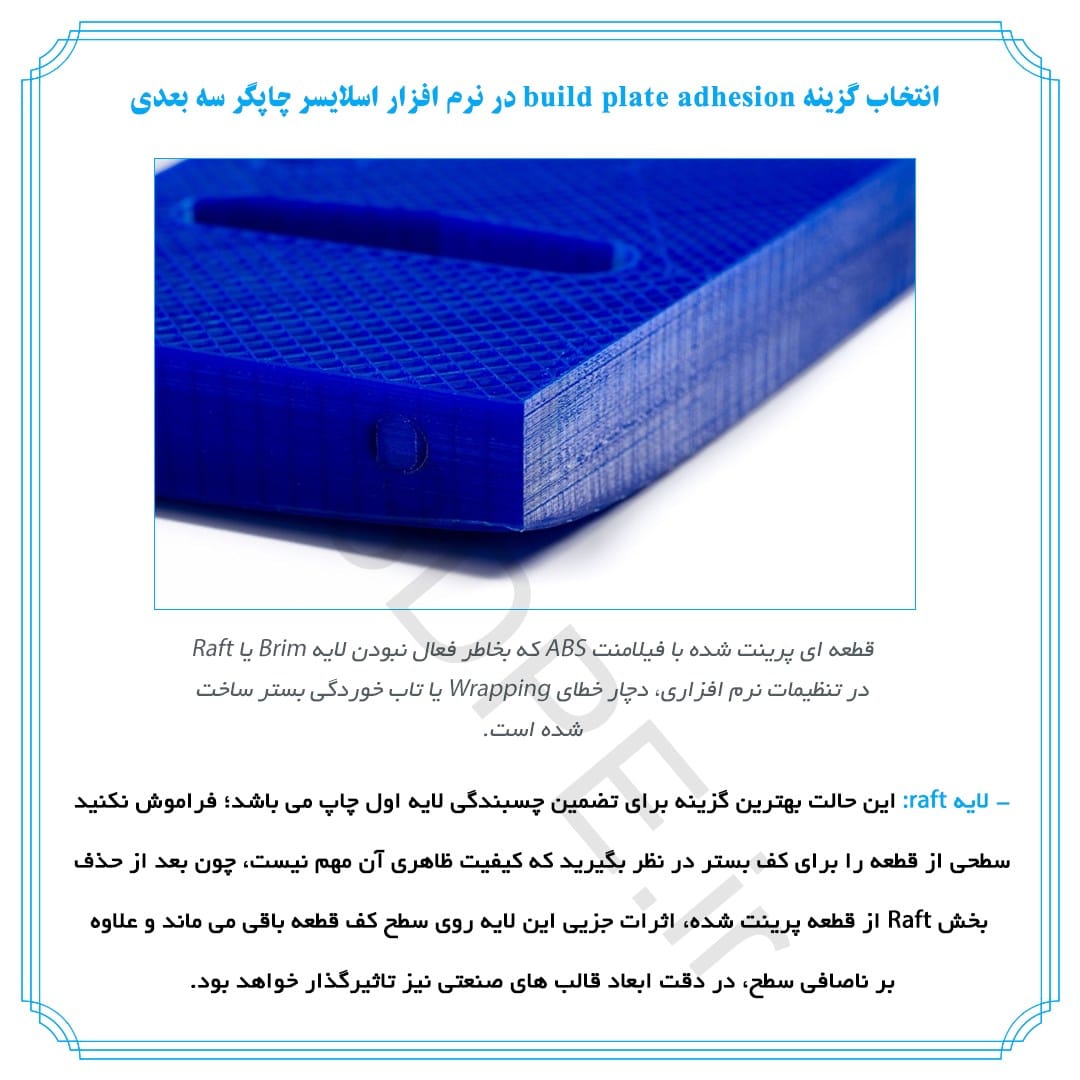
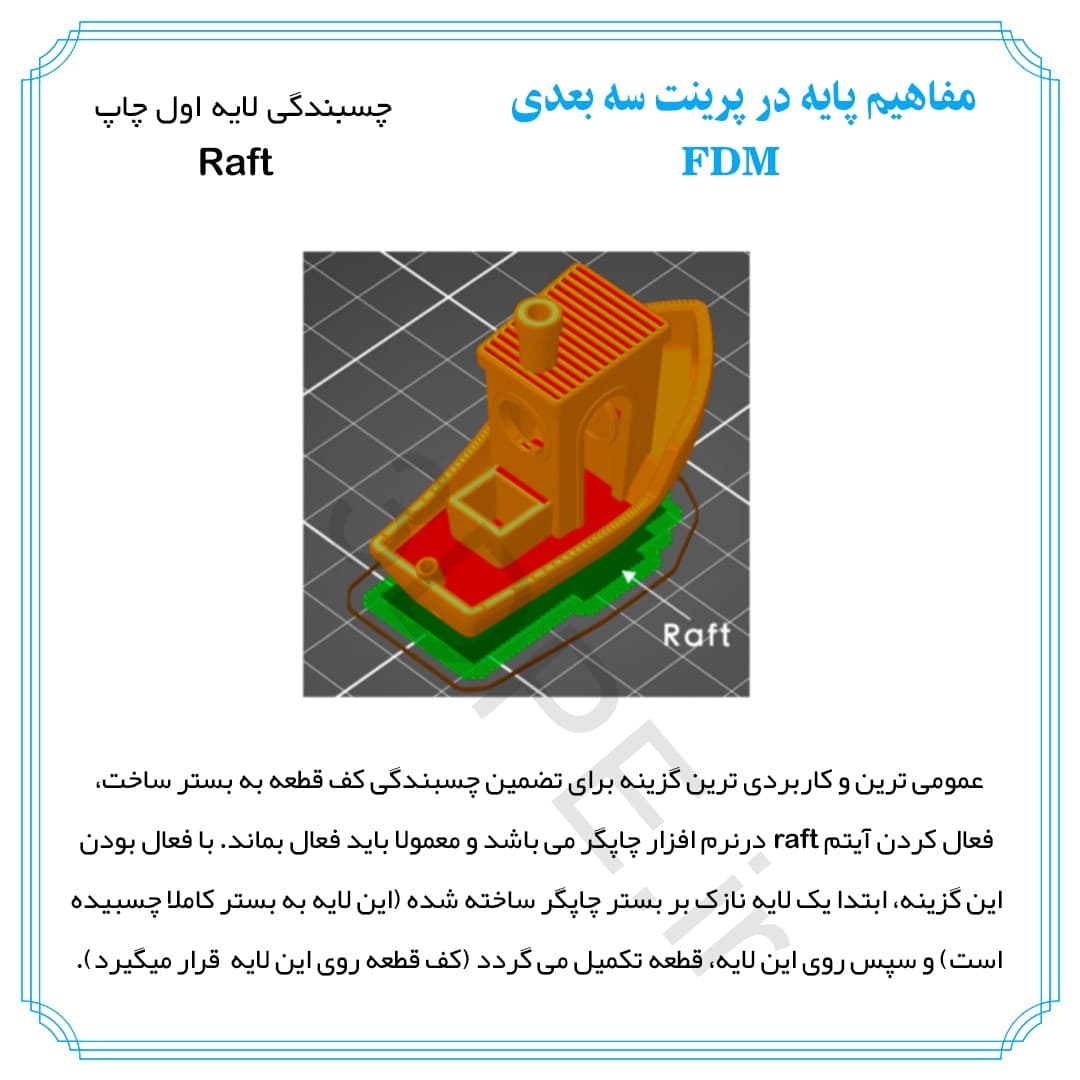
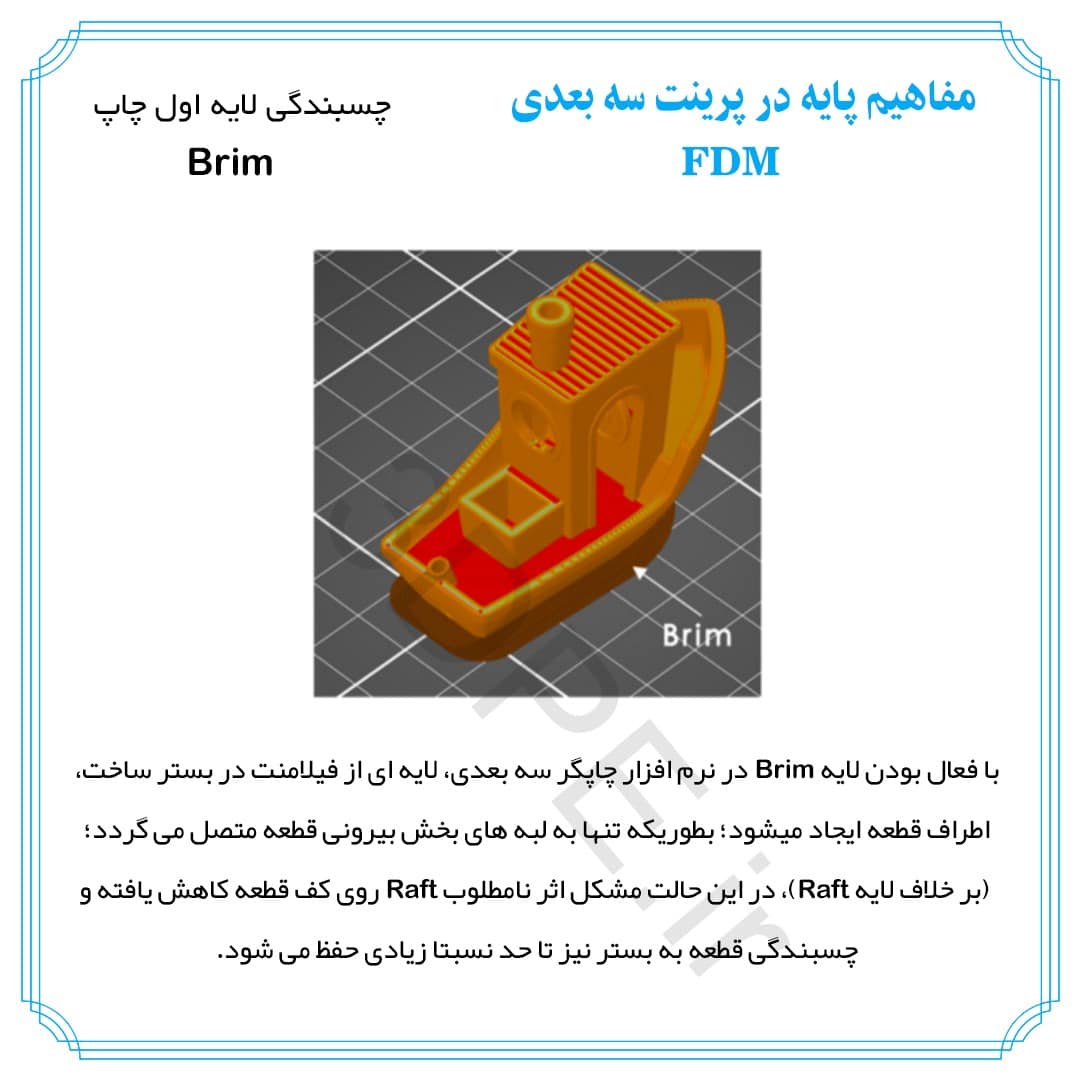
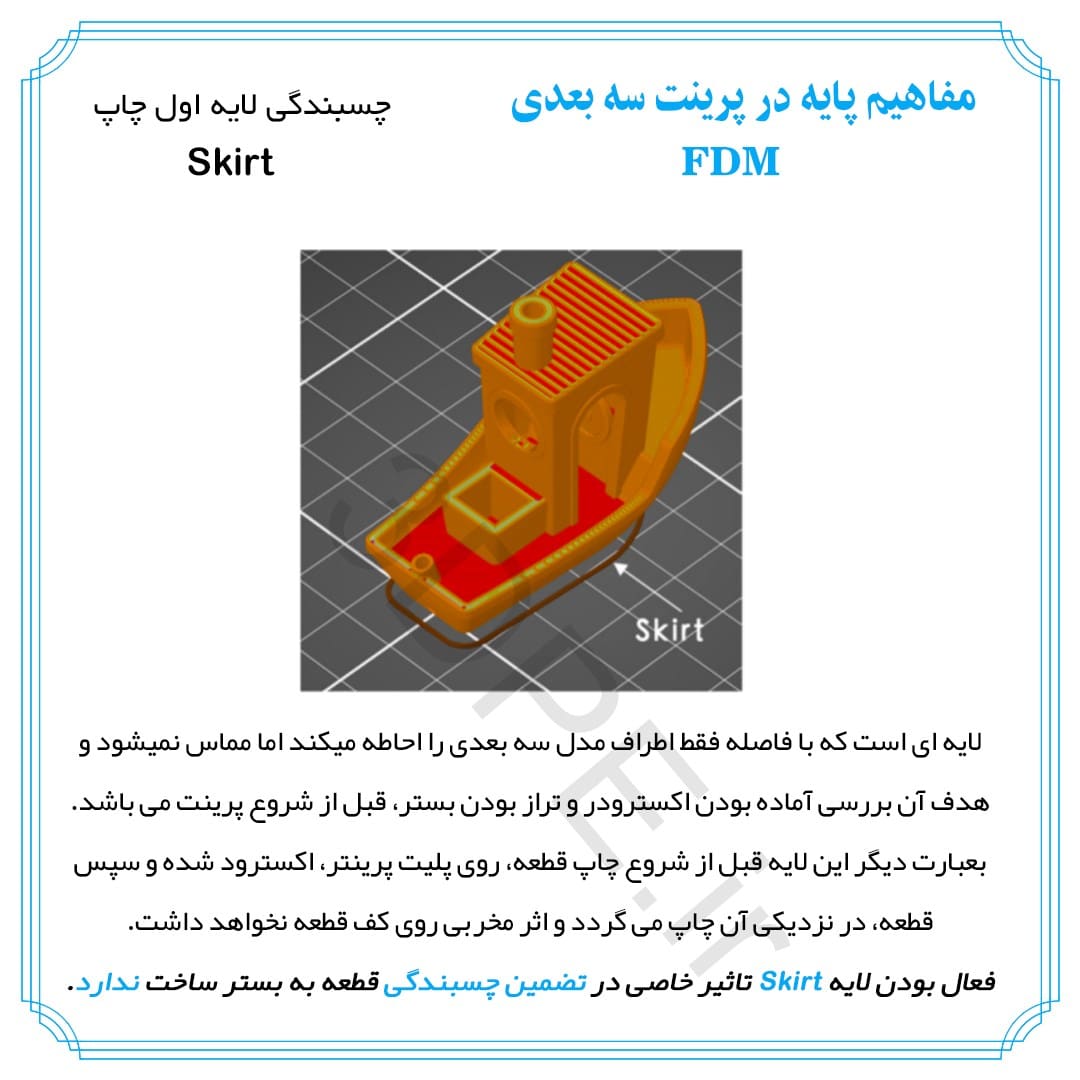
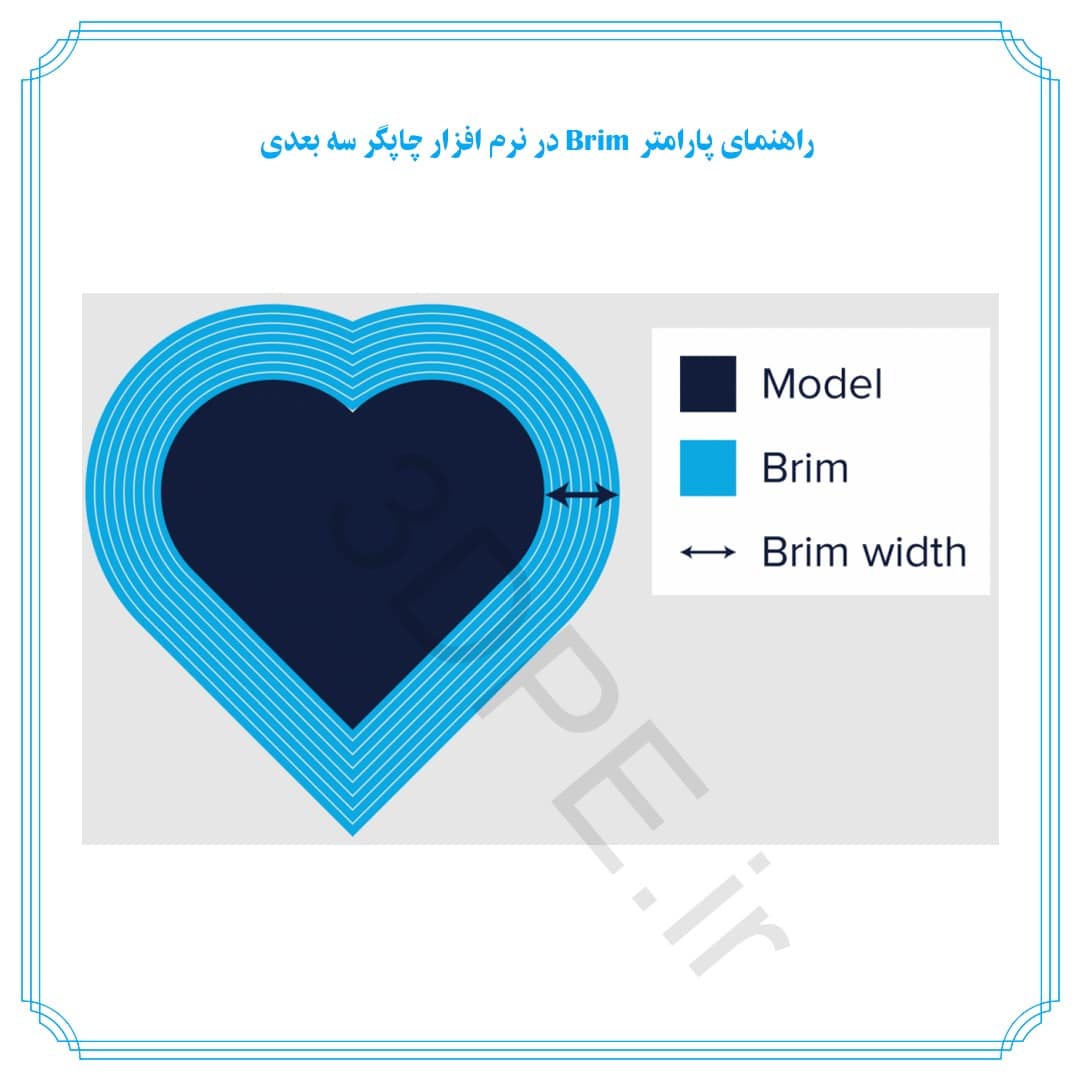
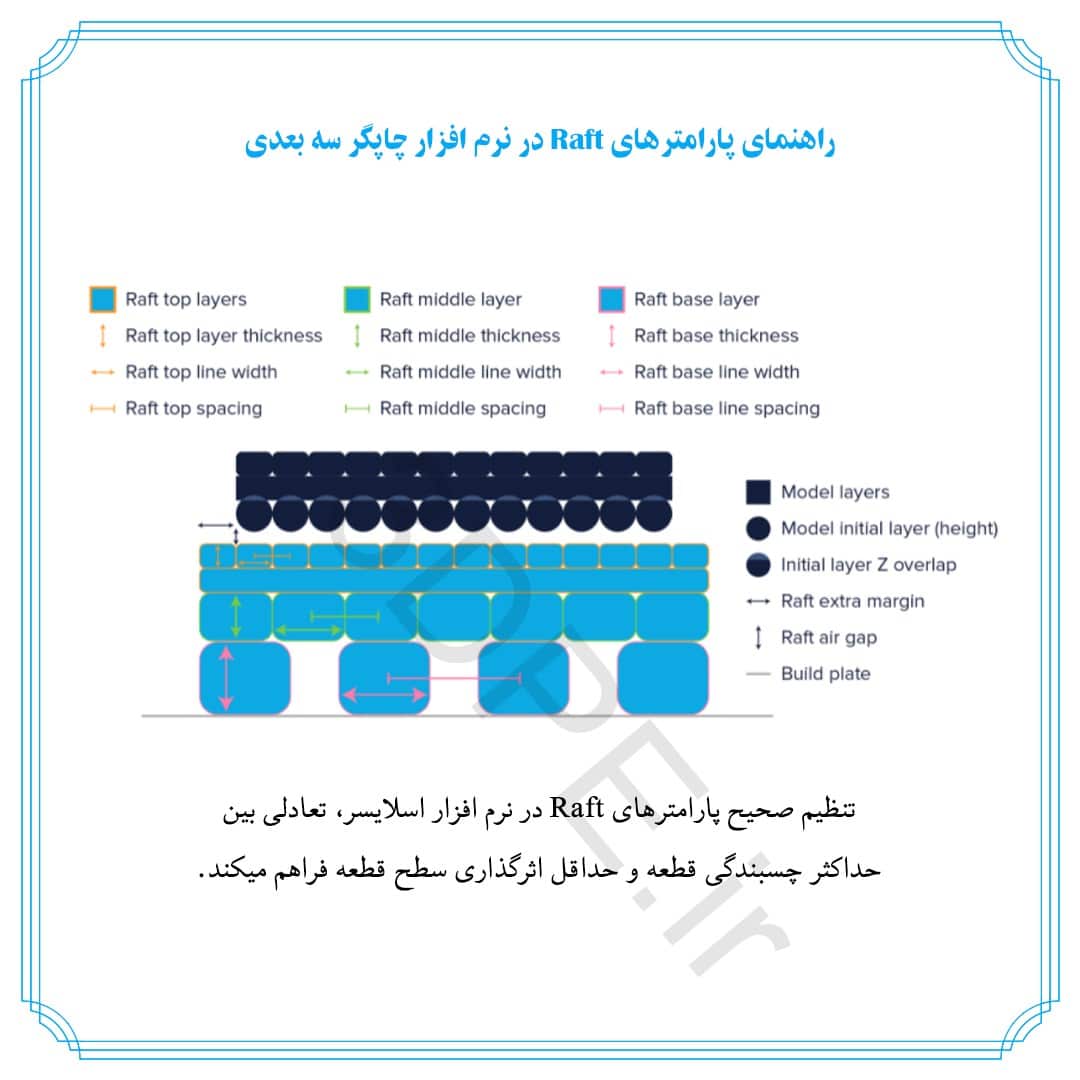
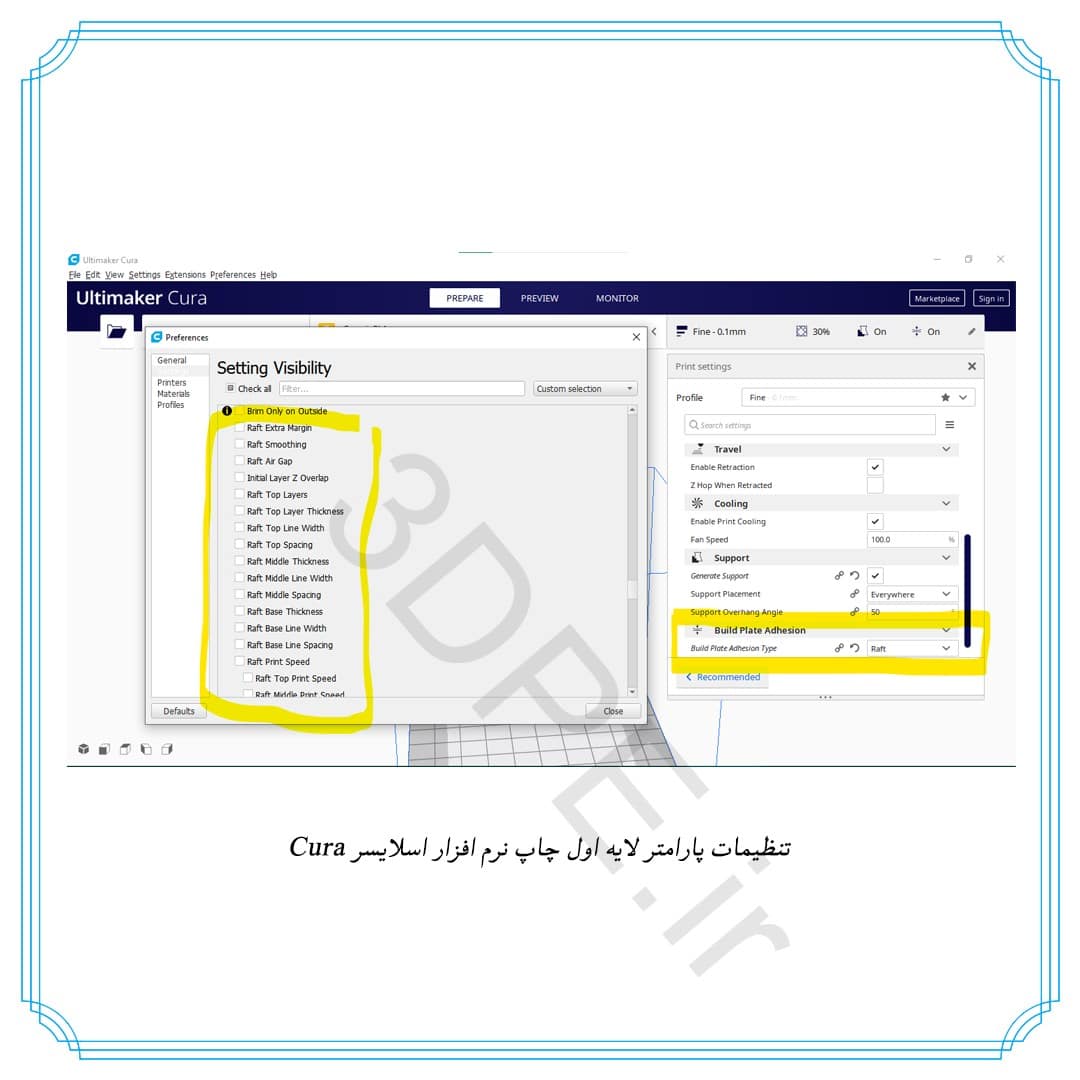
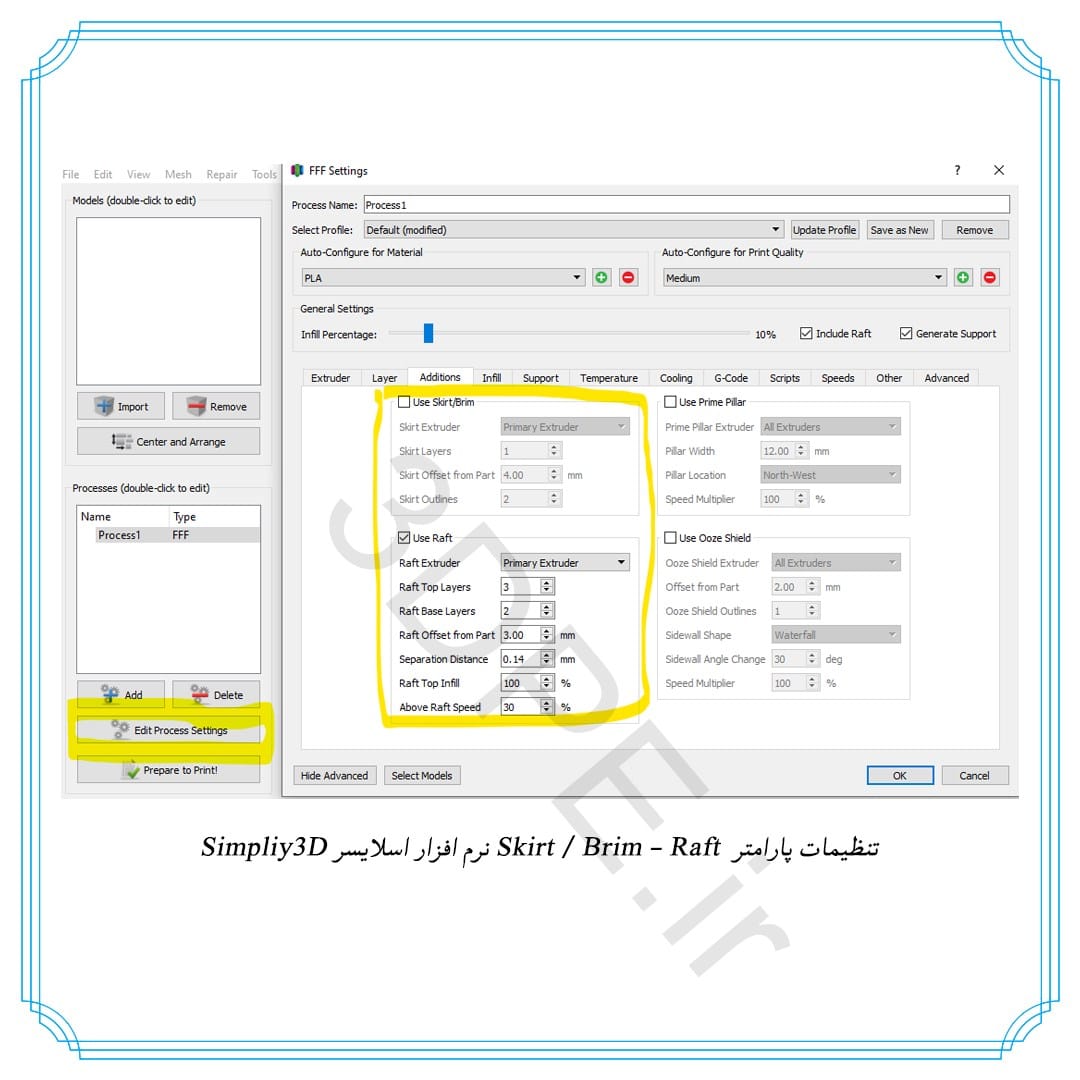
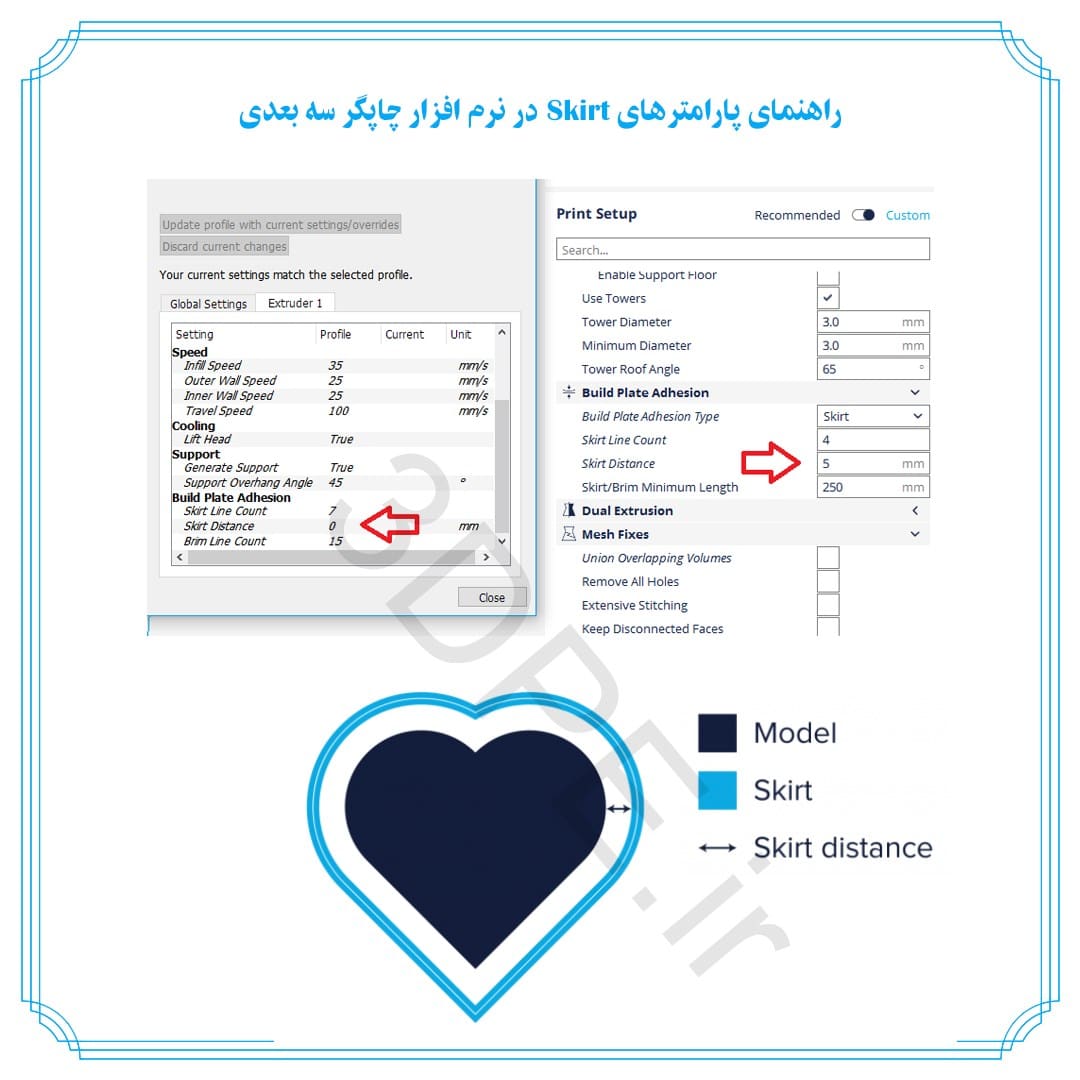
- استفاده از لایه Raft، Skirt و Brim: در نرم افزار اسلایسر چاپگر سه بعدی با توجه به شکل هندسی مدل خود یکی از سه موارد ذکر شده را فعال کنید (راهنمای لایه اول Raft).
- ارتفاع بستر ساخت را اصلاح کنید: بهتر است دوباره مراحل کالیبره کردن پرینتر سه بعدی را بررسی کنید و نازلها هم در موقعیت صحیح تنظیم شوند.
- مطالعه دستور العمل سازنده فیلامنت: اگر اولین بار است که یک متریال را امتحان میکند، قبل از پرینت قطعات بزرگ و مهم خود، چاپ یک مکعب ساده را تست کنید (طبق بروشور برند فیلامنت؛ مثل دمای بهینه و سرعت فن نازل و …). وضعیت ریزش فیلامنت مذاب را مشاهده کنید. در حالت صحیح لایهگذاری این مکعب باید در تمام قسمتها مساوی باشد. در غیر این صورت با نزدیکی بیش از حد نازل، فیلامنت مذاب خراشیدگی داشته و در فاصله زیاد نازل، اصطلاحا قطرات اضافه دیده خواهد شد. مطمئن شوید که ارتفاع نازل آنقدر هست که با سکوی ساخت، چسبیدگی نداشته باشد.
- نحوه قرارگیری مدل در بستر و حجم هندسی قطعه: در قطعاتی که کف باریکی دارند، مسلما با سستی کمتری به بستر خواهند چسبید. پس مجبورید مدل را از وجه دیگری روی بستر قرار دهید یا اینکه آنرا برش زده و در دو تکه پرینت و سپس بهم وصل کنید.